

sakh999
-
Постов
192 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные sakh999
-
-
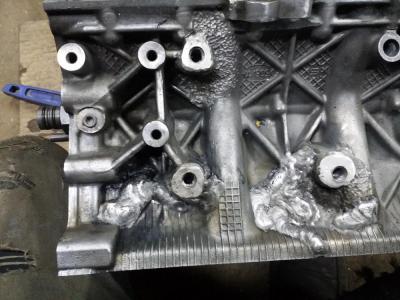
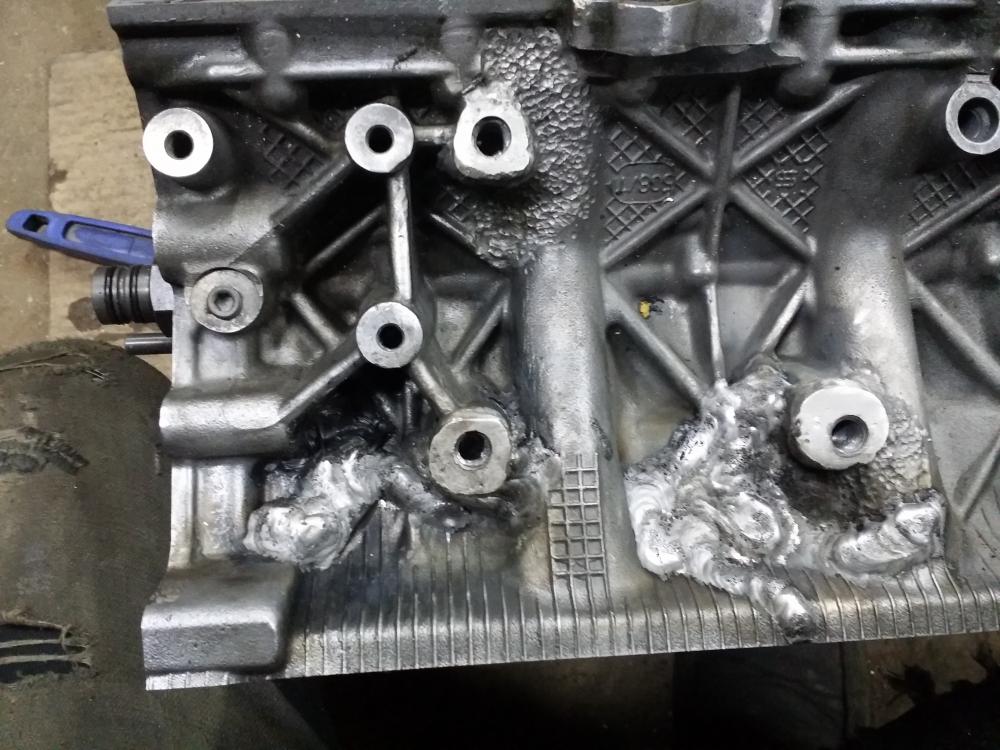
Принесли блок от бмв алюминиевый...
Я на нем несколько месяцев назад уши наплавлял, там оставалось заварить пару трещин, но клиент оказался сначала жадным, потом глупым, ну и в итоге поругались мы с ним. Ему другие аргонщики прям на машине пытались заварить блок — в итоге целая куча длинных трещин, которые снаружи перекрыты наплавленным аллюминием, естественно все без провара.
Теперь нужно переделывать, в связи с особой трескучестью именно таких блоков от бмв, пока что в голову пришла идея вырезать все эти каракули и сделать латки встык из ад31, чтобы она растянулась и было меньше усадочных напряжений. Подогрев больше 150градусов не возможен...
Может кто подскажет еще какие-то идеи.
По фото - прокованные швы мои.

-
 3
3
-
-
Пайка)
На мой взгляд, соты достаточно толстые, чтобы их можно было заварить tig сваркой.
Ну и припой на 4047 попробуйте поменять, должно понравиться)
-
3
-
-
Завидуете? Зря!)))
Ни в коем случае)
Выбора нет, уже давным давно смирился с его ценой и все полностью устраивает...
А вот в свете последних событий с рублем, цена на пролоку и некоторое оборудование расстроила...
-
2
-
-
Вы там токарку большую не запустили еще?
Я все надеюсь метровый круг из чугуна на Сахалине проточить)
-
2
-
-
Вам бы на Сахалинш на полгодика, где сороковка с аргоном на обмен 3000руб. , потом счастливые бы ходили))
А про заправку баллона с большого в маленький давно известный способ, на большей части пунктов где меняют баллоны, мелкашки так и заправляют.
Но есть очень большое "НО" - баллон должен быть чистым и с остаточным давлением.
У самого лежит 10балонов из-под закиси азота, сколько не пробовал так и не получилось нормально заправить, всегда газ грязный на выходе... Даже 10раз подряд надувал и сдувал до остаточного, чтобы примеси были максимально малы, не помогло...
Нужно теперь откручивать вентеля, смотреть внутри состояние, затем ваккумировать и только потом заправлять...
-
1
-
-
Повторюся раз в третий наверно , варил все блоки х-5 , бмв присадкой 4043 , все получились и трещины в масло и в воду и , отрыв крепление лап двигателя и трещина через цилиндры .
То что трескучий сплав - литье это точно , варить достаточно трудно . Грел блоки все 250-400 градусов , не локально а весь блок , приходилось нагреть , достать блок минуту поварить и снова в печь. И так несколько раз туда-сюда .
Не исключаю возможности что попадется такой что не смогу заварить .
Попал ко мне как-то раз такой блок, после дтп вырвало крепление подушки и пошло пару трещин...
Тоже трещал, преимущественно при остывании, решил проблему проковкой шва, как на чугуне.
-
5
-
-
Хортицу? да еще и Платинум в блок охлаждения....?
Да ВЫ батенька садист и извращенец... Дедушка в гестапо не служил? Если ДА то его точно за особую жестокость и извращения при этом выгнали ....
Только что 250 внутрь принял, потому и до слез "платиновых" обидно стало.
К стати, если не секрет, по чем она у Вас? Я час назад 250 взял за 28 гривен (чуть больше чем 1 евро)
Все таки сторож должен охранять)))
250руб./бутылка 0.5л
Я водку не пью, поэтому водку не жалко.
-
1
-
-
Давно, ничего не писал, а за это время появилось много новшеств.
Самое главное- наконец определился с названием и сделал маленькую вывеску:
Вторым пунктом была замена жижи в охлаждении горелки, антифриз очень сильно оброс какой-то гадостью за год.
Было принято решение поменять на спирт. Но как выяснилось спирт выпил сторож, в вечер пятницы спирт было проблематично найти, пришлось сторожу брать водку)

Так же уже месяц работает котел на отработке, пока что в тестовом режиме. Периодически устраняю мелкие косяки, все таки горелка почти самодельная. Фото пока не будет.
Конечно же дошло дело до маленького апгрейда оборудования)
Был приобретен Selco Genesis 1700TLH, правда без переменки, но зато недорого и он реально маленький и легкий...
Горелка которая была с ним в комплекте, была в очень печальном состоянии, провод управления порезанный, силовой провод железным хомутом притянут к голове... Но обрадовало что быстросъем на газ в комплекте, штекер на управление целый и голова родная. Путем ваяния ацетиленовой горелкой и походом в электромагазин, была полностью приведена в рабочее состояние. Силовой провод взял с запасом- 25кв.мм Адаптер головы перепаял под раздельные силовой провод и газовый шланг. Сфотать к сожалению не успел.
От аппарата в восторге, реально варит по другому в отличие от более младших представителей.
Частота пульса до 2.5кГц очень понравилась, соседи только теперь бегают постоянно, понять не могут что так громко пищит)


Ну и пробовал пульс от 500Гц до 2.5кГц, металл черный 1,5мм специально пытал на повышенных токах с присадкой.

-
6
-
-
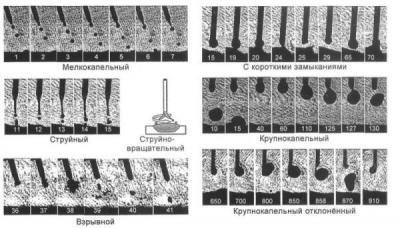
Друзья, честно скажу лень искать. Скажите, чернуху можно варить в смеси 98/2?
Просто экспериментировал сегодня со смесями и режимами. Лучший результат смесь 98/2 в дабл пульсе. хуже в 82/18 намного. А в Миг так вообще непонятно, шшшшшш-чпок, шшшшшшш-чпок!
Судя по звуку, как вы описываете, у вас получился крупнокапельный перенос.
Я вот нашел таблицу с видами переноса металла при полуавтоматической сварке.
Думаю должно помочь в понимании процесса.
-
2
-
-
20000-чистогана на карман,за сборку и сварку...металл, расходка по сварке ,химия есабовская ,гибка,перевозка,и т.д,это все оплачивает клиент.
или еще пятачок накинуть..
Если ни разу подобного не делали, то проще считать 30-40руб/см
Хотя если клиент даже газ и вольфрам будет оплачивать, то не заморачивайтесь)
-
Варил газовые диаметром сантиметров 70, трещины на сопряжении - трубная доска -стенка. Ничего, вторую зиму работают.
Там напряжений меньше возникнет,и диапозон температур там меньше + правильный режим сварки.
И котел скорей всего не из 430нержи был т.к. у нее шов не пластичный...
-
спасибо большое за отклик и совет...котел работает на природном газе..
трубная доска,как ее правильно собрать чтоб не свернуло ее,? я думаю начинать сварку с трубы которая в центре ,то есть от центра к краям,..второй круг труб через одну и так далее..если я не прав, поправте, если не трудно...
да еще..присадочный пруток для 321-ой нержи, 308-ой подойдет?,в описании сказано что можно..
трубу взять сварную или без шовную?
Этот котел изначально был дизельным, там либо производитель либо клиент перевел на газ...
В трубной доске хорошо было бы вырезать отверстия ровно по наружний диаметр трубы, чтобы там был минимальный зазор( или еще лучше чтоб его не было), варить лучше не по одной трубе, а все сразу, предварительно прихватив каждую как минимум на 45 прихватки.
Трубу использовать только бесшовную, сварная в скором времени по заводскому шву либо лопнет, либо прогниет.
По присадку точно не скажу, но мне кажется 316 присадка будет лучше...
-
2
-
-
Я конечно извиняюсь за свою дерзость но вы точно уверены что водопроводные трубы делают из ст 20?
Вот ESAB Tigrod 12.64. - 1.6 мм(внизу) и 304 нерж. 1 мм. Вам какой шов больше нравится? Сами же знаете что [/size]ESAB Tigrod 12.64. кипит при повторном нагреве.[/size]
Про кипение металла шва именно от действия присадки 12.64 слышу впервые...
Были случаи что приходилось в 20 и более проходов и сваривать и наплавлять именно этой присадкой, никогда проблем не было...
Вот судя по фото у вас явный перегрев шва, попробуйте варить большим током меньшее время, делайте паузы для остывания стыка...
Сам при сварке труб- делаю зазор от 1,5мм до 2,5мм, и варю присадкой 2,4мм. Ток до 32й трубы -90ампер, от 32й до 104й - 115 ампер, все что больше там очень большой разбег по толщине стенки и там индивидуально ток подбирается...
-
2
-
-
При использовании 350амперного аппарата, считаю пролоку 1,2мм самой оптимальной.
Заряжали 1,6мм очень сильное тепловложение, при уменьшении подачи или напряжение-одни несплавления и непровары... Металл был от 5мм до 20мм, возможно при толщинах больше 25мм и раскроется весь потенциал пролоки 1,6мм.
А так 1,6мм пролоку если только порошковую использовать( которая с флюсом внутри)...
-
течет внутри топки..в месте сварки трубной доски и внутренней стенки..лопнула сварка,уверен на 99%..подлезть и устранить течь для меня сложно..нужно оперировать..решили изготовить клона из 321-ой нержи,вот с толщиной не могу определиться,что взять 1-мм,кажется хлипко будет,1,5 мм думаю или 2 мм..
оригинал еще не вскрывал,толщину стенок не знаю..
помогите определиться..
Ремонт будет больше недолговечен, не из-за марки стали, а из-за напряжений которые возникнут после сварки, тем более что данное изделие работает при знакопеременных нагрузках...
Я бы посоветовал использовать минимум 2мм нержу, а еще лучше 3-4мм, и толщину стенки трубы использовать такую же как и толщина листа...
Ну и перед сваркой просчитать( продумать) всевозможные поводки и деформации, чтобы в конце было минимум сварочных напряжений.
А вообще для дизельного котла использование нержи слишком "жирно" - во первых стоимость, во вторых худшая теплопроводность по сравнению с обычной чернухой, ну и в третьих более трудоемкий процесс сварки.
А на дне толстый слой шамотной глины, продается в строительных магазинах. В использовании ничего сложного- разводите водой, и наносите. Можно добавить жидкого стекла- консистенция будет лучше и прослужит подольше...
-
Сегодня принесли бочку титановую)
Никогда бы не подумал что их серийно выпускали...
У клиента используется как расширительный бак системы отопления в частном доме)
В общем был применен поддув внутренней части бочки, электрод 2.4мм, газовая линза большая, сопло 12номер, ток 80а, расход газа 18л. Шов весь блестящий, хромового цвета. Толщина стенки бочки около 2-2,5мм.
Заранее извиняюсь за качество фото, под рукой только планшет был...



-
6
-
-
Где купить, это не проблема.
Доставка до сахалина дорогая, сопоставимо со стоимостью 0,5кг проволоки.
Поэтому и раздумываю по поводу покупки.
Из подобного пробовал медноникелевый пруток, тоже был не в восторге... Он совсем не растекается, нужны токи большие, а это для чугуна плохо...
-
Люди пользующие ПАНЧ11 подскажите- насколько он удобен при сварке чугуна, по сравнению с никелем.
Пробовал tig'ом наплавлять чугун, используя отбитый электрод 92.18, очень сильно не понравилось, но пруток был 3.2мм, очень сильно греется околошовная зона. Вот сейчас думаю спасет ли положение ПАНЧ в диаметре 2мм.
-
а почему не плазмой? ...
Кальяныч бери нормальную ленточную пилу, лучше чуть подождать и подкопить, и будет тебе счастье...Ровно, в нужный размер, и без пыли...
Я себе слабо представляю ровный фигурный рез плазмой на круглой трубе, особенно алюминиевой...
-
Вот и прошу помощи разобраться...
Нужно делать вот такие резы
http://websvarka.ru/talk/public/style_images/master/attachicon.gif4234.jpg
Можно совсем без пилы обойтись, нужно только с черчением немного дружить, ну или с 3д моделированием. Делается чертеж, потом развертка ну и выкройка, по которой затем все ровно и прекрасно режется болгаркой.
-
А не проще сразу в баллоне намешать?
Из затрат только два переходника под вентиля с манометром собрать. На выходе рублей в 500 уложитесь.
Как по мне так смесители нужны когда расход будет , какминимум, баллонов 10 в неделю, в других случаях я считаю это баловством...
-
Напарник болгарку приобрел такую,хорошая машина,1500Вт мощность,регулировка оборотов.http://websvarka.ru/talk/public/style_images/master/attachicon.gifimage.jpeg
Тоже купил себе такую же, правда дешевле, на распродажу попал, но ей не работаю( жалко, очень долго хотел). Но тест-драйв провел - пилит) мощей много) вибраций и биений нет. Из косяков - к кнопке включения привыкать надо, отщелкиватся в выключенное положение при включении...
А так постоянно работаю ее младшим братом на 900вт и метабо 850вт, все под 125диски, на метабо за два года только щетки и подшипники поменял...
-
Еще сильно зависит от типа теплоносителя, если антифриз - то можно почти умножать на два...
Я бы взял(сделал) бак как минимум 10% от объема.
И на мой взгляд лучше уйти на закрытую систему отопления, не будет гемора с испарениями и выходом воздуха...
-
Пробовал много дисков, и все таки остановился на луге...
Самые плохие диски на мой взгляд СибрТех и кратон, не пилят совсем и стираются быстро, можно даже увидеть как диск замыливается и начинает буксовать...
Были и хилти, и боши, и 3м даже как-то раз пачку подарили- не увидел я никаких преимуществ в стоимости 1см реза, он что на луге что на других одинаков, чаще всего луга еще и выигрывает.
Скорость реза +- у все одинаковая, безопасность- ну не знаю, как писали выше без разницы что прилетит в лоб.
Диски отрезные использую 125х1.2 , а вот шлифовочные(абразивные) беру hilti 125х8 и только в проверенном магазине..,
-
1
-












Сварка деталей двигателя,трансмиссии и подвески, часть 1
в Сварка в ремонте автомобильного транспорта
Опубликовано
Владелец у мотора сменился, теперь адекватный человек)
Меня в данном случае больше волнует не вопрос денег, а результативность ремонта который буду делать...
Блок BMW х5 V-8 объемом 4,8л
Очень трескучий, через пару секунд после сварки всегда трещит, если не принимать никактх действий...
Имеется две трещины в воду и три в масло...
Мотор с пробегом в 20т.км , но после аварии...