

Nos
-
Постов
284 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Nos
-
-
Пробовал сегодня в 4х тактном режиме поварить,но так и не увидел угасания (плавного) дуги. Наверно чего то в настройках не так выставляю.
Буду тренироваться... Один баллон скончался, а толку мало.
По яркости видно не очень, но амперметр всё показывает. Внимательно смотрите, что происходит при удерживании и отпускании кнопки на каждом из четырёх тактов:
https://www.youtube.com/watch?v=dpiUK9tGi9A
Основной ток сварки удобно регулировать по амперметру в 2т режиме. Стартовый в 4т режиме...
Чем больше выставлено время спада, тем плавнее снижается ток...
-
 3
3
-
-
Конечно же. Ищите.
Несправедливость какая то:
http://www.millerwelds.com/resources/articles/TIG-gtaw-titanium-welding
У нас ЦНИИС "Прометей" жмотит РД, а у америкосов всё это на всеобщее обозрение вывалено

Даже по картинкам многое видно...
Отличия в подходе небольшие правда есть... Пример - спаленный конец присадки не отжигают, а откусывают...
Когда целый "батискаф" для защиты подгоняют, а когда пишут, что при сложной конфигурации детали, сварщик должен понимать как по месту слепить оболочку из фольги и скотча для задува


Цвета приемлют от серебристого, аж до коричневого (объясняют тем, что счистить можно).
Для пиления одни перчатки, для сварки другие, белоснежные...
Прикольно автоматический переводчик трактовал подпись под одним из фото:
В задней части шва указывает совершенно неприемлемо сварки. Примечание прогрессивный степени загрязнения, с “меловая пыль” показ экстремального загрязнения. Шва в трещинах, внутри с характерным “дзынь” после охлаждения в течение примерно 90 секунд. Сварные швы с такими загрязнения не могут быть отремонтированы: в лом всю деталь или вырезать и полного удаления загрязненной разделе.
-
2
-
-
...Это, очень часто-детали, изготовленные методом порошковой металлургии.
Было бы здорово, если кто-нить знает метод как без сварки можно выявить такие изделия из САС и САП...
-
Была хорошая публикация на эту тему: нужны ли перчатки? Суть такова: нужны обязательно!....
Вы не поверите, но я действительно догадываюсь почему при TIG-сварке варят в маске, а не в тёмных очках...

Чаще даже MIGовскими пользуюсь, а не лёгкими TIGушными...

-
@Nos, за неимением профессиональных перчаток аргонщика...
Множество людей приспокойно обходятся без этих самых "профессиональных". И надо сказать, весьма неплохие результаты показывают в любых, в которых им удобно...
-
@Nos,Без перчаток ручки паленой (шкурой) не пахнут?
Бог миловал, я - чел трусливый, поэтому сам без перчаток не пробовал...
Наверное каждый сам для себя решать должен. Если бы можно было без перчаток, наверное сварщики по всему миру ими не пользовались бы, не тратили попусту деньги...
-
... Не будет ли чревато для здоровья использование вязаной перчатки для левой руки ? Для удобства подачи п/проволоки .
...
Буксует присадка чаще по другой причине... Если размер краги маловат - сильно натянутая "перепонка" между большим и указательным пальцем сводит всё на "нет". По той же причине правой рукой бывает очень неудобно держать горелку кнопкой под указательный палец...
Только пальцами в ванну толкать присадку на надо. ЗдОрово и легко макать, чуть наклоняя всю кисть...
Миротворец бывает вообще без варюжков "загарает"... И жив, здоров, слава Богу! Сибирское здоровье однако!
-
1
-
-
@xasad,С первых шагов учитесь подавать проволоку пальцами ...
Извиняюсь за встревание... Всегда именно так и делал. Легко и удобно. Один раз правда попались "чудо-варежки"... Красивые, но большой палец у них - зараза был с кожей у которой очень маленькое трение. Присадка под пальцем скользила - не толкнуть им, и не прижать присадку, если подаёшь указательным и средним, а большим только прижимаешь (фиксируешь) когда указательный и средний возвращаются. То есть оба способа не помогали. Дело пошло только когда резинку на большой палец одел. И толкать и стопорить сразу легче стало...

-
5
-
-
... так что провариваю перегородки и отдаю.
Всем спасибо.
Сердиться не стоит. Дело тут не в лодке. Остальные изделия и конструкции "живут" по тем же законам.
Если будете заниматься изготовлением или ремонтом, всё-равно придётся вникнуть в вопрос. Независимо от отрасли...
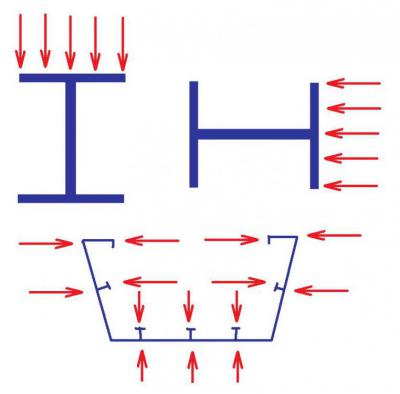
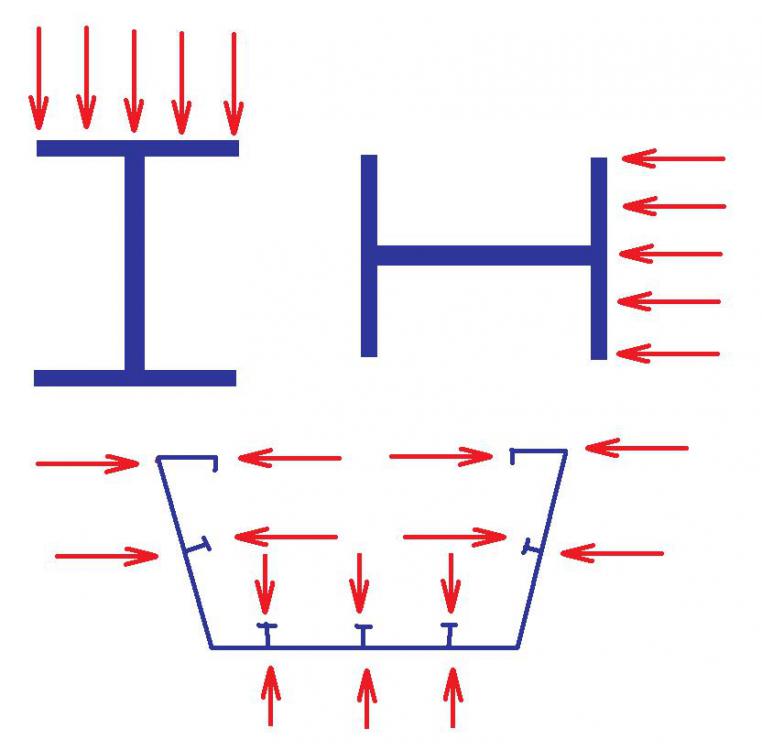
Сечение элемента усиления должно быть "развито" (иметь бОльший размер) прежде всего в направлении (в плоскости) приложенной нагрузки.
Я вовсе не являюсь специалистом в лодкостроении, но сложного тут особенно ничего нет. Листы усиливают перпендикулярно их поверхности рёбрами жёсткости. Борта это или днище - без разницы. А уж эти рёбра объединяют потом боюсь ошибиться, по моему шпангоутами или переборками (не знаю как правильно называются эти элементы) в общий каркас, не дающий элементам корпуса свободы перемещений друг относительно друга - возможности многократного попеременного перегибания швов.
Извиняюсь за китайское разъяснение....
-
Через Речной Регистр РФ. Сделать проектные документы и получить разрешение.
До 2012 года регистрации подлежали гребные лодки грузоподъёмностью более 100 кг, байдарки грузоподъёмностью более 150 кг, надувные лодки и катамараны грузоподъёмностью более 225 кг. В 2012 году был установлен иной критерий необходимости государственной регистрации в виде «Не подлежат государственной регистрации суда массой до 200 килограмм включительно и мощностью двигателей (в случае установки) до 8 киловатт (10,88 л.с.) включительно, а также спортивные парусные суда, длина которых не должна превышать 9 метров (29,5 фута), которые не имеют двигателей и на которых не оборудованы места для отдыха»
Если сие чудо весит менее 200 кг то ГИМС умоет руки... Сам сталкивался при регистрации. "гандолла" (ПВХ) правда была сертифицированной...
По сертификации самоделок вряд ли что-нить сообщу. Не сталкивался. Но если при этом документация проходит хоть какую то экспертизу, то это в прямом смысле слова - КОРЫТО ни за что не пройдёт эту процедуру!!!
Человек ставит посредине ещё две перегородки и хочет их на сварку. Борта и зад лодки он усилил(усилил ли?) уголком и пластинами на клёпки.Вы часто видите нормальные маломерные суда только с переборками и при этом вообще без "набора"?!!
Именно поэтому и отрывает переборки - днище и борта не имеют достаточной жёсткости! "лодка" играет как резиновая калоша!
Обычно стараюсь быть сдержанным, но тут простите... "Конструктор" явно переоценил возможности собственной квалификации. Посчитал, что рёбра жёсткости - архитектурное излишество.
Борта лодки вообще усилены "гениально"! Слов нет! В каком направлении происходят деформации бортов и в каком создаёт жёсткость это, с позволения сказать "усиление"?
Если "конструктор" ещё не совсем потерян для общества, то он просто обязан задаться вопросом - почему сечения балок в различных конструкциях располагают по разному, в зависимости от направления нагрузок, вертикально и/или горизонтально...
Небольшая подсказка: Что такое "момент инерции сечения" и почему он бывает разный у разных сечений, относительно разных осей?
-
@MaXnov, на данных аппаратах она работает только в 4-х тактном режиме. И то , только не сразу кнопку надо бросать.
Нажал - нарастание, отпустил - сварка. Нажал - спад, отпустил - закончил варить.
Подтверждаю. В точности так. В режиме 4 т в конце сварки нужно нажать кнопку и не отпускать - заработает спад...
TIG Aurora INTER TIG 200 AC/DC PULSE. Есть регулятор"down slope"под ним символ s. Я предполагал что это время спада дуги, и используется для заварки кратера.
У меня такой же... Неплохой аппарат. Только для предгаза приходится сначала воздух осциллятором бить, потом деталь... Инструкция составлена по китайски. Сам долго разбирался...
-
@Nail02, похоже на магний
Вряд ли... Варили наверняка алюминиевой присадкой. Если бы деталь была магниевая, точно были бы жалобы на то, что по границе сплавления металл становится хрупким буквально как стекло, с образованием трещин и отколами...
Капля концентрированной уксусной кислоты может дать однозначный ответ. Сплавы на алюминиевой базе ничего не покажут, даже если легированы магнием. А вот сплавы на магниевой базе начнут водородить. Сначала слабо, потом с разгоном, всё сильнее. Металл на месте реакции будет темнеть. Всё это произойдёт даже если магниевый сплав здорово (9% и более) легирован алюминием...
-
1
-
-
Лучше конечно спросить у заказчика или исполнителя... или хотя бы Демонстратора. "Широченный шов" - это когда значительно превышает 12 диаметров св. проволоки (не смог найти в своём архиве). 1 проход выполнялся в зазор с обратным формированием на заниженных значениях и потому деформация невелика. Или всё таки есть, но нам её не показали? А может был сделан обратный выгиб, но опять же - журчание и лёгкая музыка... Во втором случае (вновь мои догадки-предположения) может быть связано с экономией более дорогой порошковой проволоки или завязано на более качественную поверхность (отделку) шва. Мои друзья с этим не морочатся: "Проволоку менять? Да ну нафинг..." Тем более, что у нас только СО2 и ничего больше... Интересно, сколько сварщик из ролика затратил бы на это:
Да уж... Кто то варит, чтобы продавать аппараты и расходники, а кто то, чтобы выдавать реальную продукцию...
Больше всего впечатлило фото с пачкой сигарет. Скажите пожалуйста, чем вызвана необходимость наложения такого количества швов? Неужели свариваемые элементы такой толщины, что для нормального провара (суммарного катета) приходится выпиливать такие здоровенные разделки кромок и потом заваривать их последовательно, неимоверным количеством проходов?
-
Просветите пожалуйста, почему буржуин даже последний проход жарит одним широченным швом, а не несколькими узкими с перекрыванием? Как у него не деформируется изделие при остывании такого широкого шва?
http://www.youtube.com/watch?v=rAIHRyAY1JQ
А здесь не совсем понятен смысл упражнений с перезаряжанием проволоки. Судя по описанию, корень - ER70S-6, остальные проходы - порошковая E71T-1M и вродь как всё равно варит в смеси...
-
... этот финский ролик ничего не преукрашивает, но и не показывает толком - нарезка...
"Тарахтят" вродь как по фломански, да и .nl - вроде бы голландский домен, хотя это вообще не важно...
Вас то само собой, такими "штуками" не удивишь и не напугаешь. Сами наверняка на верфи ещё не такой класс показывали...
Пробовал сегодня днём писать в личку, но судя по всему наверное был заблокирован.
 Даже исходящего своего не нахожу...
Даже исходящего своего не нахожу...Просветите пожалуйста "чайника" по этим двум фото. Судя по отсутствию чешуй, шов сделан автоматическим способом, под флюсом? Почему он кажется вогнутым? Его ещё будут подваривать? Или это вообще какая то строжка под установку и приварку другого элемента?
Приношу извинения, если задаю через чур много вопросов...
-
Наверняка тоже никому не понравится. Просто было интересно как варят на производстве, в промышленных масштабах и серьёзных изделиях :
http://www.youtube.com/watch?v=KvaSJq0ha2c
Проволочку не слабую в подающий заряжают. Трактор с раздельной подачей флюса и проволоки ессно как новичок тоже впервые вижу. Был удивлён тому, что у них основная часть работ - автоматическая сварка. В ручную только кое-где подваривают судя по видео...
-
2
-
-
Подскажите, какая разница между аппаратами : АврораPRO ironman 200 AC/DC и АврораPRO inter TIG 200 AC/DC Pulse ? Почему первый стоит дороже, хотя у него нет пульса ? Чего он не пользуется популярностью по сравнению с inter-oм ? Пульс, это важная функция для TIG аппарата ?
Скорее всего в Aurora маркетологи немного не "попали в точку" с тем, на что будет спрос больше. Пульс как раз оказался не на столько востребованным (тут они немного угадали), большинство пользуется "цмыканьем". Айронмэн меньше и легче Интера, типа мобильнее при той же важнейшей способности варить на AC. Однако у него есть один существенный недостаток - нельзя подключить Д/У (педаль, пульт).
Ну и с такой ценой спрос на Айронмэн здорово просадил его младший конкурент - калибровский сви160 апг, который хоть и жарит всего 160А, но имеет разъём педали и стоит в три (!) раза меньше...
-
1
-
-
Мало. Сундуки на 200А AC\DC Puls Сварог, Брима и подобное от 45.000 р.
30 .000 р ,+- 5000
Есть и подешевше...
Aurora Inter TIG 200 AC/DC Puls
Калибр СВИ-160АПГ
-
О! Вятский смеситель? )
Реинкарнация Челябинской кислородно-ацителеновой горелки. Новая жизнь старых вещей...
-
-
1
-
-
@Nos,давайте поговорим о деформациях "заплаток" и еже с ними...
Ууууффф,Э моя любимая тема! ДЕФОРМАЦИИИ!
Принуждение к МИРУ!
Тема выбрана не совсем удачно (швы), но в принципе можно, хотя с деформациями на послать могут... Туда - http://websvarka.ru/talk/topic/2599-skhemy-svarki-i-borba-s-deformatciiami/page-16
Только не совсем пойму, с чего Вы взяли, что я переварил кучу заплаток и имею обширный опыт в этом деле?

-
@Георгий 11, А что у него внутри? Можете сфотографировать???
ТамА water_tank_SM055001_1_RUS.pdf внутри какая тА картинко есьть...
-
2
-
-
Наверняка уже было, но уж очень актуально и злободневно...
Первоисточник:
-
2
-
-
Поэтому заплатки лучше делать овальными, прямоугольные и квадратные с большой вероятностью будет отрывать?
Лучше спросить у того, кто приварил не одну разную заплатку
Форма конечно помогает, но по теории гораздо больше зависит от направления и очерёдности наложения швов и от того на сколько одинаковый, благоприятный температурный режим при каждом шве. Даже абсолютно круглая накладка, если её приваривать от начала до конца по кругу, не отрываясь за один приём, будет накапливать напряжения в швах неодинаково. Неправильно выбранным режимом сварки можно превратить заплатку в термодомкрат. Наверное всё зависит от условий каждого конкретного случая...


Aurora PRO INTER TIG 200 AC/DC PULSE модернизация
в Ремонт и модернизация
Опубликовано
Первая - стартовый ток. Использую не так часто. В основном когда в холодную деталь нужно быстро загнать много тепла.
Вторая - Основной ток. Самая насущная...
Третья - базовый ток, бэкграунд вроде по вражески. Работает только при включенном режиме автоматического пульса. Пока надобности в ней не было ни разу. Постоянно пользуюсь только "цмыканьем" (ручной пульс).
Четвёртая - виновница торжества... Ей то и выставляется время спада в секундах...