Anton VL
-
Постов
3 126 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Anton VL
-
нормально характеристики кому-то прописать лень максимальная цифра в инструкции - 6ква. и то это не правда скорее всего, т.к. на других европейцах 6 ква соответствует 180А или даже меньше.
-
@Виталий С 31, он больше кушает. там 6ква на максимуме указано. и то я не понял, что хелви имеют ввиду под "power 60%". в принципе даже 6ква для 200а эт мало. а у европейцев с их ограничением по энергопотреблению вообще в мма режиме все аппараты максимум 180а выдают. для примера 180й пико - кушает 7,2ква https://www.tiberis.ru/katalog/svarochnyj-invertor/ewm/ewm-pico-180
-
@Afonka, ресанты везде их только на форуме не любят, а по факту дофига где используют.
-
прикольный сайт нашёл. можно проверить есть ли у маски DIN сертификация - http://www.dincertco.tuv.com/ по Аврорам @Tuborg был прав. там сертификация вообще левая какая-то. контора, которая сертифицировала находится в одном здании с автомойкой и магазином велосипедов. второй офис - в частном доме.
-
@ВалерийВО, он и так дотационный. страховые отчисления тоже норма. хочешь пенсию - плати. хочешь хорошую пенсию - копи сам. тут косяк конечно, накопительная у нас пока нормально не работает.
-
она полностью наследуемой ни в одной стране мира вроде не является. практически везде есть страховая (социальная) и накопительная часть пенсия. накопительная иногда может быть наследуемой, но вместе со всеми плюшками ты получаешь и риски как с любым финансовым активом - пенсионный фонд, к примеру, может просто разориться. такое в США было (может и не только там). при самостоятельном накоплении тоже такие же финансовые риски получаешь. в России накопительная тоже условно наследуемая. если человек ни разу пенсию не получал - эт наследуемый актив.
-
@Георгий 11, ну я б не сказал, что отсутсвие сервисного центра под боком является большим уважением к покупателю мне лично удобнее отдать в ремонт и через пару дней-неделю забрать готовое, чем куда-то отправлять и фиг знает сколько времени на доставке терять. @copich, сравниваете работу единственного сервисного центра с собой в одном лице (или под вашим руководством, не знаю), с работой большой сети СЦ конечно для Вас некоторые вопросы вообще фигня, т.к. масштабы вообще не те. да и шанс накосячить в разы меньше.
-
@copich, ну дык расписываете какой Вы хороший, а Аврора плохие для меня только один хороший сервис есть - но он не сварочного оборудования. больше никто не будет извиняться за то, что детали нет в наличии и придётся 2 дня подождать, пока доставят и растаможат. и никто не предложит сервисного инженера в командировку прислать из-за отсутствия фирменного сервиса в городе (оборудование относительно недорогое, не дороже хорошего промышленнго сварочника )
-
@Георгий 11, ага. и такая же ситуация - весь сервис на 1м человеке держится. в моём случае, к примеру, в таких ситуациях только 2 недели на транспортировку до мастерской и обратно уйдет @copich, ещё раз - продажи и сервис Хелви не сопоставимы по масштабу с продажами и сервисом той же Авроры. чем больше масштаб - тем больше проблем будет вылазить, особенно когда СЦ не в прямом подчинении. будете спорить?
-
@copich, у Хелви 1 СЦ, у Авроры - штук 50 точно. сможете с такой же гордостью не сами делать, а всех сцшников контролировать? и по доброте "душевной" гарантии не лишать, если спорных ситуаций будет не по 1й в год, а 10к в день? масштабы разные, проблемы разные. и вопрос даже не в цене оборудования. дорогие марки тоже косячат. чем больше обращений - тем больше косяков.
-
@copich, ага. а хелви без вопросов конечно примет по гарантии аппарат с внутренними мех повреждениями? @Георгий 11, да недовольные всегда есть. чем больше дилерская сеть и чем больше техники продаётся - тем больше проблем всплывает.
-
@copich, ну значит и 5 форумчан в этом участвовавшие - предвзятые. и при объективных тестах конечно для своего оборудования "подкручивали" по-моему там прекрасно видно, что старались сделать максимально не предвзятый тест. и людей со стороны для этого пригласили. подбор оборудования на тест - их право. как и их право выставить на тест своё оборудование. и по теме этого теста прекрасно видно, что большинству на форуме этот тест понравился. и продувать самостоятельно можно, о чём Константин Краев писал. и в той же теме было отписано, что проблема не в самостоятельной продувке была, а в том, что у аппарата мех. поврежденя были.
-
@copich, скажу проще - если не нравится то, что делают другие - берёте и делаете сами лучше. слабо подобный тест организовать? оборудование там сможете на свой вкус выбрать
-
эталон он на то и эталон, чтоб на его примере показывать как оно должно в идеале работать. а остальное уже с ним сравнивается. что в этом тесте не реального? есть сравнение технической части и есть субъективный тест в работе от нескольких человек. чего там ещё тестировать то?
-
чё вы на эту Аврору взъелись. нормальный там тест. EWM взяли как "эталон". что в принципе правильно при проведении подобных тестов. они там вообще часто этот сварочник как эталонный используют. по тесту там видно, что никто Аврору как ровню ЕВМ не выставляет. в "слепом" тесте Аврора вообще Ресанте проиграла.
-
пожаловался на маску и она нормально заработала
-
@Глобул, а у меня она глючить начала, хотя практически в ней не работал (Виктор в ней совсем немножко поработал, у а меня она как подменная была). 3М рулит в общем. но дорого.
-
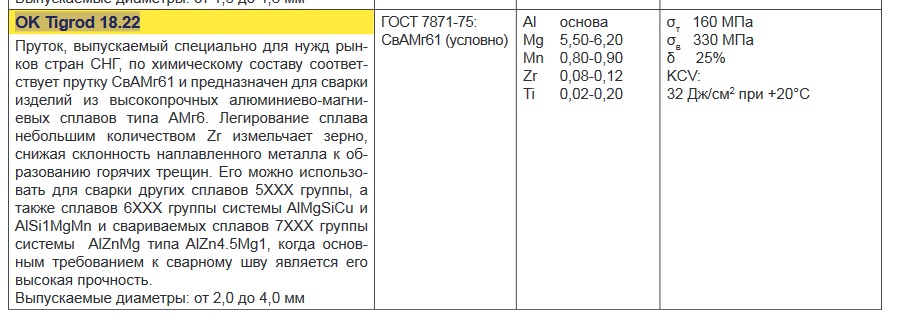
@АндрейСВ, цирконий там добавляют немножко. СвАМг61 по нашей классификации. http://www.splav-kharkov.com/mat_start.php?name_id=1631
-
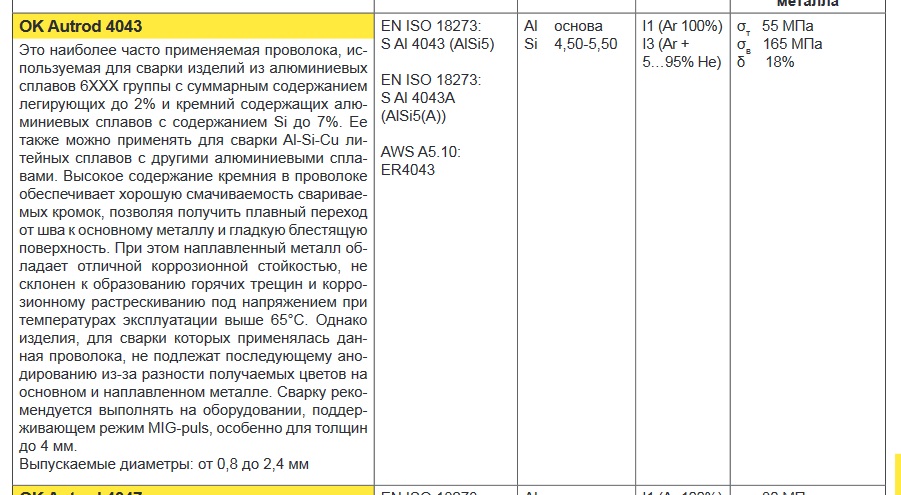
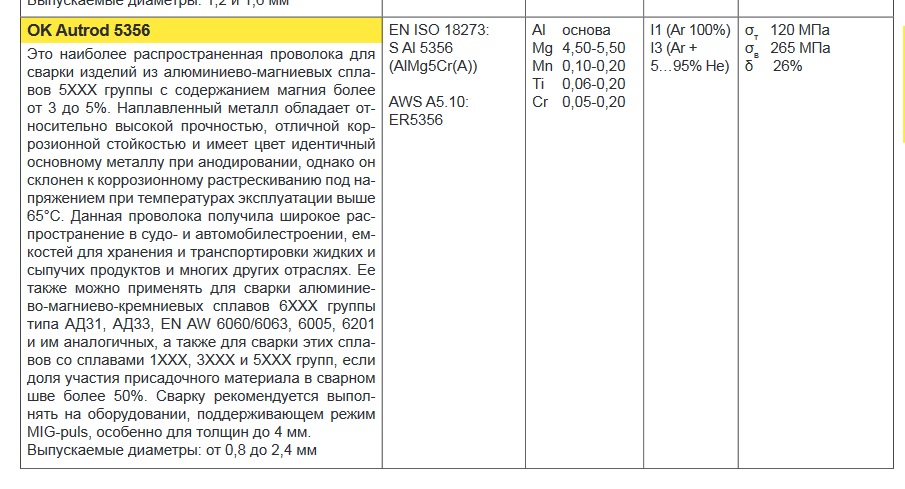
по 6061: 5356 рекомендуют использовать когда деталь будет подвергнута дальнейшему анодированию (с 4043 цвет шва после анодирования будет от основного материала отличаться). 4043 - меньше шанс получить поры, меньше шанс получить горячие и холодные трещины, лучшее смачивание. 4943 ещё лучше, но в России такое вроде не продают. есаб, линкольн и ещё несколько производителей пишут, что при сварке 6061 в принципе пофиг какую присадку использовать. в итоге получается, что на рамах из 6061 лучше использовать пруток 4043, но использование 5356 ошибкой не будет. на рамах из 70XX лучше использовать прутки с цирконием (но их наверное тоже фиг найдешь), 5356 тоже пойдет.
-
по 7005 накопал рекомендацию от американского подразделения Есаб, что лучше 5356 использовать. Al-Zn-Mg Alloys such as 7005 will resist hot cracking better and exhibit better joint performance than the Al-Zn-Mg-Cu alloys such as 7075. The Mg content in this group (Al-Zn-Mg) of alloys would generally increase the cracking sensitivity. However, Zr is added to refine grain size and this effectively reduces the cracking tendency. This alloy group is easily welded with the high magnesium filler alloys such as 5356, which ensures the weld contains sufficient magnesium to prevent cracking. но 18.22 получается всё-равно лучше, т.к. там цирконий есть, который по этой же статье помогает избежать горячих трещин в сплавах группы AlZnMn.
-
у esab в рекомендациях и 5356 и 4043 для 6000 группы подходят. вернее для 6000й группы там почти любая присадка подойдет в других источниках только 4043 - http://aluminium-guide.ru/alyuminievyj-splav-6061/как пример. для 7000й - 18.22

-
@Weldermax, с рамами сложнее по-моему. там 6061 и 7005(7010) сплавы в основном. для первого присадочный материал 4043 рекомендуют. в 7000й серии цинка много.
-
@Бархударов, вроде да. может действительно в прибамбасинг или в другую тему пойдем? а то тут вообще с другого начиналось
-
да. эт физика у процесса такая. повышение частоты нужно компенсировать повышением силы тока.
-
@Weldermax, ручки/педали отлично свариваются 4043.