АндрОв
-
Постов
119 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АндрОв
-
Это разные вещи и результат разный. Гидравлическм трубогибом можно согнуть трубу с большим радиусом, при этом всегда есть опасность её сломать, данный вид трубогибов может согнуть трубу с меньшим радиусом при этом гиб будет достаточно плавный без гармошки.
-
Не особо сильно по сравнению со всей остальной жизнью :-) "Сахалински Кот" прав, диаметр роликов надо уменьшить, для сантехников пойдёт. Ко мне давеча тоже пришёл один сантехник с просьбой повторить данный девайс.... я ответа не давал пока, сам не могу решить, а надо мне этот геморрой на больную седую голову. В принципе, с потерей основного места работы, вроде бы за всё нужно хвататься.... только боюсь время это займёт много, а выхлопа будет совсем на адекватно затраченному времени. Если буду делать, то буду делать проще, ну точнее смысл тот же что и у Лёши ( сверху о нём речь), но не так мудрёно. Ролики радиусом образующей не более 55-60 мм... и труба не более 3/4, ну максимум 1дюйм д/у. Ну это пока так, мысли в слух.... кстати трактор я доделал, не помню говорил я тебе :-) снег зимой чистил... отличный помощник получился... и всякие тяжести им ворочить тоже удобно.... давеча стол монтажный им устанавливал... плита там весит кг 100, если не больше... ему как слону дробинка, а моей спине расслобон! :-)
-
Привет! Забросил тему или всё же доделал?
-
Всем привет! Посмотрел, а я уже два года в теме ничего не писал... стыдно, т.к. движение и новые разработанные приспособы есть, нельзя же останавливаться, да задачи есть разные. Были ко мне обращения для сверления труб под датчики и фильтра, которые устанавливаются под углом. Обычно такое в тепловых пунктах, как я понимаю. Я конечно думал о таком, но как-то не доходили руки. А здесь совпало и время было для проектирования и заказчик который готов ждать, лишь бы сделать приспособу сверлящую под углом. За основу взял зажим с цепью, он сидит более жестко на трубе чем механический, спроектировал и собрал приспособу. Вроде получилось и ей даже можно так же и выбирать седло на трубе под угловое сопряжение. Изменение угла заложил до 30 градусов по отношениюю к трубе, больше я думаю не потребуется. В результате вот что получилось.
-
Это похоже высокочастотная плазма, очень неустойчивое и трудно контролируемое "существо", в отличии от обычной\стандартной низкотемпературной плазмы. Раскладывает вещества на первые составляющие?
-
Здесь заказчик один прислал видео как он пользуется нотчером для врезки в стояки.
-
Так сколько можно херачить, надо и отдыхать себе давать!
-
Вот прислал фотки Говорит что проблем нет и вроде всё работает и не ломается. Кстати, я ему резал блины из 10-ки под форму на лазере, ноя ему нарезал не под сварку а предложил из стянуть болтами М8, он сам делал и протачивал, даже и не знаю, проваривал он их потом или так на болтах и держится.

-
Давай попрошу его прислать видео или фото. Правда если он по этому поводу отвечал так долго, то сколько будет фото слать вообще не понятно..... но тем не менее спрошу.
-
Андрей. извини за столь долгий ответ, но здесь получился сломанный телефон, это друг Олега, у меня не было его координат.... и все так заняты, прям охренеть, видимо в пандемию засиделись и отложенную работу все делают В результате, что я получил в качестве ответа: у него "мясорубка" "Дело Техники" артикул 536580
-
Конечно, чуть позже, у него телефон не доступен.
-
Это сантехника, здесь бьются не за чистоту гиба и малую овальность, а за простоту и маленьких размер ( тяжело таскать по объектам).
-
Я фото не делал, оно мне не надо было.... но конструкция там была другой. Вместо планки прижимной просто ролик. Нашёл видео, Олег снял его с этим трубогибом. Радиусную выборку на прижимной планке фрезеровал?
-
Гнули мы таким 42 трубу, Алексей ( Олега приятель) пристаскивал такой ко мне в мастерскую, я ему потом гальванику сделал на него, испортил мне несколько труб ( ну в плане погнул, но мне не надо было :-) ). У тебя гиб получился лучше, у него всё рассчитано под сантехнику, чем меньше радиус тем лучше, а то что плющит чуток трубу это неособо волнует ( это не требования РАФ где при гибе овальность допустимая не больше 9%). Так вот он брал радиус гиба 2 лил 2,5 диаметра трубы... так что если под сантехнику делаешь, то можно диаметр роликов сделать меньше. Так что редуктор там просто так не умрёт :-)
-
Скоро появится, стоимость будет дешевле, ушёл механизм зажима и алюминиевый подшипниковый узел, но зато значительно прибавилось работы, а подшипники всё время растут в цене, отказываться от японский не собираюсь.
-
Один сантехник попросил меня сделать нотчер меньше, он не врезается в трубы больше 42 мм. Решил сделать его на базе цепного клемпового зажима, использовал подобный в приспособе для сварки двух хлыстов, зарекомендовал себя хорошо. Получился довольно компактный, максимальный диаметр коронки ограничена диаметром посадки на вал до 29 мм, переходник не предусмотрен. На валу хвостовик с лысками под патрон до 10 мм, т.е.для сверления можно использовать любой шуроповёрт или дрель с небольшим патроном, единственно конечно не факт что долго такая дрель выдержит такие нагрузки. Когда всё это проектируешь в программе сразу не понятно, но в живую когда сделаешь, то реально ощутимо уменьшились размеры. Естественно пробовал сверлить, причём взял дохлый дрель/шуруповёрт за 800 руб - справился Пока отдал его на испытания, посмотрим по результатам как оно себя ведёт.
- 72 ответа
-
- 13
-

-
А чего бы не использовать в качестве щёточного узла щётки/площадку с щётками от автомобильного стартёра, диаметр коллектора стартёра не маленький соизмерим с осями вращателя обычно, зато уже готовый узед крепления щёток и потом их там обычно 4 шт, к тому же ток на стартёр идёт не маленький поряда 100-150 А ( пусковой до 300 А кратковременно). По моему было бы удобное решение. http://starter63.ru/wp-content/uploads/2016/09/%D0%A9%D0%B5%D1%82%D0%BE%D1%87%D0%BD%D1%8B%D0%B9-%D1%83%D0%B7%D0%B5%D0%BB-%D1%81%D1%82%D0%B0%D1%80%D1%82%D0%B5%D1%80%D0%B0-%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%BC-%D0%A7%D0%B5%D0%B1%D0%BE%D0%BA%D1%81%D0%B0%D1%80%D1%8B.-%D0%A4%D0%AD%D0%93%D0%A2-92.3708.009-CG-133341.jpg
-
Такие коронки хороши во фрезерном или сверлильном станке с хорошим шпинделем без люфтов. Руками такими коронками сверлить тяжело, зуб широкий - нагрузка большая, при том напайной твёрдосплав не любит вибраций, начинает выкрашиваться и ВК8 в том числе, надо что-то более вязкое, типа быстрореза, лучше с кобальтом, они дольше служат и выдерживают больше по температуре типа Р6М5К5 Зачем делать самодельные коронки под стандартные диаметры когда полно на строительных рынках этого добра да и в интернете тоже, это так же как свёрла изготавливать начать, конечно если инструменталка есть, и там люди всегда готовы пойти на встречу, то почему бы нет :-)) Коронки стандартные, изготавливаются из полотна для ленточных пил, поэтому у них всегда ограниченная высота, сворачивают в трубу и приваривают к оправке с посадкой. Под нестандартные диаметры можно самому замутить коронку из полотна, делаешь оправку нужного диаметра и привариваешь к ней полотно от ленточки, очень даже рабочее решение для листового материала.... блины всякие вырезать. ( фотка не моя, так для примера)
-
Не думал что ты так глубоко следишь за моим "творчеством" :-)) Насколько вижу там только обработка в вертикальном положении, убран основной грат и сопли, это скорее всего было сделано когда у меня был очередной калапс с мастерской, когда выключили электричество и я всё делал у приятеля в мастерской, там мой старый гриндер, у него одно положение, хотя это только предположение, надо понимать откуда это фото. Куда сложнее обрабатывать торец после резки 12 мм стали, из которой сделана основа... Но вроде получается нормально. Опять же спасибо тебе и твоему гриндеру с горизонтальным положением стола.
-
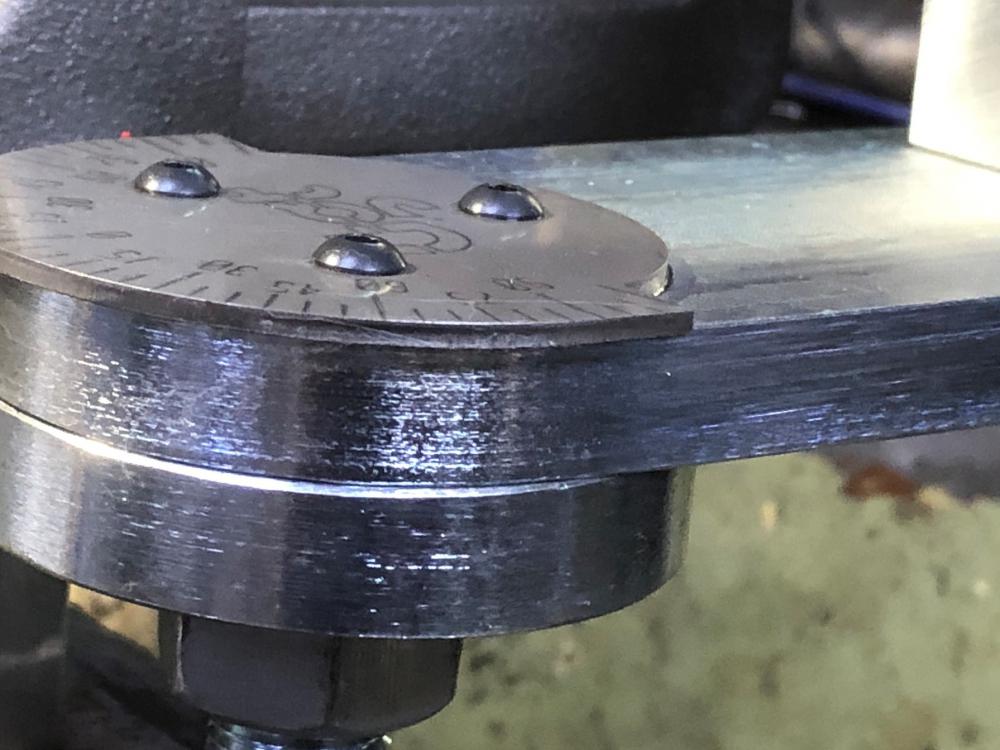
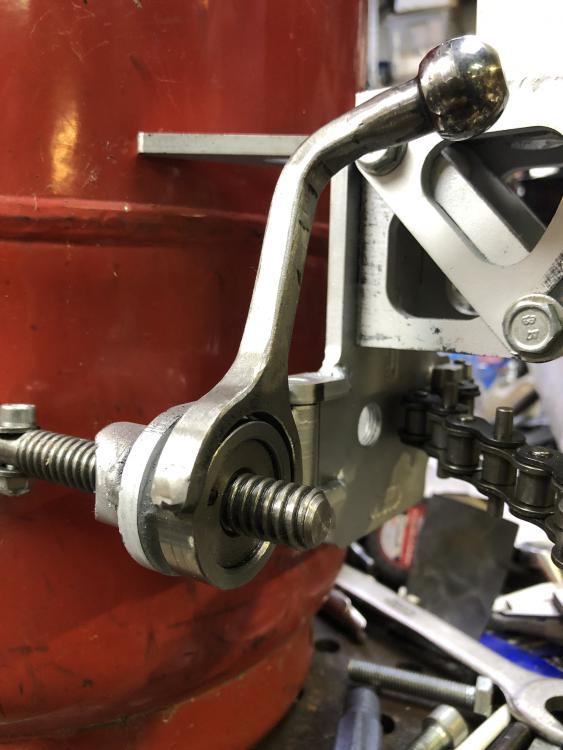
Упор гайки подвижен, ось вынесена в сторону в угоду компактности, соответственно цепь при натяжении стремится к кротчайшему расстоянии между трубой ( как правильно было сказано по касательной) и осью шарнира, который отнесён от оси винта затяжного. Поэтому винт и выгибается чуть, но так как гайку я сделал длинную и с лентой, то скользит она по резьбе хорошо, да ещё рычаг получился достаточно большой... пока не закусывало, пробовал на разных диаметрах. На маленьких с цепным зажимом у меня гайка имеет ось качания совмещённую с осью винта, но там надо один раз подрегулировать, а не затягивать, поэтому узел компактен, а здесь надо тянуть, рукоятка затяжки должна оборачиваться хотя бы градусов на 250, соответственно вынос должен быть от всей конструкции. НА фирменных, насколько я изучил этот вопрос, они вообще не заморачиваются, ставят винт с гайкой жёстко и вопрос с выносом решают наклоном оси винта ( что бы ручка прокручивалась под углом). В следующий раз скорее всего пойду по пути как в своём маленьком, сделаю ось качания, размер узла вырастет, посмотрим.... не известно когда он будет следующий раз, много другой работы с проектированием всяких железок.
-
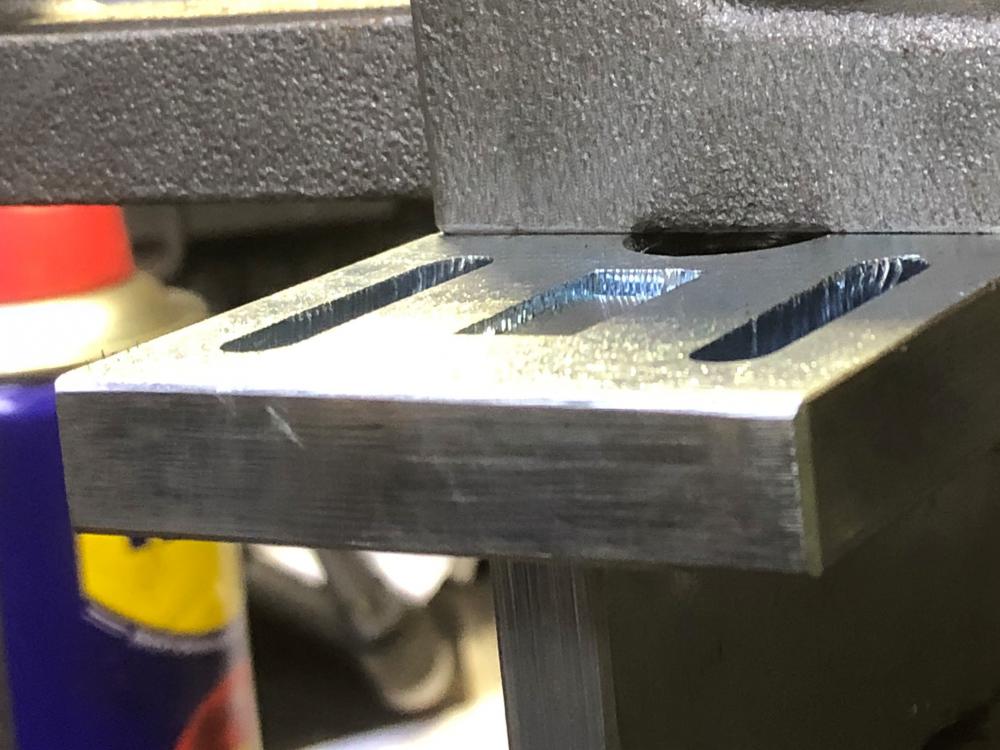
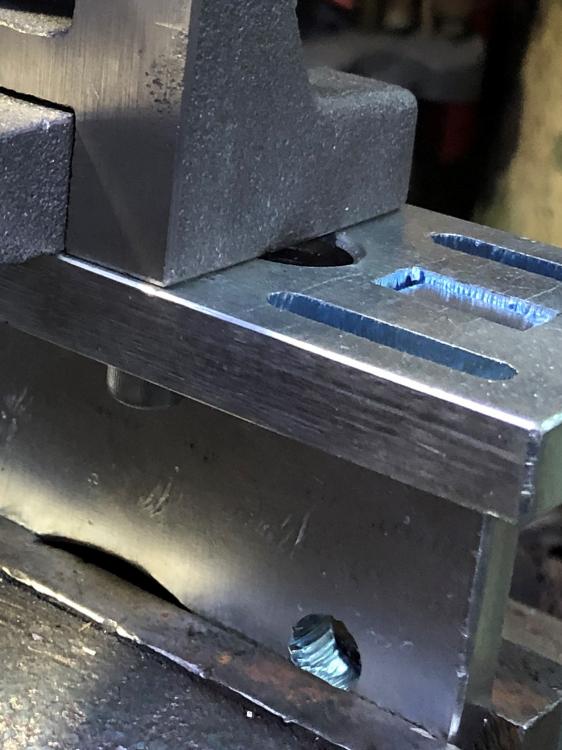
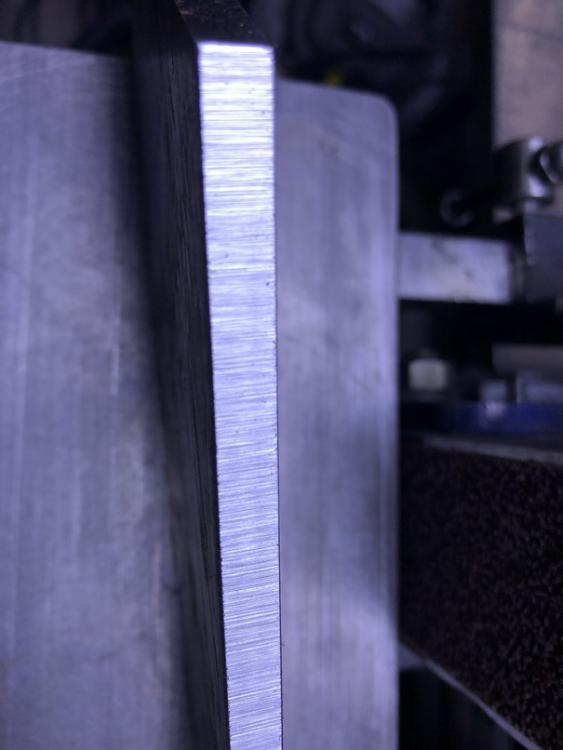
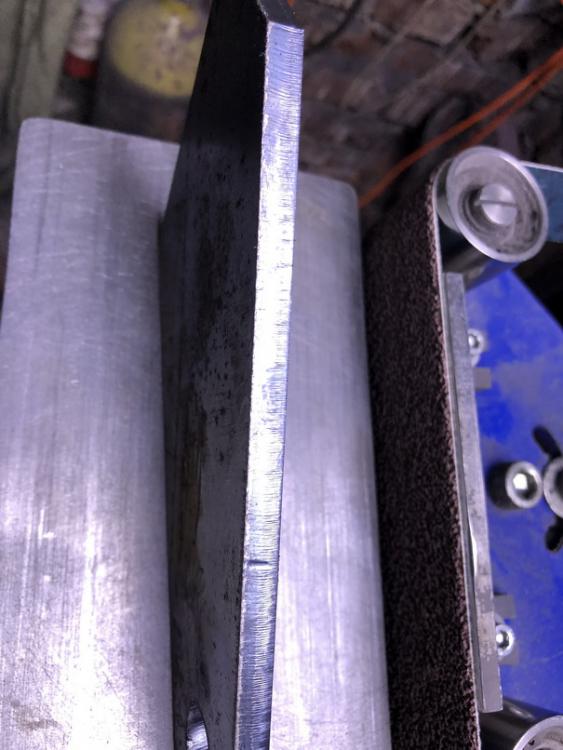
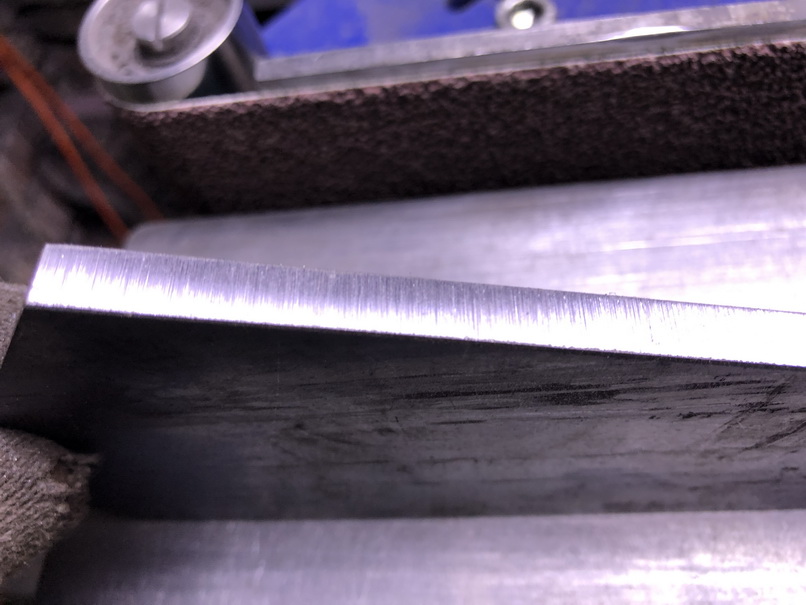
Андрей, обещанные фото. Обработка торца листовой стали толщиной 8мм после лазерной резки. Лента Klingspoor Р80 для обработки черной стали. Обработки при вертикальном движении ленты относительно столаДо После Видны риски поперечные, достаточно хорошо. Обработка при горизонтальном движении ленты относительно столаДо После Видны, но уже слабее риски продольные Обработка первого участка ещё и горизонтальном положении ленты относительно столаДо После Появляется характерный блеск.
-
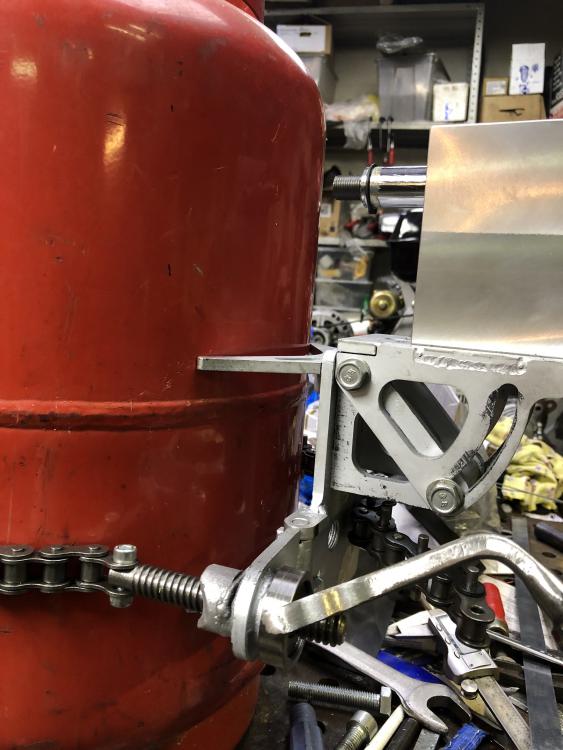
Давно ничего не публиковал из работ моей мастерской в этом направлении. Я делаю два нотчера, оба с быстрым зажимом, один на клемпе до диаметра 60 мм, а второй на основе цепи для труб диаметром от 76мм до 159 мм, но он тоже является а-ля клемповым, т.е. быстрозажимным, настроил зажим ( цепь) на определённый диаметр и только «застёгиваешь», уже крутить ничего не надо. А трубы же, как известно на диаметре 159 не останавливаются, а значит и сверлить их тоже надо, и вот пришёл ко мне один заказчик с вопросом что надо сверлить трубу больше 159, что-то от 200 до 320мм, да ещё и коронка будет 120мм ( отверстие видимо под трубу 120мм). От клемпового зажима с цепью решил отказаться, решил сделать просто затяжкой… зацепил цепь крутишь ручку и затягиваешь-зажимаешь. Вроде бы всё просто, но как выяснилось в результате испытаний обычная резьба ( с профилем 60 градусов) не совсем подходит, на 5-10 раз резьбу разбивает и начинает закусывать, так как перекос из-за нагрузки, ну и обычные материалы типа сталь3 совсем не катит…. В результате взял за основу трап резьбу 14х3 и материалы гайки и винта сталь 30хгса и 40х…. в результате всё заработало как надо. Т.к. трубы 300 нет испытывал сам зажим установив на баллон пропановый 27 л, остальное стандартно так что сверлить не надо и так понятно как это будет работать. В результате испытаний понял что основу надо будет сделать более жёсткой следующий раз, если будет такой же заказ, работать будет, но по моим взглядам надо делать мощнее. Сделал возможность наклонять ось реза, что бы сверлить под углом... нужна ли она такая, не знаю, заказчик сказал что ему не надо. Когда всё доделал, задумался может сделать на базе этого зажима стойку с креплением дрели, что даст возможность крепить дрель на трубу… но это если будет время.
- 72 ответа
-
- 17
-
-
Например при выравнивании ребра заготовки и получается более эстетично, нежели чем при поперечной обработке. Так же при обработке ребра заготовке при "поперечном положении" можно наковырять ям на ребре, а так плоскость обработки больше, ямы наковырять сложнее. Путано объясняю.... не знаю как описать. Постараюсь в выходные сделать показательные фото, так будет нагляднее и объяснить легче, главное не забыть :-))
-
Я пользуюсь этой версией, ты же мне потом ещё её сделал/добавил. Очень часто использую, при некоторых видах работ незаменимая вещь!!
-
Ну тогда с шаговиками и наличием опыта можно и компактнее сделать