Serge75
-
Постов
535 -
Зарегистрирован
-
Посещение
-
Победитель дней
10
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serge75
-
Так то -да. От 16 кВт обычно ставил. 12-14 в магазинах трудно было найти-не возили. Хотя в некоторых случаях и их за глаза хватило бы. Напольные разные.
-
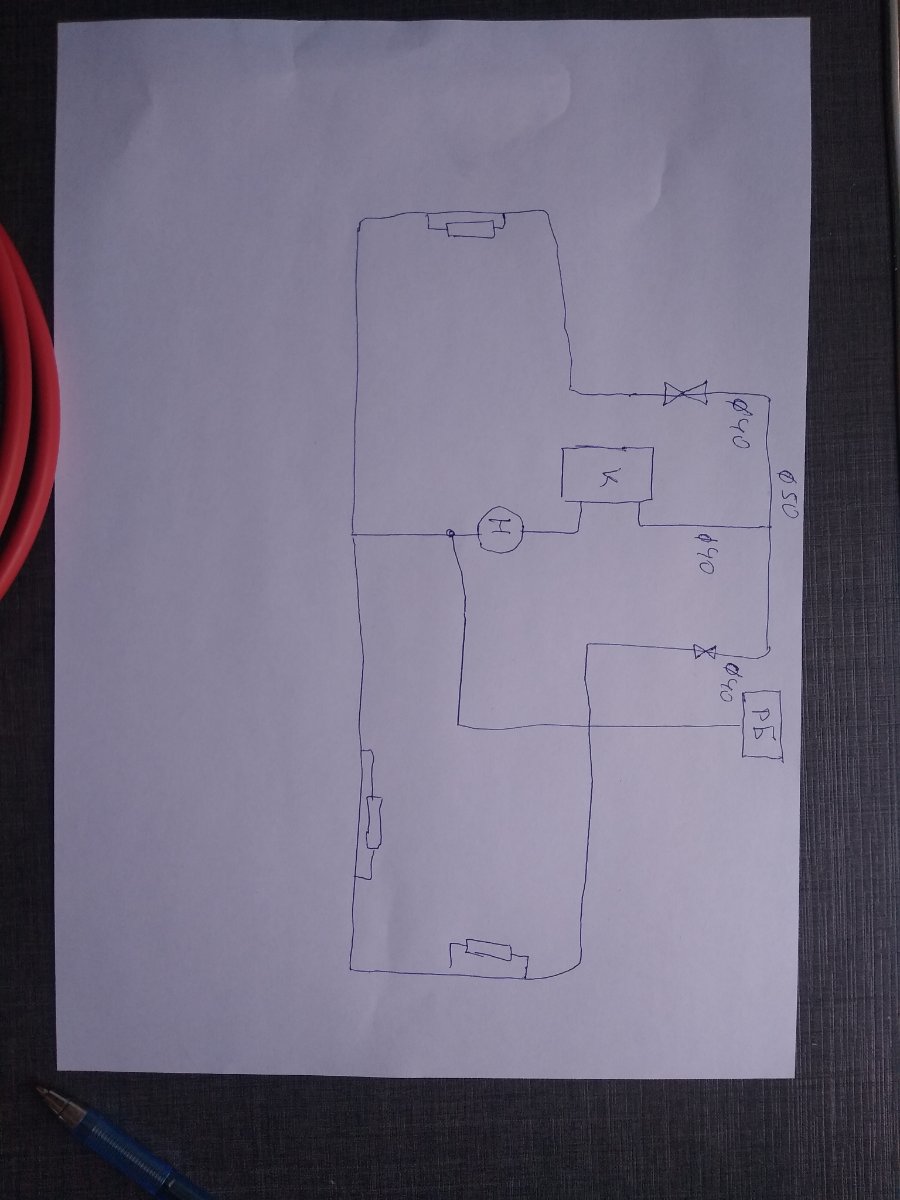
Нет. Чтобы повысить эффективность циркуляции ТН: поток не делится на два -в РБ и СО, а напрявляется весь в СО.
-
Нет . Поток ТН напрявляется не через сопротивление (гидравлическое) насоса, а напрямую-почти по свободной трубе.
-
Уровень в бачке будет повышаться при включенном насосе и отключенном. причем заметно. И при режиме ЕЦ-медленно но уровень будет расти до определенного момента-зависит от сопротивления циркуляции За местом врезки РБ.
-
Это делается для обеспечения уклона и по обратке.

-
Эффективность не повышает,а при отключении элэнергии котлы не кипели. В свое время ставил. Проблем не было. При вашей схеме-крайне низкая скорость течения ТН,большая длина. И воду,по пути наименьшего сопротивления,будет выдавливать в РБ,а там уже что останется в систему. Проходил на своем опыте. И тоже с нижней разводкой однотрубкой. Несложные-не значит проще. Периметр довольно большой получается. И ключевое слово-эффективность..Вы сами ответили на этот вопрос.Зачем тогда такое отопление? Рассмотреть возможность разделения на два контура поменьше. Тогда как раз и диаметрами труб поиграть можно будет на раздаче и сборе
-
А без уклона вообще не понятно как система самотеком будет работать. Не зря же котлы устанавливали ниже уровня пола.
-
https://belamos24.ru/baypas-dlya-sistem-otopleniya-unk340/ Это для начала ,в помощь. Расширительный бачок врезать по обратке и До насоса.
-
Электрод толстый. Скачай таблицу максимальных рабочих токов электродов от толщины и типа. 2,0 -2,4 за глаза. На такие дыры сопло 10 надо бы ставить. На второй день очистку в плюс добавил,это +. По технологии попробуй так: тонкий пропил трещины 1-1,2мм. широкая разделка U или V образная с притуплением. Плакируешь(наплавляешь чистый металл присадки) сначала одну сторону трещины-не спеша,с остановками,не перегревая,посадил точку-остыл,грязь полезла-выжег дугой,вычистил до без пор-снова точку. Потом другую сторону так же. Притупление скорее всего сплавишь-поэтому можно эту процедуру провести и с обратной стороны. Чуть подправил разделку и начинаешь заваривать шов. Чистым по чистому. В принципе ты к этому и пришел в конце. Но какой ценой-сразу перекрывая (пытаясь ) весь шов.
-
Не заморачивался. Присадку делает матовой ,счищает заводской блеск, куски пленки с присадки не лезут в ванну-а больше и не надо.
-
Не правильно думаешь. Войдет в привычку-переучиваться сложнее. В хозмаге купи металлическую из нержавейки щетку для мытья посуды: сжал вокруг прутка ,пару -тройку раз провел вдоль и вперед. Смотри на качество щетки: есть как фольга,мягкая-она ни о чем не бери. а есть жесткая такая же по форме и размеру (круглые они,как бублик)-это оно.
-
Не смущайтесь. На некоторых производствах,предприятиях если аппарат стационарно стоит отдел ОТи ПБ требуют отдельного проводника заземления. А если переносной-организовывать временное заземление: штырь в землю и на корпус проводник. Долбо****изм? Возможно. Но пути электричества неисповедимы. Две конторшараги с такими требованиями могу назвать. Причем очень крупные.
-
Могу такой же автоматический выключатель показать на аппарате за 200 круб. И нормально-работает,замена лежит в любом электромаге. Не парьтесь по этому поводу: действительно надежнее и дешевле чем остальные вышеописанные варианты.
-
Мои пять копеек: увеличь баланс в сторону положительной полуволны (%60-65)-зона очистки вроде есть,но какая то узкая или вообще нет.Белесый след на поверхности рядом со швом. Может ты её потом счищаешь щеткой поэтому и не видно? Увеличь номер сопла- 8-ку или 10 попробуй. Или такой же номер как и сейчас, но свежий чистый. На маленьких радиусах,внешних углах с газовой защитой несколько проблематично бывает.
-
Попадалось такое. Точь в точь как рассказали. Снаружи-сварка, изнутри припоем 192-м победил.
-
Сейчас в продаже полно безмасляных компрессоров. По вполне доступной цене.
-
Вешай и пусть работают.
-
Аналогично. Изредка приходится заниматься...Приобрести сразу готовый трехфазный мост?
-
Он там стоял? Ставьте и не парьтесь. Если не стоял-то должен выдерживать свои характеристики как есть : радиаторов на эти бочонки не предусмотрено. Сильно греется? Смотреть замену,в какой цепи стоит. Диодный мост можно весь заменить на КВРС5010 например ,и на радиатор его.
-
Никак, Не предусмотрено. Встречный вопрос-а зачем?
-
А аргон где берёте тогда? Если не секрет-что за населенный пункт ? Если всё так запущено с материалами-насколько востребовано будет это не самое дешёвое увлечение ТИГ сваркой? Для себя же лично вы не будете сваривать 24/7/365. ЗЫ Присадок приходится (надо) иметь килограмм 7-8-... разных: две основные марки -4043,5356 -но разного диаметра.
-
Странный подход всё-таки.. Практически бесполезную процедуру по обезжириванию(?) -делать буду. А вот решить проблему с присадками -когда нибудь и как нибудь..Буду проводом мучиться.
-
Да вот так...ЧТО вы хотите удалить растворителем после механической обработки фрезой или щеткой до чистого металла? Или фрезы и корд щетки в масле храните чтоб не ржавели? А старые ,пропитанные маслом ,детали пока не прожжешь -растворители очень слабо помогают.
-
А вот это в точку. Шины электротехнические самое то. Хоть за бутылку ,хоть на Озоне, хоть...-уж проблем их достать нет. И уже советовали- ВЫКИНЬ ПРОВОД как присадку!! Спирт,ацетон..- лишнее. ИМХО
-
И потом сидеть и месить грязь. И охреневать что ничего не получается. Или аргон выпускать пока прогреешь ГБЦ