

IceBear
-
Постов
162 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные IceBear
-
-
уже задавал подобный вопрос, но ответ был один - ежиков не должно быть, если у кого есть, покажите пожалуйста обратную сторону шва, лист или труба, но только без использования минват, подкладок медных и поддува, очень хочу посмотреть как выглядит
я к чему, пробовал на разных токах, разная скорость, но не могу добиться, что бы был обратный валик, а не ежик(((
поддув не везде возможно осуществить или закачивать в трубу диаметром 76мм и длинной 2 метра аргон, тоже накладно, когда на ней от 6 до 10 швов(((
-
повлекут...
поподробнее пожалуйста))
-
@kazakieozn, Не успел (( @waha, @AMBIVERT42, Все сказали (добавить нечего) , но амперы реально повыше надо ( даже 0.3 варится выше амперажом - лучше), советую осмотреть мнение @vnuk, чистить имеет смысл и до сварки, ибо окисленный слой (пассивированный) желательно удалить , для чистоты сварки и внутрь трубки дуть важно ( там тоже кислород в жидкую фазу материала вцепляется намертво) иначе МКК и прочие виды корозии ждут вас( как дома семья))
пробовал я варить 1,5мм 304-ю нержу на токах от 20 до 60А, не вышло ничего нормального, шов черный, на токах 45-60А, трудно контролировать ванну, без поддува прожечь очень просто (конечно же из-за моего небольшого опыта), на токах до 45 попроще, но тут тоже нужно смотреть, что бы был провар (как показывает практика, не всегда он есть, даже на толщине 1,5мм)
все выше сказанное, только ИМХО, по собственному, хоть и небольшому, но опыту)))
раньше были такие настройки на импульсе:
частота 0,5Гц
участие пикового минимум
базовый минимум
пиковый максимум
на индикаторе были максимальные показания - 25-48А (аппарат Сварог 200Р АС/DС), как потом сказали, верить им ненужно)))) а верить нужно крутилкам...
на этих настройках получалось немногим лучше чем на линейном токе... шов чернит, пробовал увеличить скорость прохождения, получилась вообще кака...
потом методом тыка, подобрал следующее:
частота 0,5гц, но лучше 1
участие пикового минимум
базовый максимум
потом начал поднимать значения пикового, начиная с 20А, на этом значении вообще аккуратно получается, шовчик золотой, прогрева околошовки минимум, но и проплавления тоже, потихоньку поднимал и остановился на значении 50А (опять же по индикатору), хорошее проплавление, однако, экспериментировал на трубе, на стыке двух труб думаю будет многовато и придется чуть убавить, даже при таких значениях ток все равно пульсирует и получаются нормальные чешуйки...
-
 1
1
-
-
предподдув и поддув газа я бы поставил побольше, а то что то они совсем у вас на нуле...
что бы добиться таких швов как у америкосов, нужна большая практика и правильные настройки, я сколько ни пробовал, или перегрев и черный шов (особенно с присадкой), или не провар... короче практика, надо у @vnuk учиться))))
на последнем фото, это может быть и автоматизированный TIG, хотя руки так тоже могут))))
-
1
-
-
ничего не случится если я заваривал аиси304 прутком 308LSi?
22-25 ампер, пульс. Учусь..
Заранее спасибо

можно фото обратной стороны шва? варите с поддувом? какие настройки по импульсу?
-
господа, ну а чем прикажите варить 304 нержу? я и 308, и 309, и 316 использую и все на 304, испытания конечно покажут, что будет при нагреве и колебаниях, но не думаю что порвет по шву... ИМХО
-
@psi, хорошо, глянем, только 100% что никто не будет отгружать по 1 кг...
-
@psi, проблема то еще и в том, что большинство возят не менее 5 кг., ну сами понимаете это многовато, по крайне мере для меня, а в этом 220 вольт и подкупило то, что торгуют от 1 кг((((
-
Кто сталкивался с интернет магазином "220 вольт"? Почти два месяца назад покупал разные присадки, оплатил, а потом оказалось что 316-й нет вообще. В итоге не присадки ни возврата денег, а на звонки отвечают, что мы вам перезвоним. Два раза писал не мыло, четыре раза звонил и как с гуся вода. У кого что подобное было, чтобы больше не попадать на попадалово.
Аналогичная ситуация, так же оплатил присадку, потом позвонили, сказали нет в наличии, вернем деньги и тишина....
вообще ненадежный магазин, ребята, возьмите лучше в другом месте! не ведитесь на цену и на приятный голос девушки менеджера))))
-
1
-
-
Опыт дело такое : либо- есть, либо- нет и всегда не хватает. Важно другое- страх повержен действием (суть любого успеха). А я вот прикупил ( с трудом нашел) бритвенные лезвия (начал их приваривать ко всему подряд - столько интересного..) , набиваю руку))).
да просто была бы это основная работа... был бы опыт, а тут получается после основной работы, бежишь в гараж, поработать пару часиков и все... да бывает еще чего то не хватает, заказываешь, ждешь((( все как то долго...
что интересно в живую обварка смотрится получше, здесь получилось что вспышка показала все огрехи))))
заметил что при таком же времени прохождения и таком же токе, даже в импульсе, нержавейку пережигал, а здесь получилось что блестит, даже при повторном прохождении, все это из-за толщины металла? или из-за того что получилось как бы угловое соединение и газа вполне хватало на защиту шва?
я к тому, что я пробовал и нержавейку 5мм, на ней очень трудно было получить чисты шов...
-
- Популярный пост
- Популярный пост
Ну вот получил я 309-ю, результат смотрите)))
Скажу сразу, опыта совсем мало, а такое вообще первый раз, перегрева нет,знаю что чуть-чуть подрезал, насчет провара, думаю что все хорошо, было несколько проходов, т.к. был серьезный мандраж, поэтому кое-где наколбасил присадкой, без должного прогрева,пришлось проходить второй раз...
Ну в общем жду комментарии)))







-
16
-
-
Уважаемый ТС, известны кандидаты на получение сварочного оборудования вашей торговой марки?
если да, огласите пожалуйста
говорили конец месяца, т.е. сегодня)))
-
-
Аргониус, а что такое кольцевая проточка?
Наверное попробую как ты сказал,высокий пик, маленькое участие,не сильно конечно остро, пульс смазанный,аппарат по другому не дает настроить, но так будет ловчее с моим опытом)))
Обманул выше в постах, аппарат всего 300Гц на максимуме...
Кстати, прихватки стоят с обратной стороны фланцев,на импульсе плавил основной металл до образования ванны, а потом туда присадку и нагонял на трубу,вроде не перегрел...
Вот так и думал что с 309 не так просто будет...жаль,думал она решит проблему...
Я по посту Внука попробовал 316 на нерже 304-й, приятней с ней,в шарик не скатывается...
P.S. сорри за ошибки, с телефона пишу, не все проверяю)))
-
2000 герц! (звон раздастся) на пульсе А=300 нажал отпустил (без подъемов, стартовых токов, опускания,фнишного тока , чисто кратковременный пульсовый прострел) , электрод поближе около 2мм , там где зазор присадку не больше 1,6 (лучше 1,2) сразу приставьте и стреляйте по ней (удобно опираться на керамику - если горелка подлазит)
ааа, так я не пробовал, у меня максимум 200А и 500гц аппарат выдает
я пробовала на низком базовом, максимальном пиковом, 0,5Гц, и минимальном участии пикового тока, тоже получается в виде щелчка, конечно аппарат не дает явного щелчка, как на дорогих моделях... но все таки
спасибо за совет, попробую
-
Ждите 309 . На аппарате есть возможность выставить 2,0 - 2,5 Кгц (на пульсах)? Если есть , можно попробовать съимитировать спот -арк и на простой горелке ( сварка точками). Дольше но надежней.
возможность есть, я варил на 0,5Гц, точками пробовал, клац-клац кнопкой, результат не впечатлил
@IceBear, Всё правильно вам советовали. Когда варите толстый металл с тонким, дугу держите на толстом металле, периодически заходя на тонкий. Сколько на каком держать - уже по прогреву и растеканию проволоки смотрите. В вашем случае - ещё сложнее, так как материалы разные и ведут себя при нагреве по разному. Просто смотрите, чтобы с одной стороны деталь была достаточно прогрета для того, чтобы присадка растекалась по кромке, а с другой стороны - деталь форму не теряла и не оплавлялась. Для сварки Нержавейки со сталью лучше бы переходную проволоку использовать. Ну да я ваших условий не знаю (необходимость в особой присадке зависит от условий работы соединения (что в трубе, какое давление, температура эксплуатации, требования стандартов к соединению)). В принципе, можно и 308 заварить на крайняк, вряд-ли у вас сильно ответственное соединение, так как соединение нержи со сталью проектом заложено.
про давление не скажу, это часть выхлопной системы машины, с коллектора на турбину, температура в пике может до 800градусов доходить, кратковременно, механические колебания будет компенсировать гофра, а температуру сдерживается только обмотка лентой...вот как то так, толи попробовать 308-й обварить и поставить себе на пробу, то ли подождать 309-ю и тоже себе поставить на пробу)))
У вас массу когда нибудь приваривало к заготовке ? Любая скользящая масса перманентно будет подкорачивать, а не скользить (речь идет о самопалах). И дуги устойчивой, скорее всего , не видать вам при данном девайсе.
да у меня не то что массу к заготовке, у меня изделие к столу прилипало)))
просто нужно сделать такое что бы можно было поворачивать трубу не ничего не мешало, ведь если зацепить крокодила за конец трубы, он же будет мешать... я вот к чему, может и не скользячку, может просто фиксировать внутри и все
-
не знаю в какую ветку, написать, черкану здесь, есть у кого-нить примеры скользящей массы? обваривал трубу по кругу, из-за маленького диаметра (52) проще было её крутить, пару раз так искрануло, горелку чуть не потерял от страха... вот задумался, как сделать что бы и крутить и масса всегда отличная была? видел провод в удавку и на трубу, как такой вариант? или думал что-нибудь в виде распора в трубу, а к нему уже кабель, тоже как вариант...
может есть у кого-нибудь уже реализованное приспособление
речь не о вращателе, крутить все в ручную на сварочном столе))))
-
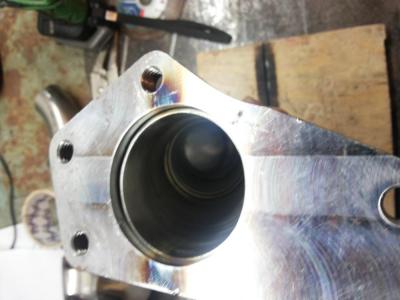
Судя по фото, труба у Вас не тонкостенная, что бы опасаться сжигания стенки трубы до того как она приварится к фланцу. Зазор от поверхности фланца до кромки трубы 3-4 мм очень приличный, что бы спокойно варить, с присадкой, что обеспечит плавность и надёжность шва. Подобных изделий варил достаточное количество именно так , как и описал. На различные заглушки в трубу "от сквозняка" заморачиваться не стал бы, на мой взгляд - лишнее.
Удачи!

труба, стенка 1,5мм, нерж 304-я, до этого было уже испорченное изделие, попробовал, горелку только подвел и стенка трубы сразу свернулась в валик, даже не успел прогреть фланец((( конечно грешил на угол наклона горелки...
где то на форуме читал, что нужно греть фланец и временами набегать на трубу для сплавления, может так попробовать? разница в толщинах, труба 1,5мм, фланец 10мм, еще, к тому же, нержавейка с обычным металлом, марку не знаю...
и еще, как думаете, если проварить все 308-й присадкой? сильно ли хрупко получиться? 309-я только заказана и придет не раньше начала октября...
-
1
-
-
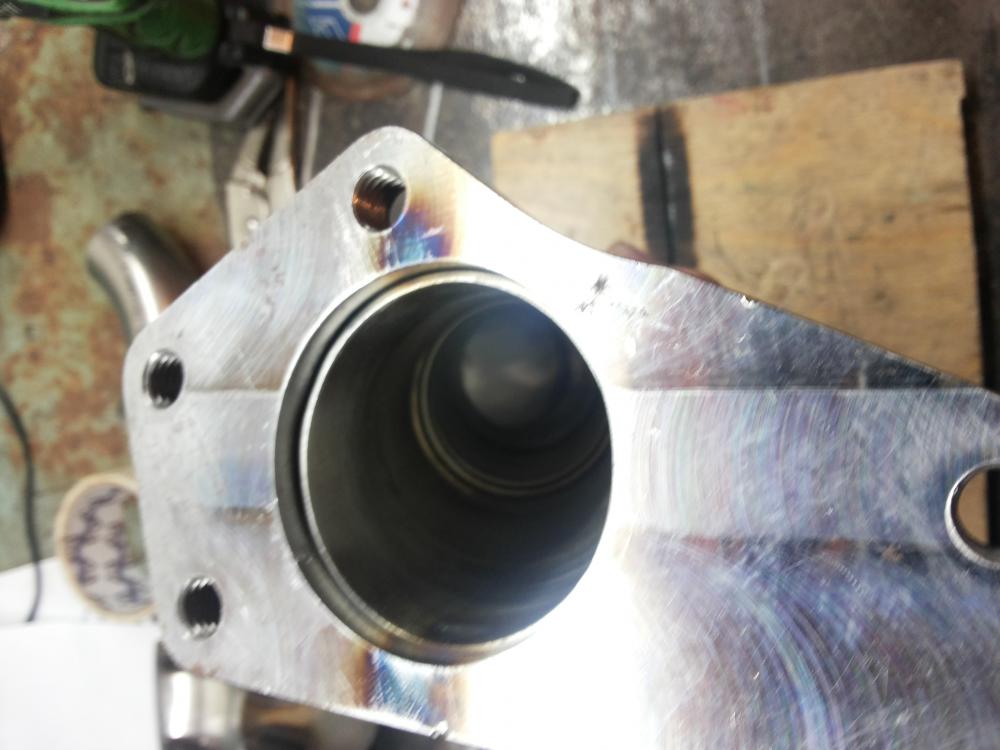
А заподлицо трубу вывести нельзя или не получается ? Я бы трубу заглушил паранитным диском например , мм за 20 от шва (чтобы сквозняк аргон не унес), и спокойно тигом на широкой линзе обкатал можно в своем теле можно с небольшим колличеством присадки.
заподлицо нельзя, так бы снаружи обварил и все... что бы фланец не оборвало нужно изнутри((
спасибо за подсказку попробую, хотелось бы присадки конечно, на зазор не везде в 0(((
-
помогите пожалуйста, как хорошо заварить и не испортить изделие?
-
ТС когда будет принято решение куда отправятся аппараты?
-
@IceBear, Наверное внутренний диаметр где то 5,5мм.И там резина другая,в отличии от других горелок.Она особо не горит и не плавится.Материал можно ,думаю, сравнить со жгутом советским кровеостанавливающим.И верёвки оплётки предохраняют от прожёга,при касании с раскаленным металлом.
я когда свою делал, был вариант взять оплетку НГ, но ценник на нее не гуманный совсем и под заказ только, а по самому шлангу, я так и думал, что из такой резины идет, она достаточно легкая и гибкая...
-
наверное оплетка хорошо держит, стеночки всего 1,5-2мм на шланге получается...







Нержавейка #1
в Аргонодуговая сварка — TIG
Опубликовано
@waha, ну это то понятно, а как без поддува сделать валик и без ежиков?))))
кстати, а есть ли какая-нибудь резина термостойкая, которая подойдет для затычек? правда хочу сделать что бы именно околошовную зону обдувать, ничего подобрать не могу, делал из канализационных, сплавились, очень быстро)))
скотч я вообще бывает малярный использую)))