

Serge75
-
Постов
319 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Serge75
-
-
Ну ежели чаво и чертежик сбацаем.

В общем то для аппарата первая работа есть: сварить себе тележку. 0,8 в кислоте.В линейном и синергетике конец проволоки можно сделать от иглы до шарика..Адекватный и понятный аппарат..с крышечкой панели управления

Поработаем,посмотрим -тогда и конкретика появится.
PS В одноимпульсе с Хелви посоревновать...

-
 1
1
-
-
Приветствую. Да,согласен 0,6 не ходовой. Но собственно одно из многих решающих -наличие программы ДП для 0,6.Жестянки хочется красиво сваривать.
Ролики ищу под размер-перфекциониста не могу усмирить до конца
 Уже думал-не найду 0,6, отдам токарю (тоже найти надо ещё) 0,8 на проточку.
Уже думал-не найду 0,6, отдам токарю (тоже найти надо ещё) 0,8 на проточку. -
Немного странное общение на форуме наблюдается (уже не первый раз): сам поинтересовался-сам же и ответил добывая информацию правдами и неправдами затрачивая много времени...
Типоразмер роликов 30х10х12. Благодарю Алексея (tehsvar)-ответил в личке. От 0,8 до 1,2 проблем с приобретением нет (Россия,Китай). С 0,6 дела хуже: Китай согласен сделать от 50 шт. Нашел что-то похожее по виду от Fubag: естественно никто не может сказать типоразмер..Приедут ролики -померяю.Или заберу или возврат.
Собственно из-за чего сыр-бор :аппарат уже почти как неделю приехал. За это время часа 3 всего удалось его покрутить:завал с работой осенний начался (за холодную неделю осени сделаем всё на что весны-лета не хватило).
Первое впечатление: какой аппарат длинный.На картинке он меньше выглядит. Проблем с настройками практически не было.
В нагляк на кислоте даблпульс включил: разобраться с настройками.Получилось без особых проблем -что за что отвечает и регулирует. Качества шва естественно никакого,да и не ставил пока целью.
Чуть не забыл: для пятишек -резиновое кольцо с внутренней стороны и кусок серой трубы (50 мм) разрезанной вдоль с наружней.
В общем -доволен. Есть пара вопросов: окончательно оформятся (может просто покрутить еще надо п/а) -озвучу.
-
1
-
-
режим SPLmig(внимательней читай),металл,проволока- чернуха
SPLmig-это мне ни о чём.. Толщину металла и диаметр проволоки клещами вытаскивать из вас? Хорошо хоть газ обозначили.
В прочем вам уже ответили на что обратить внимание.
PS С вами на брудершафт не пил ,чтобы тыкать.
-
@Кот61, вы хоть режимы и условия (газ,проволока,шов,металл....) обозначьте.
-
1
-
-
Подскажите пожалуйста: ролики какого типоразмера применяются в аппарате?
Нужны V-образные 0,6-0,8 и U-образные 0,8-1
-
Всем здравствовать.
Рассматривая кандидата на приобретение аппарата с даблпульсом наткнулся на выше указанный Telwin TECHNOMIG 240 WAVE. Но вот информации о нем мало. Если не сказать что никакой. При поиске в инете постоянно выдает один и тот же официальный 5-и минутный ролик. Который так себе -ни о чем.Поэтому хотелось бы услышать отзывы ,мнение кто сталкивался ,работал с этим аппаратом.
Вопросы извечные
Что может? что и как регулируется,корректируется? Хватает ли диапазона коррекций разных-индуктивности,напряжения,частоты...и т.д. .стабильность и качество шва (в разных руках ).. Зашитые программы..Можно ли под себя Полностью программу накрутить? В общем интересует Всё.Приоритеты :даблпульс 0,6-0,8 чернуха, SS 0.8 , Al 0.8-1.
Небольшая просьба ко всем: коллеги,не устраивайте пожалуйста срач по поводу Китай-Европа.
Чего бы это не касалось: цены,места изготовления...Если есть аналог или похожий-просто укажите: вот есть такой-то похожий.без дальнейшего развития этой темы (аналога) и кто у кого и что передрал.
PS Модераторам: тему создал немного не в той ветке..каюсь. здесь вроде бы больше форумчан появляется...
-
Всем здравствовать.
Сам задал вопросы-сам и ответил.Давно собирался..
1 Разъем WEIPU WS16 5-ти штырьковый. Как к себе домой...
2 Чтобы поменять родной газовый разъем -пол аппарата надо разобрать (даже чуть больше
). Не стал заморачиваться -сделал переходник снаружи: С родной (в комплекте) горелки снял газовый разъем,через кусок 6мм трубки соединил с быстросъемом "мамой". В родную горелку поставил ответную часть быстросъема. Болтается снаружи этот хвостик см.10 -ну и с ним: не мешается... -
Явно цена будет выше, чем в первой партии.
В этом не сомневаюсь. Хотелось бы знать от поставщика-на сколько? 60-80? 70-90? Овер 100?
Не знаком с ценообразованием в Китае (алибабе...) потому и интересуюсь. Наверняка же какие -то предварительные договоренности есть. Хотя бы плюс-минус...на сколько карман развязывать придется.
-
конец июля-начало августа
Прогнозы по поводу стоимости аппаратов есть какие нибудь?
-
Я думаю не стоило -- любой может это нагуглить и вычитать.
Это понятное дело. У вас было сомнение в применении водорода и азота в смесях. Ну как видите они применяются (и для стали в том числе).В чем я был не прав-при их наличии в смеси(трехкомпонентной) нет кислорода. Это признаю. А для дома заморачиваться трехкомпонентной смесью (добавкой кислорода)-смысла не вижу : не поймут и не оценят.. Разве что для себя побаловаться.
Без проведения газоанализа или хорошо проверенных готовых смесей разговор как бы ....ну не совсем тупиковый. Что мне привезли Под заказ (82/18)-уже описывал: сдал обратно-никакой разницы с кислотой. Что сейчас получаю...может ту же 90/10 или около...или... которая по результату как трехкомпонентная 91/7/2.
-
@Глобул, свое сообщение 19 подкорректировал .Азот,водород ,окись азота применяются и для стали и для цветнины (кто где)-только в этих смесях нет кислорода. Тут не прав был.
-
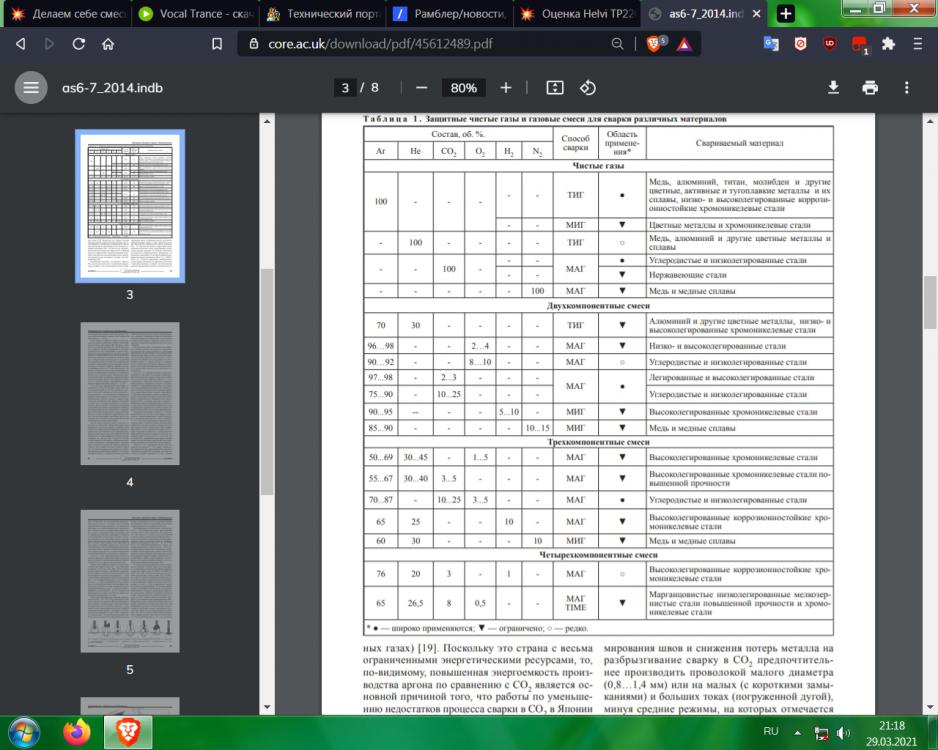
Разновидности сварочных смесей и их применение
Для защиты сварочной ванны используют двух- и трехкомпонентные смеси на основе аргона или аргоно-гелиевые смеси. В качестве дополнительных компонентов применяют:
- кислород в концентрации <10%;
- водород в концентрации <10%;
- азот;
- двуокись углерода.
При добавлении кислорода снижается пористость шва, сжигаются вредные примеси, удаляется влага. Аргоно-азотные смеси востребованы для работ со сплавами никеля и меди. Аргоно-водородные составы эффективны при ручной сварке высоколегированных сталей неплавящимся электродом.
Аргоно-гелиевые и аргоно-гелиево-азотные смеси (с содержанием до 50% He) являются экономически выгодной альтернативой чистому гелию. А по сравнению со сваркой в чистом аргоне они обеспечивают:
- концентрированную и стабильную дугу;
- отсутствие брызг;
- минимальное рассеивание энергии;
- отсутствие предварительного нагрева;
- интенсивность плавления;
- оптимальную форму и хорошую проплавку шва.
Скорость сварочного процесса регулируется изменением процентного соотношения аргона и гелия. Содержание гелия выбирается в зависимости от вида и толщины металла. Чем толще лист или деталь и выше теплопроводность, тем больше процент гелия. Аргоно-гелиевые смеси применяются для соединения сплавов меди, алюминия, никеля и хромоникелевой стали.
ООО «ИТЦ ГЕЛЛИОС» производит доставку технических газов в баллонах. Мы поставляем качественную сварочную смесь, которая полностью соответствует необходимым стандартам.
****************************************************************************************************************************************
Разрешите я таким образом отвечу .. Это первое что у меня вывалилось при запросе " состав трехкомпонентных смесей для сварки".
Собственно добавить пока мне нечего...
Более предметно. С цифрами и автор известный Б.Е.Патон
Надо как нибудь будет в свои учебники-записи слазить. уточнить моменты...
-
А нет планов кислородика чутка добавить?
Не-а..кислота от температуры дуги все равно разлагается на углерод-в копоть уходит ,и кислород тот же самый.С кислородом чаще всего ( В этом моменте Не прав) уже трехкомпонентные смеси начинаются - третий это азот,водород.
Эти изыски -с разными газами,с трехкомпонентными смесями- для производства,под техкарту с последующим контролем :УЗК,рентген... А для дома смесь нужна- толстый металл провар чтоб был или в струе получить красивый "налитый" шов. А ещё чуть не забыл нержавейку (из-за её теплоемкости и легирования).
-
1
-
-
получить смесь 90/10 из смешивания 50% смеси 80/20 и 50% чистого аргона
Там меньше чистого аргона надо будет добавлять.А так идея и принцип рабочий. На глаз конечно смесь получится.
А с технической стороны- вторая ступень редукции в корне меняет настройку и отношение к получению смеси. Вторую ступень кто во что горазд делает:переделывают кислородные ,пропановские лягушки,экономизаторы.. В свою гирлянду я бы добавил только расходомер по выходу.
В общем-то тема эта -смесителей -в инете довольно избита.фото видео много,а вот конкретики маловато-кто во что горазд делает: бензонасосы в качестве обратных клапанов, про вторую ступень писал...
нужно сгородить "смеситель".Банку металлическую на поллитра набейте стружкой нержвейки. два входных штуцера с одной стороны -выходной с другой. Если внутри сделаете инжекционный подсос кислоты аргоном хуже не будет. сложнее обеспечить равенство давлений после баллонных редукторов (вторая ступень в помощь) и отсутствие перетока газов- если вторая ступень хорошо отсекает,то легче..
Увы... действительно игрушка ..
-
1
-
-
вот так смешивать газы для сварки низя.
Добавлю.
Становится критично когда начинаешь работать с нержой. Когда становится много активных (окислительных) газов - кислота,кислород (смеси разные бывают: и с водородом ,азотом)- то можно довариться до выгорания легирующих металлов,межкристаллитной коррозии со всеми вытекающими : слабый,хрупкий шов который ещё и Ржавеет... Вот для этого и нужна полная стабильность смеси для нержи :100 %Аr-TIG , 98/2 Ar/CO-MIG т.е. минимальное содержание кислоты для Стабильной дуги.
@G_Kar, практически одновременно об одном и том же.
Теорию знаю,практика тож какая никакая есть (материаловедение,построение систем смешивания..).С электроникой знаком..Вопрос смесителей -больной,актуальный, изученный. Что-то вменяемое приобрести или сделать (смесители) сводится -не учите меня жить,лучше помогите материально.
не сочтите за грубость .а на редукторах низкого давления до тройникаВыровнено. 3,5кг/см2. по манометру 1 класса . Редуктора довольно качественные-натекание газа после прекращения отбора около 0,1 кг/см2 .
-
1
-
-
@Глобул,@G_Kar, спорить и доказывать не буду. Естественно Это гаражно-подвальный способ получения смеси. В промпроизводстве такое никто не допустит. Тем не менее имеет способ имеет право на жизнь. Как и смесители самодельные из газовх резаков, бензонасосов... Не подлодки делаю и толщины больше 10 мм большая редкость.
В процессе сварки (в смеси) не замечал изменения способа переноса металла-струйный и струйный. Согласен что сколько там чего ХХ%/Х% ..да кто его знает. Насколько помню стабилизация дуги в аргоне начинается от 1,5- 2% активного газа. Так и подбираю-перестала "плясать" ну ещё чуть-чуть кислоты добавил..
Обязательно должна быть камера смешения, смысл ее в том, чтобы выровнять давление газов, тогда они начинают диффундировать друг в друга.Возражу.
Для выравнивание давления в смесителях применяется газовый дифференциальный редуктор:подача одного газа управляет подачей второго. по давлению. и наоборот. А смеситель-он ..просто смеситель:набор сеточек,завихрителей.
На рынке есть Просто смеситель ( МВ-25 если не ошибаюсь, за 5,5 круб). В моем случае ( ну я так думаю) камерой смешения выступает 10 метров шланга после тройника-смесителя (хи) внутри которого завихритель.
-
что б заморозить редуктор надо еще хорошенько постараться
Знаете ...и не старался даже. Старым п/а не сильно спеша по осени сваривал фермы (на прихватках были уже собраны)-пропал газ (повезло)..ну все приплыли-п/а нет запасного .а заказ лежит..время бежит..торкаться электродом... И настроение под стать погоде :сыро. ветренно , пасмурно..А баллон в сарае-не на виду.Поплелся закрывать вентиль,а там редуктор в снегу сантиметра 1,5-2.
В Краснодарском кр. влажность очень высокая.так что обмерзание это у нас просто. Кислородники тоже обмерзают: на предприятии у старого сварного видел-килограмм 20 в шланги пошло. У меня один раз кислородник :чую шланг как у молодого становится-не согнешь,продувку на максимум и бегом к баллону..пока добежал-мембрана залегла в закрытое положение..повезло.
По поводу количества баллонов ..ну что сказать :двух пока хватает.Ну как хватает:из-за газа не останавливался пока ..тьфу-тьфу..Хотя аргона поставил бы ещё. А с нынешними ценами на металл (и не только) ещё и оставаться будет.
@Calma, Да вы правы ,G1/4 то ли 11ниток,то ли 13. Готовых переходников ни в сантехе ,ни в авто не нашел. Под заказ (али,из Питера) тоже что-то долго получалось.Быстрее оборудование (всеинструменты-не реклама) пришло:дня 4-5.
-
а вот в сварке в чистой кислоте бывает обмораживает.при очень длинных швах
Все так и есть : включаю подогрев когда в чистой кислоте и много швов практически без перерыва.
А WITT BM-2M... это классика жанра..ценник на него сейчас..посмотреть и зарыдать (125 в прошлом году)...Есть наш (под WITT типа) за 42 круб последняя цена,но какой-то без отзывов...кот в мешке..электронные от 60 .. да и плямкают клапанами-форсунками.. Китай..да тоже что и у меня только в одном коробке и нагляднее.

Один из опытов в смеси. Хотя могу ошибаться..
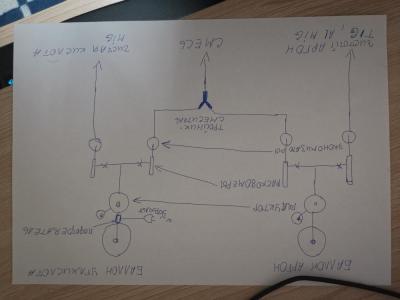
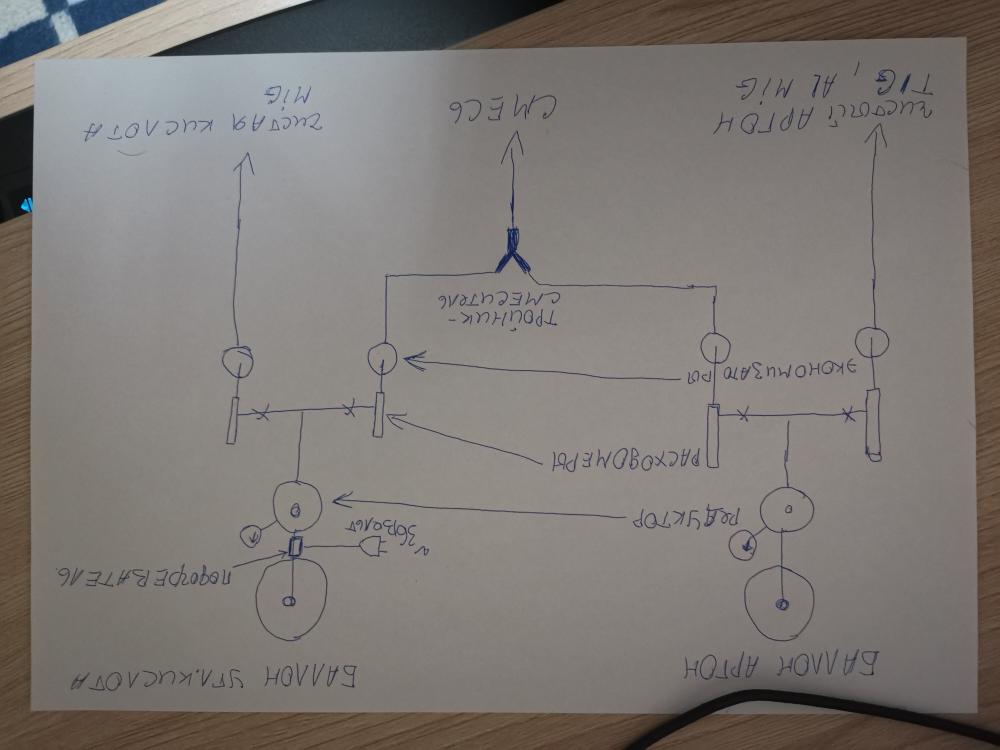
И схема газоснабжения. Извините ,почему то вверх ногами..но хоть так -один раз увидеть,чем...
у богатых свои причудынемного лестно конечно..но не соответствует действительности. В некоторых вопросах стараюсь действовать по принципу : я не настолько богат,чтоб покупать дешевые вещи .
Простых редукторов не ящик конечно,но лежит штуки 4. На трех работал до этой "гирлянды".
Как и для чего все Это затеял? Давно надоели "пшики" на ТИГе. Ну так и заодно тогда и для МИГа давай. Заказал только экономизаторы,пришли,подключил..Понравилось до ...до..По аргону реально экономию почувствовал. Тут приобрел 220-го..нужна смесь.. А у экономизаторов не помню точно скольки дюймовое подключение. Но точно не распространенное и по количеству ниток не стандарт: со старыми редукторами все было состыковано на переходничках,шлангочках,хомутиках. Токаря не сказать что проблемно найти,но вот само изделие для него проблема сделать -оборудование увы...Попробовал на скорую руку сообразить смесь-получилось. Подшабашил...ну вот все на фото,одной фирмы(+ немного перфекционизма
) ,состыковано..до четырех дней остаточное давление в шлангах и на манометре редуктора.-
2
-
-
А давай вот это отдельной темой покажем!
Я думаю не стОит-тема в курилке,косвенно аппарата касается, да и фитюлина эта не заслуживает пристального внимания..
Собственно все на фото. По одному выходу редукторов на смеситель (хи),и по одному на сварочники -чистый аргон на ТИГ и чистая кислота МИГ. Смеситель-тройник 1/4 дюйма , накрутил разъемы, внутри пластинка из алюма закрученная вдоль оси (как шнек). Про редукторы-расходомеры оттарированы при давлении 4,5кг/см2. При фактическом замере выходное давление -5,3кг/см2. Уменьшил до 3,5кг/см2- при этом давлении чуть легче настройка экономизаторов. Особенно кислоты-там по 2-3мм приходится крутить ручку пока нормальная (тоже хи!) смесь получится. Расходомеры показывают погоду на Марсе-ну и пусть: смотрю по сквозняку и детали. в общем на слух и глаз. Перетекания газов не замечал-экономизаторы четко отрабатывают и отсекают заредукторное пространство. По сути получаем двухступенчатый редуктор с регулируемыми ступенями.
@Calma, не совсем уловил смысл вопроса.
Углекислотные ( и не только,но эти чаще) редуктора имеют свойство замерзать при работе (расходе газа) .особенно в зимнее время. Тем более я увеличил коэффициент редукции. Это черевато подачей полного давления (баллонного) в выходной шланг или прекращения подачи (это легче по последствиям)-все зависит в каком положении замерзнет мембрана :в открытом или закрытом. От этого и ставят подогреватели. Есть редуктора сразу со встроенными подогревателями ...на 220В,на 36В...Извините ,если пришлось повторять прописные истины.
Ну а так да :баллон закончился -вся эта связка перекручивается на новый.
Добавлю: 2 баллона-аргон,кислота; 2 редуктора-у каждого по 2 расходомера т.е. 2выхода; 4 экономизатора. Подогреватель только на кислоте .
-
1
-
-
-
@Hlorofos,повторюсь,но про 1,2 АлМг ничего не могу сказать.
Судить по видео..неблагодарное дело: автору виднее. Как на мой взгляд -почему-то копоти больше чем на соседних прихватках:проволока,газ другой? сеть просела?ИМХО Будь у меня необходимость регулярно работать 1,2 и выше (хоть Ал,хоть сталь) ,я бы начал смотреть в сторону трехфазных аппаратов .Ампер от 300. Тут на 1,0 разгоняешь аппарат 252 (258?) Ампер выходного. Сеть довольно стабильная 217-230 В.Провода(сечение) позволяют нормально нагрузить сеть.
-
2
-
-
@Hlorofos, вопрос про компетентность оставим за рамками .
В чем вы правы -да ,функционал аппарата мной Полностью не востребован. Просто Нет такой работы для него в моем районе (по крайней мере у меня).Клиент не готов платить за смесь и пульс в промышленных масштабах. Обращаются от офисных стульев и гнилых глушаков на грузовозы ,сидений классики,пайки медью бензобаков, до...рам-кузовов а/м (по мелочи), ферменных конструкций (мачты),стеллажи,столы, наваливания мяса под посадочное место шпильки ГБЦ, ремонт посуды нержи,трубы нерж....да всего не упомнишь.Режимы -все:синергетика,пульс,ручка.Сначала на железке-потом деталь.Все это не является моим основным источником дохода .
Чем аппарат нравится -универсальность,предсказуемость. С хорошим результатом (разве бывает отличный?
).Не знаю почему -но уверенность в качестве изготовления аппарата присутствует. Алюм 1,2 мною не востребован-ничего не могу сказать... С еденичкой чернухи проскальзывает проблема при старте.Редко и не критично для Меня. Нержа 0,8 - без проблем.Добавлю по поводу газов и смесей.
Кислота ,аргон есть. Но надо же и смесь. Заказал и купил (за много) с баллоном 82/18 (80/20 в наличии,но зная наш менталитет...)- и практически Никакой разницы с чистой кислотой не увидел: в нос шибает не хуже чистой,кислота на шве. Афигел естественно-кого винить? аппарат ? смесь-кто его знает что привезли? анализ делать-где? нафиг... сдал баллон обратно. Что сделал :комплектом приобрел редуктора с экономизаторами GCE.Избавился от пшиков (шланги длинные) и экономизаторами отстроил смесь -какую? да кто его знает. Но аппарат почувствовал и по результату видно : сначала чистый аргон (дуга пляшет..ну это все знают надеюсь) и потом по чуть -чуть добавлял кислоты до стабилизации дуги. Ну и зашипела дуга. Смеситель через 10 метров шлангов на тройнике с завихрителем,Потом ещё 10 м до аппарата.Может 95/5 или 90/10...
-
5
-
-
Только было бы это Selco, а не хелви, вы бы на форум ваабще не пришли. Вам просто не о чём было бы поговорить.
В таких случаях советуют только за себя говорить и отвечать..Думаю за грубость не сочтете..
так вот разбираемся тут с настройками, с терминологией, ток с напряжением не путаем -- процесс познавательный идёт полным ходом.Насколько помню, вопрос терминологии это тема другого форума.Почему вспомнил? Да некоторые не понимают какая крутилка что регулирует фактически.Считают что включил и по дефолту погнал жарить от0,5 до 25...
Высокие материи: познавательный процесс идет Всю жизнь .Как только остановился -ты или идиот или овощ. Хочешь или не хочешь -это так.
Я -не хочу останавливаться.
Что ждать (и как этого добиться) от 220-го мне уже понятно.Трудностей не вызывает. Ради справедливости: не все режимы пробовал -нет такой работы.И есть одна претензия (не критичная).
-
1
-





Decapower XTRAMIG 200SYN. MIG/MAG, MMA, TIG
в Обзоры, тесты и отзывы
Опубликовано
Чёт я не понял: перчатка брошена..Вызов принят или нет?