

ВлаДон
-
Постов
830 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ВлаДон
-
-
- Популярный пост
- Популярный пост
Ремонт твердотопливного котла длительного горения. На 4 день не включили вентилятор в итоге котел поплыл. Передклали. Была толщина 5мм, стала 10




-
 1
1
-
 9
9
-
- Популярный пост
- Популярный пост
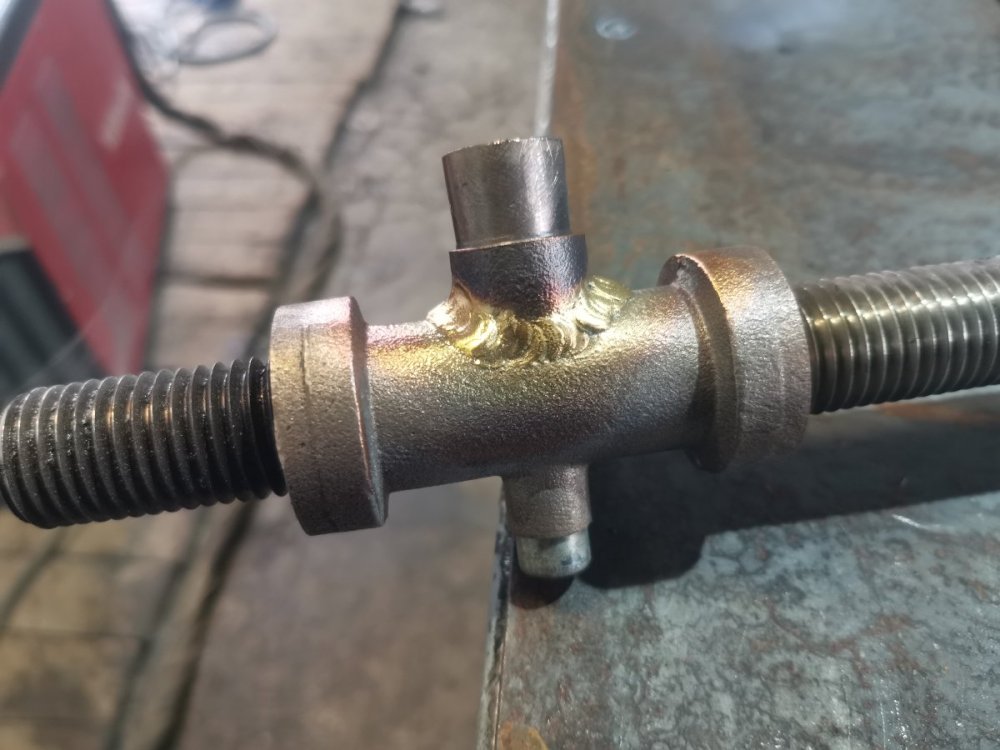
Принесли латунную гайку с деревообрабатывающего станка. Хотел было пропаять, но припой кудато испарился. Пришлось варить.

-
1
-
10
-
Прям в этой теме на данный момент 2 страницы. На вторую страницу не переходит
-
Ну и закупился на будущее. Надо брать пока дают.

О, пферд... Давненько даже в продаже не встречал. Я перешёл на вюртовские лепестки. При работе с алюминием не забиваются от слова совсем. А вот зачищать швы на алюме только лугаабразив отрезные 2мм.
-
1
-
-
Варил точно такую же стойку электросамоката. Вот точ точ такую. Чтоб избежать этой проблемы, заварил это овальное отверстие. Хозяин сказал что сам сделает необходимое, но выше на насколько см. Сдесь не продумали данный каркас и сделали 2 отверстия одно рядом с другим. Тем самым ослабив конструкциюПриветствую.
Подскажите, что не так?
Лопнула труба руля самоката, заварил присадкой 4043 (вроде как более плстичная?), зачистил для красоты (снял лишнее), естественно собрал и при первом же тесте сломалось по шву...
WhatsApp Image 2022-08-13 at 23.46.16.jpeg
Разобрал и заварил снова, оставив наплыв шва, провар приличный, да и толщина около 1-1,5 мм не должна была не провариться никак.
WhatsApp Image 2022-08-14 at 16.06.34.jpeg
Прожил руль несколько поездок. Сегодня пару раз дёрнул за руль при переезде бардюров и пендык. Снова по шву. Несовместимость сплавов?
Теперь сделаю бандаж из полосы, другого варианта не вижу для надёжности. Узел неудачный, прямо от отверстия замка рвёт трубу.
-
1
-
-
И снова возник вопрос. Винт лодочного мотора. На слом вот такая губка


Именно этот винт ниразу не варен. Иногда попадается вот такая губка после сварки. Причем не в наплавленном металле, а в родном. При сварке очень сильно пузырит. Пробовал и различные присадки и предварительный прогрев. На данном этапе стараюсь на небольших токах в ускореном режиме варить. Чтоб поры неуспевали вылезть в сварочный шов
-
Применял обычные для стали. Если ставить проволоку 1,0 а наконечник 1,2 - то еще хуже. Токосъем слабоват и прихватывает внутри наконечника. Перешел с проволоки 1,0 на проволоку 1,2 и соответственно наконечник 1,2 по стали. Стало намного лучше. В принципе при более менее адекватной настройке проволока внутри наконечника не клинит. Уверен что проблема именно в настройке аппарата, а не в наконечниках. И повторюсь, проволока не застревает в самом наконечнике, а именно приваривается к торцу наконечника при сбросе капли (при неправильной настройке, ну и при точечной сварке в режиме).А вы наконечники стальные 1,2 применяли или те что для алюминия, с приставочкой А? Как бы эффект теплового расширения и проволока тупо застревает. В наконечниках 1,2 для алюминия диаметр отверстия на 0,2 мм больше чем для стального.
Вот один из примеров, ставится более мощная горелка,второй момент- одиночный пульс отбрасывается- хотя по моему , надо надо начинать с него, и с такими толщинами.
Одиночный пульс при сварке алюминия? Можно поподробнее?
-
И так. До нынешнего момента на импульсных полуавтоматах не работал совсем. Корочек сварщика не имею в принципе. Все что будет показано и описано здесь - сугубо мое личное вмдение на процесс. Поэтому если есть критика, а тут есть к чем упридраться, то советуйте. Будем учится и принимать к сведению.
Шерман. Немножко разобрался с настройками и уже опытным путем набиваю опыт. Толщина свариваемых деталей 2/3/4/5/10мм. Положения всевозможные. На аппарате выставляю только скорость подачи проволоки и толщину свариваемого материала. Причем толщину свариваемого материала выставляю не по факту, а по ощущениям. Индуктивность ( еще не разобрался на что влияет) установил +10%.






При первыз попытках варить алюминий очень сильно вымучался с подготовкой аппарата к работе. Первое это горелка. В комплекте идет 15. По советам поставил 36 3метра. Заменил канал на тефлоновый. Подрезал тефлон и подогнал под самые ролики (впритык с обоих сторон). Катушки с проволокой под алюм все разнокалиберные. Катушка на 2 кг диаметром 200мм, но ширина значительно больше. Крышка на аппарате не закрывается. Перешел на 7кг катушки. На первых парах была огромная проблемма с наконечниками - проволока попросту приваривалась. Как понимаю неправильная настройка и сброс капли происходит в сопле, а зачастую и впритык к наконечнику. Что приводит к привариванию. Неразлучными стали кусок стальной проволоки по диаметру наконечника, плоскогубцы и напильник. Спасаю наконечники как могу.
Обнаружил неприятную особенность. При сварке деталей с плавающим зазором, приходится периодически зазор заплавлять точками. Аппарат с каждой следующей точкой продолжает свою установленную программу. И очередную точку он начинает со сброса капли. Как итог напильник, плоскогубцы и кусок стальной проволоки. Если везет - продолжаешь, если нет - новый наконечник.
Промежуточный вывод. Аппарат варит с коробки. Но хоть для какой нибудь работы и результата, надо либо опыт, либо хорошая теория. Ибо после 2 десятков завареных наконечников ты будешь думать что аппарат гавно, китайцы редиски, а эту работу лучше делать радсом. Аппаратом полностью доволен,с поставленными задачами справляется. Но с настройками надо разобраться. И швы поприятнее будут.
-
3
-
-
Ребята, подскажите. Заказчик в качестве закладных замонолитил рельсы. Теперь мне необходимо установить на эти закладные ленточную пилораму. В процессе прихваток заметил, что швы местами отрывает. Чем посоветуете варить. Прихватывал уони-13/55. Что посоветуете? Может какие электроды другие, либо токи увеличивать?
-
@Миротворец, пытаюсь загрузить фото - пишет невозможно. Пытался в несколькиз темах
-
Что то не могу закинуть фото. Хотелось бы немножко оставить отзыв об использовании аппаратом
-
Однако то еще занятие катать трубу по ребру.Ну и на радостях от своей садовой галереи начал делать заборчик и что-то загрустил
. Однако муторное и затратное занятие. Профиль 15мм. На один пролёт ушло почти 4 метра. А времени вагон несмотря на всю механизацию. Саму раму по быстрому, а вот эти иксы внутри полностью это что-то . Углы на любой вкус.-
1
-
-
- Популярный пост
- Популярный пост



Наплавлял сегодня валы. Практически без перерыва. Токи около 90А. Вроде все и хорошо, но сразу после наплавки начал собираться домой. И в процессе водных процедур обратил внимание на пожелтение на правой руке. Пожелтение ровно в том месте, где перекидываю кабель через руку. Никто не замечал такого? От чего может быть?
-
10
-
- Популярный пост
- Популярный пост



-
13
-
Вот оно одно из ключевых слов, выделю -ПОСТОЯННЫХ и это уже близко к истине. Если человек работает под вывеской и на хапок -это одно, а вот постоянные это другое.
Постоянные клиенты дают тебе тот заработок, от которого в принципе и зависит смысл работы. Заезжие зачастую это просто приятный бонус для кармана. Если в несезон кормишься только от постоянных, то за сезон на заезжих можно сорвать очееь неплохо. Например те же кондиционерщики. Как потеплело - заезжих много, а как к осени - так без постоянных и ноги протянуть можно.
-
Тема всегда актуальная. Стандартная трещина на диске - рубль. Каждая последующая на диске - за минусом 200р. Это для заезжих клиентов. Для постоянных шиномонтажек 800р каждая. Для випов рупль без скидок. Вывел для себя такую формулу одна минута работы за столом (трубки кондера, поддоны, диски и прочее) - 35р минута. Однотипная работа делается быстро и ненапряжно. Поэтому смело можно брать качеством и количеством.
Работа от постоянных клиентов типа подварить ковш, раму, прицеп берется от потраченного времени, материалов и ответственности ремонтируемого элемента. Если ремонт неответственной детали, то около 1р час с минимальной суммой в 2р. Если деталька ответственная, то умножаю на 2-3. Работа от залетных клиентов той же специфики сразу умножается на 2, а в случае ответственных работ на 3-4. Это расценки без учёта затраченных материалов.
Например наплавка и востановление направляющих шторного полуприцепа обходится клиенту в 17р. На данную работу уходит день без перекуров.
-
5
-
-
Это я могу, подогнать листы без зазора. Меня интересует сильно покоробит ящик при такой сварке?
Не поведет вообще, если сварку будешь проводить швами по 2-3см и сразу же продувать из сжатым воздцзом до остывания.
-
2
-
-
Вот что значит начал работать сам на себяРебята я тут , ни куда не пропадал , работы много , некогда порой в сетях сидеть ))
Не могу разместить пост и фото , скидыает.
Очень много интересного есть у меня , но постоянно занят
-
5
-
-
- Популярный пост
- Популярный пост
@NURA,ох как я люблю такие пазлы...




Привезли три усилителя. Один в качестве примера, два как доноры. Собрал из 2х один ровный. Сегодня позвонили сказали что есть ещё подрамники... Тоже три...
-
13
-
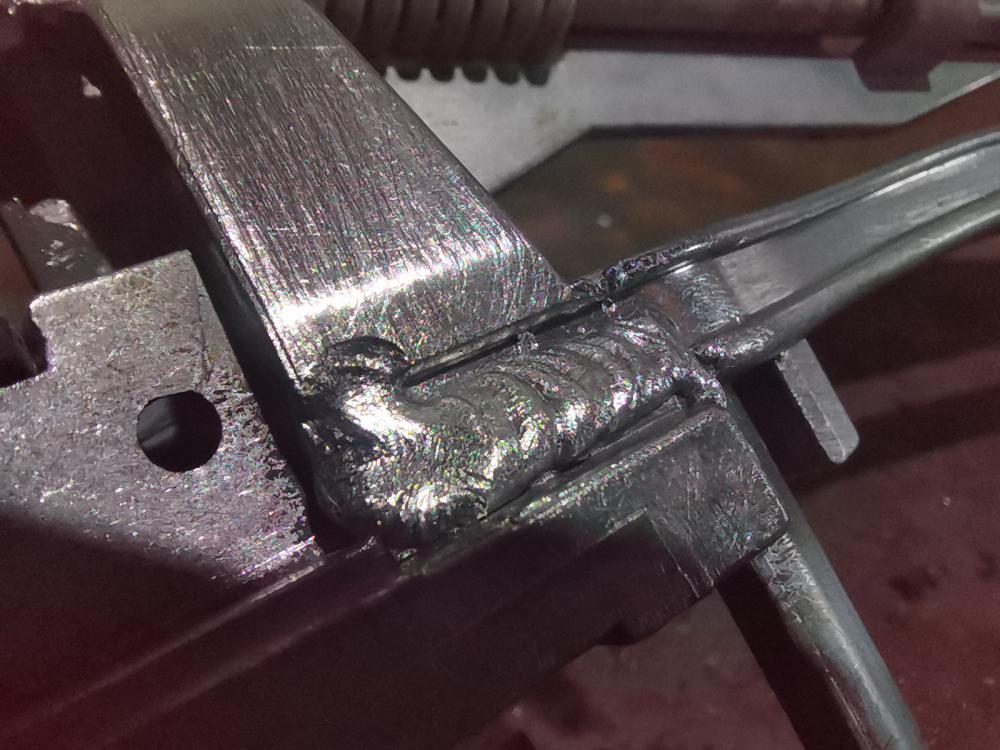
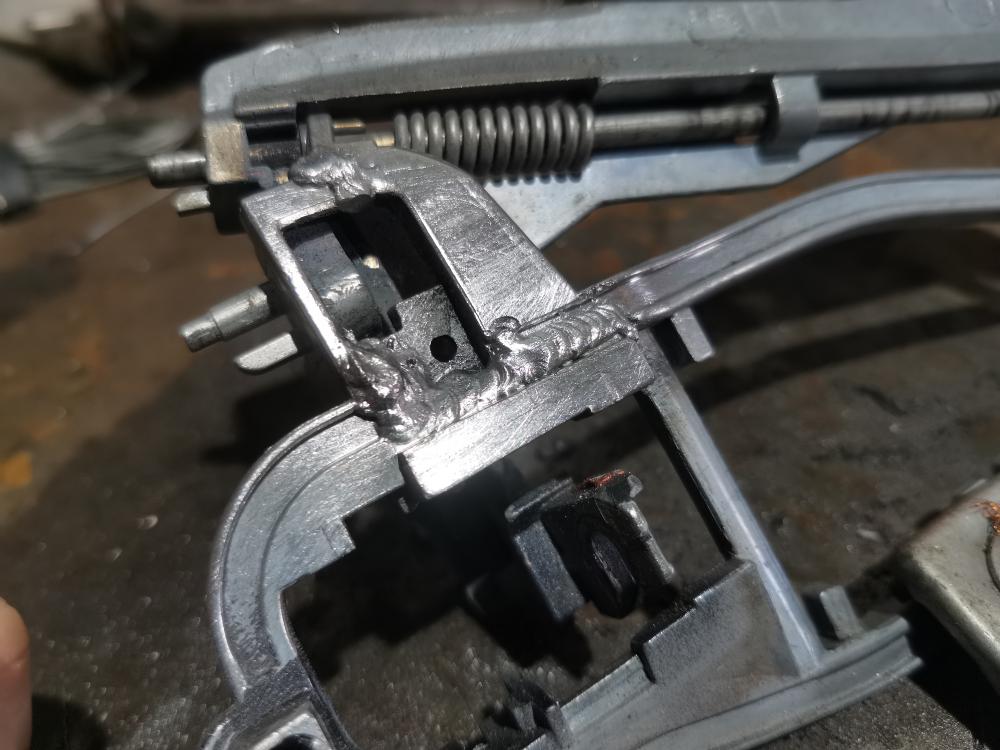
Варил ZnAl4. Крепление автомобильной ручки
-
4
-
-
-
Крутилка на горелке регулирует ток. При подключении этого выхода не ругулируется толщина свариваемого материала. Я 2 дня искал в чем подвох.Получил. Буду пробовать. Попробую на стали, но брал для алюминия.Неделю ждать пока проволока придёт Ал. Аппарат пол года ждал. Не понял только что регулирует крутилка на горелке?
-
2
-
-
6-ти метровые уже надо делать.
Это не твой сегодня улетел?
-
3
-
-
Емкость не варил, но подобную работу делал. Необходимо было сделать основания подстолий из листа 3 мм с обечайкой. Обварить сплошняком. Варил швами по 5см с промедутком в 20-25см. Каждый шов сразу же после налодения охлаждал сжатым воздухом. Далее все швы под зачистку. Плоскость в итоге идеальная.

-
5
-

























Продаётся магниевая сварочная проволока диаметр 4мм
в Продам
Опубликовано
Добрый день. Как с вами связаться?