

Nos
-
Постов
284 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Nos
-
-
@Nos, вообще если не ошибаюсь то косоуры стойки приваривают к косынке, а она уже получается к приваривается к балкам. а у вас косоуры уходят прям на балки...
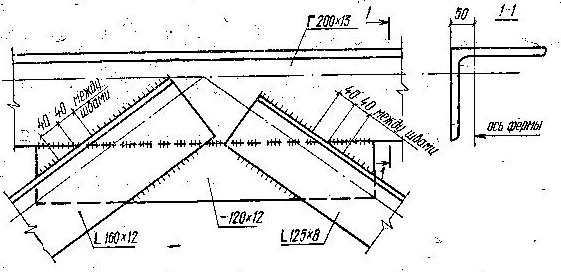
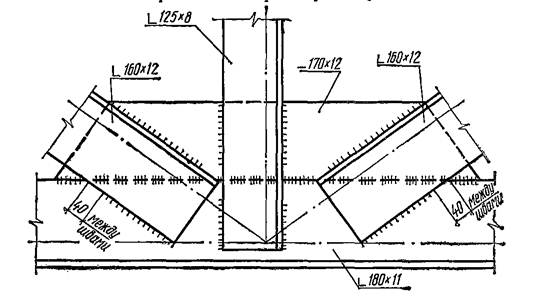
 Вообще то это не у меня (не я автор)... Да и не косоуры это. Узлы стропильной фермы...
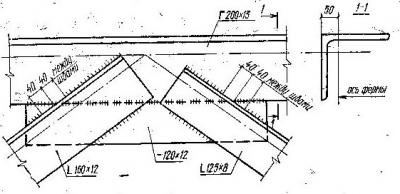
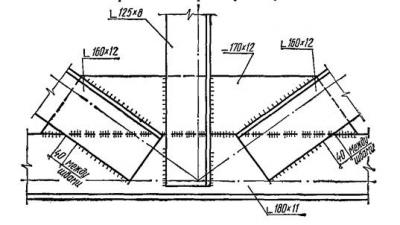
Вообще то это не у меня (не я автор)... Да и не косоуры это. Узлы стропильной фермы...К поясу (что к верхнему, что к нижнему) фермы варится фасонка, форма и габариты которой сильнейшим образом зависят от необходимой (рассчитанной по усилиям) длинны сварных швов. А к этим фасонкам уже привариваются стойки и раскосы фермы.
Для чего как правило делаются косынки? Их применяют, когда длинны стыковых швов не хватает, чтобы воспринять расчётное усилие "на срез". Именно такое напряжённое состояние сварных швов является оптимальным... Для чего с косынками из уголка иногда "халтурил" я при монтаже косоуров? Честно?
 Чтобы не тратить время на точную подгонку к балкам с обоих сторон.
Чтобы не тратить время на точную подгонку к балкам с обоих сторон. 
Усилие, в привариваемых стержневых элементах (раскосах и стойках) берутся за основу при расчёте длинны сварных швов с катетами соответствующей величины. Единица длины сварного шва с определённым катетом может воспринять на срез определённое "единичное" усилие. Усилие в стержневом элементе делится на "единичное" усилие шва, откуда получают длину сварного шва, необходимую для нормального восприятия усилия от привариваемого элемента.
Ежели будет интересно, можно привести простейший расчёт усилий и элементов (сложного там ничего нет) только не в этой теме, а то и так уже скоро "получим на орехи"...Швы как правило располагаются с двух сторон (иногда ещё и с торцов) каждого раскоса или стойки таким образом, чтобы исключить взаимное влияние швов соседних элементов...
Штришками показана заводская сварка, которая выполняется на заводе-изготовителе металоконструкций. Монтажная (сборочная) сварка по месту на объекте показывается на чертежах "х"-образными крестиками. Простите за ненужные подробности...
-
@Nos, а вот в вашем фото (это узел фермы) там явно не по общим правилам рассчитано (строительным). возможно индивидульные были...
Вполне возможно. Какие именно моменты отражённые на схемках узлов Вы сочли индивидуальными?
-
@АВН, Но ведь и вправду интересно... Интересно было бы узнать у ваших проектировщиков.
Блин, не ожидал я, что такую подлянку устрою человеку... Из-за моего вопроса теперь его дёргают...
 Да ещё и замусорил тему о швах вопросом, который по идее нужно было задавать сюда : http://websvarka.ru/talk/topic/2599-skhemy-svarki-i-borba-s-deformatciiami/page-16
Да ещё и замусорил тему о швах вопросом, который по идее нужно было задавать сюда : http://websvarka.ru/talk/topic/2599-skhemy-svarki-i-borba-s-deformatciiami/page-16@Nos, я - сварщик, а Ваш вопрос (как минимум) к трём НИИ и одному ЦКБ :-)
 Как и у всех нас - исполнителей, далеко не всегда есть возможность "отблагодарить" по заслугам проектировщиков и задать им вопросы. В своё время, когда меня данная тема по молодости и ротозейству не волновала, один парень из нашей группы задал подобный вопрос препаду. Услышал ответ, что это сделать можно, но результат критически зависит от очерёдности и направления наложения швов и соблюдения температурного режима, добавив, что нам такие подробности знать не обязательно...
Как и у всех нас - исполнителей, далеко не всегда есть возможность "отблагодарить" по заслугам проектировщиков и задать им вопросы. В своё время, когда меня данная тема по молодости и ротозейству не волновала, один парень из нашей группы задал подобный вопрос препаду. Услышал ответ, что это сделать можно, но результат критически зависит от очерёдности и направления наложения швов и соблюдения температурного режима, добавив, что нам такие подробности знать не обязательно... -
А как насчёт разных диаметров и под разными углами?
ЗапраЦто! http://metalgeek.com/static/cope.pcgi Разные диаметры, под разными углами, даж по моему с эксцентриситетом по осям можно...
Распечатываете полученный в PDF (или другом, на выбор формате) шаблон, вырезаете, накладываете на трубу, обводите... А уже резанную по шаблону трубу, прикладываете к той, в которую нужно врезаться и обводите контуры.
В PDF лучше, потому что у этого формата изображение изначально на стандартные размеры листов (АЗ, А4, А2) масштабировано. Поверочная "пристрелка" через принтер будет короче по времени, чем с другими форматами файлов...
У него (Дена Хоппера) есть и офлайновая программка под "досей". http://metalgeek.com/static/dan/ Сам правда не использовал. Не было необходимости сливать. Инет всегда доступен...
-
 3
3
-
-
....Не покупайте сомнительных ящиков и дымоходов из "нерж." на строй рынках
Ух и артист в этой видюхе!!!
курящая мать никогда не станет отцом! - "Железо становится цветным металлом", "Межмолекулярная связь становится слабой" ... Валер, образование у него явно не профильное... Боюсь ошибиться, но "нержа" вродь как - сплав. 409 нержавейка магнитится, но вродь как почему то относится не к ферритным, а судя по цифре 4 - к мортенситным сталям... Нержи с первой цифрой "3" (304, 308, 316), если я правильно понял относятся к сталям аустенитного класса. Межмолекулярная связь просто так не разорвётся! Выкрашивается металл по границам зёрен...
Не хотел флудить не по теме, но придётся рассказать, как мне впарили упомянутую выше "эсабовскую" травилку для нержавейки.
Есть у нас на одном объекте пищевое оборудование и технологическая кухонная мебель из нержавейки. К сфере моей работы это не относилось, но заказчик попросил помочь в одной его грустной истории. Все эти мебеля были подарены Заказчику (Свято-Троицкой Сергиевой Лавре) несколько лет назад, и валялись на складах в ожидании озарения батюшек - момента когда они наконец поймут, чего хотят, чтобы для них построили. Некоторое время всё хранилось нормально. Потом смонтировалось. Кое где пилилось, кое где подваривалось. После чего стали происходить "странные" вещи - нержавейка начала ржаветь в местах сварки и резки. Но не сплошняком, а местами - точками, сыпью...
Над батюшками сжалились и приволокли им какого то старого эксперта-очкарика по моему из МИСиС. Немного насторожило, что этот спец не наизусть знал маркировку AISI, но ежели ему называли маркировку по ГОСТ, преображался. Мог вывалить все свойства до мельчайших подробностей. Так он сказал, что практически всем нержавеющим сталям, с нарушенным поверхностным слоем, а так же прошедшим сварку даже в среде нейтральных газов, нужна т.н. "пассировка". Все удивились и спросили, какими овощами лучше пассировать? Дедулька назвал какую то жуткую смесь из кислот и прочих химикатов. На просьбу "чё-нить попрощще, что можно купить в ЦУМе", назвал этот "Сатин Клин". Сказал, что нужно применить препарат по инструкции и "геморрой" должен отступить.
Пользуясь случаем я спросил в чём дело. В ответ услышал, что защита нержавейки основана на поверхностной плёнке из окислов хрома (чаще всего). Когда пилят, эта плёнка нарушается и на поверхности оказываются присутствующие в твёрдом расстворе частицы железа, которые и начинают кородировать. При сварке в нейтральных газах хром так сильно не выгорает, но происходит перемешивание металла и частицы железа так же оказываются на поверхности и потом кородируют (сыпью).
 На вопрос "за каким же, простите, хреном нужна эта зверская жидкость?" Был получен ответ, что она обедняет железо из поверхностного слоя, не убирая при этом хром, который после промывки может спокойно окислиться и защитить нержавейку.
На вопрос "за каким же, простите, хреном нужна эта зверская жидкость?" Был получен ответ, что она обедняет железо из поверхностного слоя, не убирая при этом хром, который после промывки может спокойно окислиться и защитить нержавейку. 
-
1
-
-
@Nos, я - сварщик, а Ваш вопрос (как минимум) к трём НИИ и одному ЦКБ :-)
 Вдруг, мож, в чертежах что то написано было...
Вдруг, мож, в чертежах что то написано было... -
Nos, а почему вы думаете что это алюминий? Вам АВН сказал?
А где там алюминий к стали приварен?Что то не увидел.
Возможно конечно показалось (мои глюки), но вродь как светлый блестящий металл на фото алюм. сплав? В том числе фото с МИГ-горелкой... И чернота такая характерная в некоторых местах... Если нет. то думаю, что автор меня поправит...
-
Что поделать; не мы выбираем швы,а они нас. Из прошлого...
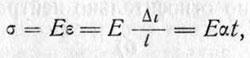
Спасибо за материал! Очень заинтересовали фото где соседние швы сходятся и стыкуются под острыми углами ( например два верхних фото в посте №244). Скажите пожалуйста, не сталкивались ли Вы с необходимостью каких-либо дополнительных мероприятий (проковка швов или что-нить ещё) в подобных узлах? В "школе" мне как то привили патологию не допускать взаимного влияния в таких случаях. Близко расположенные швы типа, садясь здорово натягивают металл. Явление критично именно в углах где усадка передается на меньшую длину металла. Теория гласит, что приваренный по концам стержень при усадке получит тем меньшие напряжения, чем больше его длина. Чем стержень короче, тем сильнее он будет натянут усадкой, как металл в углах. При одном и том же значении усадки (Δl ) пространства между швами, нормальные напряжения (ϭ)обратно пропорциональны длине элемента,испытывающего удлинение
Понятное дело, что строительные стальные конструкции и судостроение - разные отрасли... Требования и методы соответственно тоже. На технологии сварки какой-нить фермы покрытия тратить столько средств как на изготовление судна не будут. Проще и дешевле сделать больше размеры фасонок для того, чтобы разнести швы друг от друга на расстояние. В строительстве как правило 40-50 мм друг от друга.
P.S. Алюминиевый сплав к стали - ЗдОрово! Наплевать даже, что кородировать такой "союз" может сильно. Всё равно впечатляет!
-
1
-
-
Вот это похоже на работу.
Опять сплошные сомнения одолевают... Начитаешься тут про поддув, постгаз и прочие страсти... Неужели нержавейка совсем не выгорает?!! Парень конечно шпарит с хорошей скоростью. Подходит к углам и сразу же горелку убирает, когда ванна ещё оранжевым светит. Да и весь шов такого бака не будет ли ржаветь? Изнутри же его нифигашеньки ни чем не защищали вроде... Тогда уж хотя бы показали они, что все швы каким-нить сатин-клином эсабовским травят (полумилиметровую нержавеечку
 )...
)... -
Чего только не увидишь,
шмонаясь по "толкучкам":Вопрос обмерзания решён интересно
.http://store.cyberweld.com/visrco2re.html
Зимой наверное очень "увлекательно" с таким редуктором работать

Посмотрел сколько стоят миксеры...
http://store.cyberweld.com/smithgasmixers.html
Немножко в "афиге" от цен
... -
Спасибо за ролик. Заранее прошу прощения если дальше услышите критику по поводу него. Это лишь моё индивидуальное мнение.
Мне то точно не за что. Спасибо автору и переводчикам :-) Его не Джери, а Джоди зовут. Это его сайт..

Во второй части видео он профильную трубу приваривает к профильной трубе, а не к пластине. Трубы к которой приваривается тоже может изгибаться при нагреве и данна я деформация может наложиться на результат.
Безусловно, в той или иной степени изогнуться все элементы конструкции, которые испытают неравномерный нагрев с разных сторон...
-
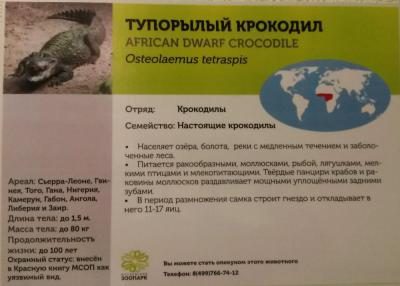
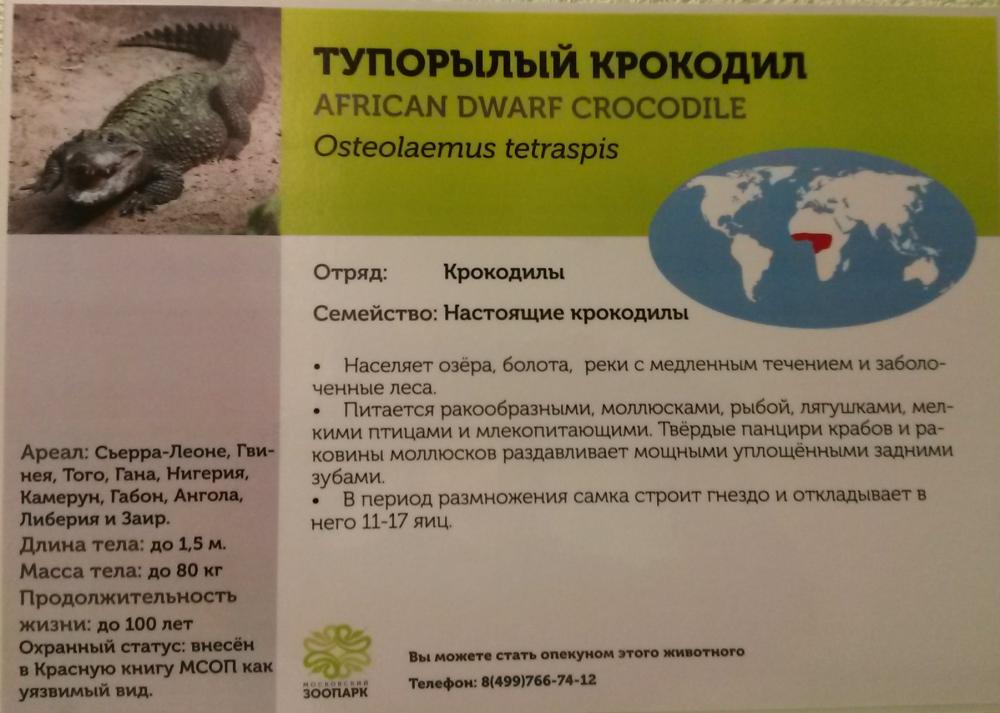
Ничего особенного... Снято сегодня в московском зоопарке.
Судя по всему, у рептилии довольно тяжёлый характер и персонал выше упомянутого учреждения никак не может найти с ней "общий язык". Крокодил кстати, на вид довольно обычный...
-
7
-
-
...Утяжелители ...
Да не факт это вовсе и не догма. Всего лишь предположение, одна из возможных причин. Проверить можно и с изделиями в нынешнем виде. Просто повесить на плечо "заземлителя" какую-нить тяжесть (в разумных пределах) поближе к кончику, который опирается на деталь. Хотя бы зажим застегнуть какой-нить или струбцину.
-
Может не совсем сработало из-за этих отличий?
А если брать не кругляк, а трубу и внутри приварить квадрат или ещё что? Но всё равно прижим будет слабее чем с грузом на спице.
А вот это уже интереснее...
Флудить, так флудить!
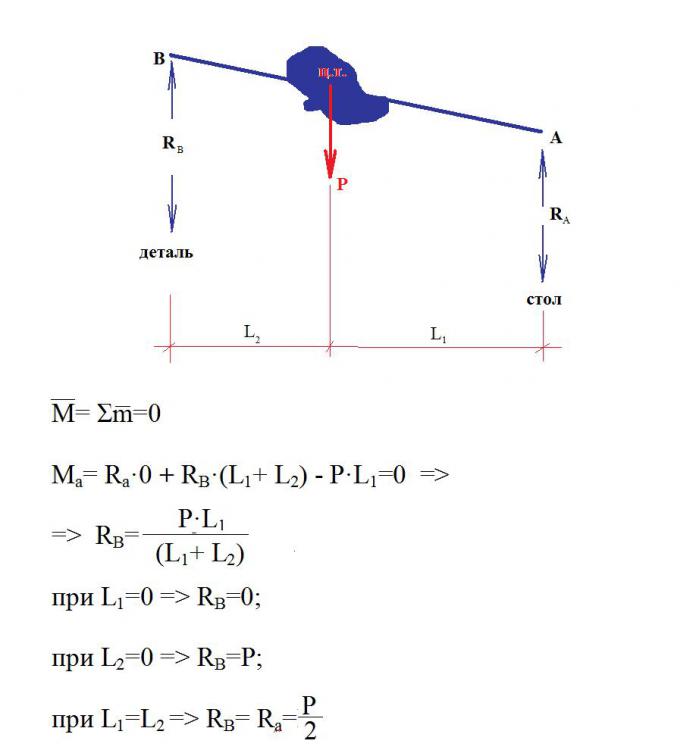
Скорее всего, дело в плохом контакте между этим приспособлением и деталью. От формы применяемых элементов это никак не зависит. Были бы хорошие контакты. А именно - этот "проводник массы" недостаточно сильно прижат к детали из-за положения самого центра масс. Приспособа в таком виде, как на фото сильно прижимается к столу и слабо к детали. Не даром в видео были идеи этих "козликов" с грузом, масса которого сосредоточена не у одного конца, а по середине, равномерно распределяя нагрузку на обе опоры.
"Когда я был маленький" (учился на первом курсе), " у меня тоже была бабушка" (профессор Смирнов с кафедры "Сопротивления материалов"), который - сволочь, дрючил студентов как макак за незнание статики. С тех пор моё сознание безнадёжно изувечено основным законом статики, который легко объясняет выше сказанное одним из своих уравнений. То есть в данном случае, силы с которыми концы "заземляющего приспособления" давят на стол и на деталь, никак не зависят от формы груза утяжеления, но самым прямым образом от положения центра тяжести утяжеления.

-
3
-
-
Да нет.
Зачем он их вообще применяет. Особенно по две на свариваемую деталь. Просто я мельком применил сегодня эти штуки. Что-то ничего не почувствовал .Вы нашли кого спросить
 "корифея" ... Склонен предположить абсолютно так же. Для улучшения массы на обоих свариваемых элементах.
"корифея" ... Склонен предположить абсолютно так же. Для улучшения массы на обоих свариваемых элементах. -
Вроде бы тема про деформации...
Сварма очередной ролик перевели. Косяки правда присутствуют...
-
3
-
-
Ну тогда может прокомментируйте трюки Джоди Коллиера. Для чего всё это.
Жлоб он!
Меди ему жалко, поэтому делает тяжёлые штуки из стали а медь наваливает только в местах контакта, точках опор. -
... Дядюшка обычно ставит два заземления и на обе детали. Я думаю все заметили как на алюминии тяжко начать сваривать две детали. Начинаешь скакать с одной половинки на вторую. На тонком очень большая вероятность прожёга. У меня есть две теории плохого начала на алюминии
. Первая это когда на одной из свариваемых половинок не хватает прогрева для растекания с соседней пластины. И вторая это разные потенциалы у свариваемых деталей и дядюшка трикс этими землями пытается уравнять их, чтобы без проблем сплавить их. Вот мои (загоны)попытки обьяснить эти девайсы.Дядюшку "трикса" зовут - Джоди Коллиер.
У него есть узкоспециализированный мувик про такие штуки в разном исполнении:
-
1мм самое то до 40А , поджиг будет (должен) всегда хорошим...
Благодарствую! Что за горелочка такая интересная? Похожа на одну из "АГНей"...
-
придется аппарат покупать со всеми крутилками=)
Приношу извинения за повтор...
О первом аппарате и "жизненной необходимости" во всех крутилках 3:00-4:42:
-
... Для меня переменный ток это те же импульсы, только горбатые.
Вы - счастливый человек! У меня так не получается. Всё время какие то "предрассудки" мешают делать такие смелые и однозначные выводы
-
На очень тонкой нержавейке это работает. Варил почти не боясь прожёгов.
Вы ведь не спроста для нержавейки в этом случае именно AC выбрали, расскажите пожалуйста поподробнее.
-
Вот для 0,7 и стоит потерпеть противный визг, дырок будет в разы меньше...
Расскажите пожалуйста поподробнее. Сам до этого момента считал, что чем меньше частота, тем более рассеянной получается дуга. Не будет ли высокочастотная, более плотная сразу дырявить тонкий ляминь?
-
...разделку делал на 3-4 мм...
Бывает ещё один скользкий момент, о котором предупреждал в своё время один весьма опытный "алюминщик" (Котищщще)... Видимые невооружённым глазом окончания трещины в литых деталях - штука довольно коварная. Многие сталкивались с тем, что при заварке таких деталей, трещины по мере приближения шва начинают раскрываться дальше, становясь вдруг значительно длиннее, чем были сначала. Засверливание - штука полезная, практически всегда приносит результат. Конечно, ответственная деталь - не игрушка для всяческих экспериментов, но если будет возможность, попробуйте ради интереса погреть дугой противоположную от разделанной трещины сторону засверленного отверстия. Если трещина проходила дальше, то Вы это должны увидеть...
У меня был один случай, когда никак не удавалось заварить коробку. При приближении шва к концу трещины, она всё время ползла дальше. Помогли только изначальная разделка и заварка концов трещин. Только потом удалось проварить с двух сторон весь остальной шов (с двухсторонней разделкой разумеется).
Нержавейка #1
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Nos
lpm vs fch... всё может быть не так просто... Нам привычнее первое, америкосам - второе...
http://www.ebay.com/itm/Argon-Flowmeter-for-welding-0-14-LPM-/200930716685?pt=LH_DefaultDomain_3&hash=item2ec8676c0d