

Вад11
-
Постов
4 044 -
Зарегистрирован
-
Посещение
-
Победитель дней
30
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Вад11
-
-
... нафи-нафиг,неблагодарное это дело ,обычно хозяева такого безобразия неадэкватные ( коль используют воду в данных устройствах ).
У нас это как правило бюджетники.....
-
 2
2
-
-
Поздравляю!
 Тебе он в пору придется! НО!!! Ты чего нового друга на лицо не помыл? Не протер. Убери чужую ауру в виде грязи и он будет твой и служить верой и правдой.
Тебе он в пору придется! НО!!! Ты чего нового друга на лицо не помыл? Не протер. Убери чужую ауру в виде грязи и он будет твой и служить верой и правдой. 
-
2
-
-
Приносили подобные с 4-мя рядами. Не взял, кроме торцевых порывов были по коллектору и за трубками, т.е. вырезать трубку, паять порыв и потом впаивать трубку. Не реально.
-
Ваши швы тоже хотел бы посмотреть . А то тот что выше не впечатлил.
Дружище, я впечатлять и не собираюсь. Поиск есть на форуме, посмотри, что и как я делаю. Удачи.
-
1
-
-
Продолжение эпопеи. Закрыл.


-
6
-
-
свариваем амг3 толщиной 1,5 в нахлест, фото проблемы сделаю завтра
Никаких проблем быть не должно. Опиши ПОЛНУЮ циклограмму настройки. Тогда и посмотрим как руки растут.-))) Завтра попробую видюху снять. Дай тех задачу. Встык или перехлест, если да, то сколько?
-
1
-
-
частоту делай по максимуму . дуга будет более концентрированая. проволоку надо подавать правильно порциями и на самый край ванны при этом держать ее максимально перпендикулярно электроду . а сам электрод перпендикулярно свариваемой поверхности .
Можно и сзади пруток подавать
 , бывает такое практикую, никаких перпендикуляров. Можно пару-тройку фото Ваших швов?
, бывает такое практикую, никаких перпендикуляров. Можно пару-тройку фото Ваших швов?-
1
-
-
мне дали вот такой пруток сказали эт то что надо может бывает более легкосплавный?
Все смешалось в доме Облонских...........Фото проблем в студию, там и обсудим дальше. Присадок АМГ5, для сплавов АМГ. Чего свариваем-то? АМГ не самый легкоплавный пруток, это так, в догонку.
-
2
-
-
да зачищал ток переменный , пробовал на разных настройках , начальный ток 30 ампер ток сварки 30-40 ампер задержки пару сек подача газа 3-5 сек частоту пробовал от 20 до 70 герц лучше получалось 40-50 Гц пересмотрел курю видео в тьюбе где народ варит банки из по колы у них припой как будто олово а у меня тупо в шарик сворачивается и фиг разогреешь на малых токах
Повторюсь в сотый раз, это только опыт. В данном случае частота не играет никакой роли, абсолютно.
Пробежимся по настройкам. предгаз - 0.3с, поджиг 15-20А, подъем 0.5с, рабочий ток 35А, спад 1.5с, постгаз 7-8с.
Присадка горит только в одном случае, когда находиться в непосредственной близости от дуги при большом наклоне горелки в сторону присадки.
-
4
-
-
поверхность зачистил ? ток переменный ? частота какая и баланс ? должен быть переменный ток . частота 200 , положительный баланс ( лучше разрушает оксидную пленку , но провар не глубокий ) ну и ток ампер 60 .
Вопросы риторические. И не покажут картинку. Вообще когда человек спрашивает настройки аппарата это у меня вызывает улыбку. Фигня все это!!! У каждого настройки свои!!! Одинаковыми могут быть только - предгаз, частота, постгаз. Остальное сугубо индивидуально. "частота 200" -это с какого перепуга? А если аппарат не позволяет? Чего тогда? 60А на 1.5 мм - провал ванны как минимум, расплав кромки. Какой "провар не глубокий" и где?
-
3
-
-
Да, щетку давно хочу купить.
А на фото что-то вроде "бабочки" или в два прохода?
Почему ширина полосы катодной очистки слева и справа разная получилась на обоих швах?
Баланс в районе 30%?
Присадка 2.4мм , а ширина шва 10-12мм, поэтому и бабочка, так удобнее без потери качества. И тонкая присадка создает массы проблем при большом токе, это надо тоже учитывать. Очистка разная из-за наклона горелки, там у меня 3 вида шва. Радиатор тяжелый, не поворочаешь. Баланс, на память +65%.
-
1
-
-
Почему аппарат ругаете?
Потому что у него "цифровая панель"
. 3 цифры - это панель.... В 2 словах, большой, тяжелый китаеза. За эти деньги, да для таких работ можно было бы взять 3-4 Форсажа (к примеру). Я зачищаю или фрезой (массивная деталь) или дрель с насадкой из кордщетки. Зачищаем 1-1,5 см от шва. У тебя там девственный оксид.
Вот смотри зачистку. Сварочный ток 280А.

-
8
-
-
Добрый день!
Оцените, пожалуйста, швы.
Чего оценивать? Банально не хватает опыта и катастрофическая подготовка перед сваркой. Вот и все. И потуги -"не могу получить провар" и подобные в скором времени уйдут если подготавливать как пололожено и сжечь 1-2 кг присадки.
ПыСы. Посмотрел цены на этот китай. Писец. Гробина ни о чем. Советов пока больше нет.
-
4
-
-
а сервис, его реакция все в порядке? порой значение имеет больше чем цена! Я смотрю на этот аппарат и "облизываюсь" но пока воздержусь а решусь когда на 100% буду уверен что сервис будет стабильно быстрым.
Этот вопрос тоже решается. Как быстро, не ведаю. Госструктура, от этого и проблемы.
Извини, забыл. В Белгороде дилер делает сервис и ремонт быстро и качественно. Он на форуме есть.
-
3
-
-
я же не конкурент, а покупатель, что от меня скрывать то?
Есть определенные правила на рынке, не мы их придумали. Будет инфа - сразу озвучу. Пока только планы. Тем более, что на сегодня Форсаж - очень даже не плохой аппарат. Лично меня устраивает на 99%. Кто может так сказать об имеющихся аппаратах? И еще, цена тут играет не маловажное значение.
-
2
-
-
новый поджиг- изенения програмные или железо будут менять?
2-3 месяца готов подождать, если оно того будет стоить
железо, программу, экран поболее.... тсссс....... это пока тайна....
-
2
-
-
- Популярный пост
- Популярный пост
Петр, ничего ты не понимаешь в выхлопных системах. Вот как надо!
3 дня подгоняли, принесли - свари красиво. Жесть! Местами мои прихватки есть.












-
15
-
никаких загадок. Всё просто и логично. Даже от одного сильного удара патрубок так не вывернет.
Все оказалось банально просто. Ручей, провал в воду , бревно или что подобное. По словам водилы.
-
1
-
-
Привет)
Разъясните в чём причина.
Взялся за ремонт дюралиевого блока цилиндров от фольцвагена. Была сквозная пробоина из за обрыва шатуна.
Место сварки было отчищенно, зачищенно,обезжиренно, прогрето.
Присадка 4043 зачищена и обезжиренна.
На всём протяжении сварки появлялась грязь, присадка очень плохо сваривалась с металом.
После устранения пробоины, залил киросин на место сварки.
Результат плохой.
Буду благодарен за помощ))
Пару раз зачистишь и переплавишь и получишь нужный результат. Это масло в металле.
-
2
-
-
Блин, читаю и понимаю как я много в образовании упустил. И к сварке пришел совсем недавно, 6-7 лет. Все по кабинетам сидел, время терял. Спасибо, что есть люди готовые делится знаниями и опытом. СПАСИБО.
-
8
-
-
но тут заходила речь о модификации с улучшенным дисплеем.
Если только срередина-конец 2017г, не раньше.
-
2
-
-
Электролюкс уже 2 шт работают 15 лет на 1 и 2 этажах. Никаких проблем. Фитиль зажег один раз в 2-3 года и ВСЕ!
-
- Популярный пост
- Популярный пост
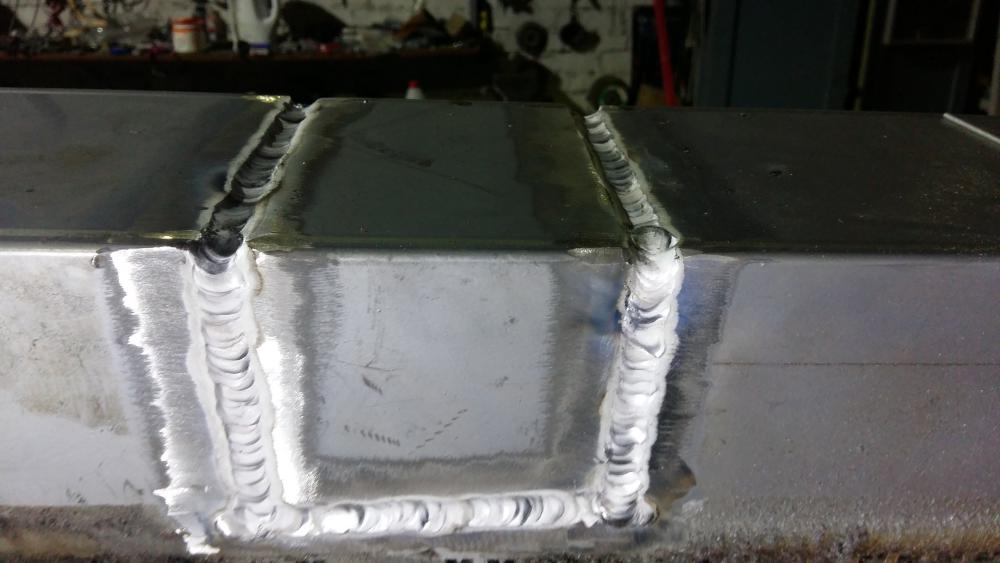
@Вад11, мс компрессора?
Ааабсолютно точно. То ли немцы, то ли Италия. Тяжелый зараза. Типа корень. После опрессовки сделаю красиво (насколько умения хватит -))


-
10
-
@Вад11, а зачем глушил? Целые же вроде. Там и 2 заварить можно. Зазор + скос.
Это только кажется. За 2 недели подобный по конструкции радиатор уже второй. Дефект один, текут крайние трубки. На фото заварена тоже крайняя трубка.
-
2
-

















Сварка алюминия, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
Профиль бы заполнил, а то не поймешь кто, не знамо откуда. Это проявление неуважения к участникам форума.
умничать и поучать - это для тупых. Для умных это высказывать правильные мысли и учиться...