pvp
-
Постов
28 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент pvp
-
Грязные баллоны - это боль Тоже задумался над простым средством входного контроля качества газа. Придумал простое до безобразия приспособление. Настолько простое, что нет смысла его патентовать. Опишу здесь. К баллону подключаем редуктор/расходомер. К выходу редуктора подключаем трубку. Лучше прозрачную - стеклянную, из пирекса или кварцевую (для визуального контроля), но в принципе можно любую. В трубку вставляем одноразовую контрольную ленточку, вырезанную из титановой фольги, с подключенными к ней проводами. Ленточку делаем с местным сужением. В самом узком месте лента будет перегорать при пропускании тока. Контрольная ленточка: ___ ___ | \___ ___/ | провод ===| \/ |=== провод | ____/\___ | |__/ \___| Продуваем приспособление аргоном. В токе аргона подаем на ленточку напряжение от аккумулятора. Ленточка перегорает. Держим постгаз, пока ленточка не остынет. Вытаскиваем перегоревшую ленточку и рассматриваем цвета побежалости в зоне оплавления. Аналог пробы на пятно. Где бы взять кусочек титановой фольги, чтобы попробовать?
-
По ссылке первое фото - полностью белый велосипед. Не по себе стало... На Западе есть традиция: устанавливать в месте гибели велосипедиста покрашенный белой краской велосипед, как памятник. Их еще называют Ghost bike (велосипед-призрак). С белым цветом нужно бы поосторожнее.
-
Наш курский велосипедист Сергей (aka fazan) построил велосипед для игры в поло. У велосипеда очень компактный задний треугольник и короткая база для маневренности. Раму он паял сам, по своим чертежам, из хромолевых труб. Со второго раза получилось (имхо) очень неплохо: http://cs617419.vk.me/v617419966/f62d/Q8MTF6EbV9Y.jpg Вот ссылка на его тему на ВелоКурске.
-
Подкину ссылок по материалам для изготовления эксклюзивных велосипедных рам (не рекламы ради, а информации для). Вот здесь продают наборы для пайки традиционной рамы из хромомолибденовой стали. Трубы батированные (0,8/0,5/0,8 мм и 0,6/0,9 мм). В набор "для начинающих" включено всё (трубы, стакан каретки, узлы для соединения, дропауты, бонки и прочая мелочевка), в т.ч. флюс и бронзовый припой Sif 101. Цена набора - от £134.95 с пересылкой. Наборы труб классом повыше - из мартенситно-стареющей нержавеющей атмосферостойкой стали MS3 продает американская KVA Stainless. Это шовные сварные, а не цельнотянутые трубы. Но фирма отработала и запатентовала хитрый процесс сварки и одновременной термообработки шва. На микрошлифах шов практически не виден. Трубы батированные, толщина стенки от 0,45 мм. Рекомендуется TIG-сварка с присадкой 309L. Пишут, что можно применять ER631, ER309L, 308L, 312L, Weldmold 880/888, ER630 (17-4PH). Привлекательно, что после сварки нужна очень простая термообработка: 20-30 мин при 177-204°С (350-400°F). Любой термошкаф обеспечит. Чтобы увидеть цены, надо регистрироваться на сайте. Навскидку, $200-$300 за комплект. Знаменитая в велосипедных кругах фирма Reynolds в ноябре 2013 года объявила о выходе набора Reynolds 921. Цельнотянутые батированные трубы Reynolds 921 изготавливаются из аустенитной нержавеющей стали S21904 (21% Cr, 6% Ni, 9% Mn). Упрочнение - наклепом, т.к. аустенитные стали термически не упрочняются. По прочностным характеристикам и параметрам батирования новый набор примерно соответствует классическому хромолевому Reynolds 725 (рекордов по весу не будет), но это "честная" аустенитная "нержавейка", а не атмосферостойкие мартенситные стали с повышенным содержанием хрома. Цена труб находится на уровне $40-$60 за штуку, т.е. набор труб обещает быть не очень дорогим. Где его покупать, не знаю. Наверное, только у Рейнольдса. Титановые наборы батированных труб предлагает тот же Reynolds: из альфа-бета сплава Ti6Al4V и из альфа-сплава 3Al2,5V. Цен не нашел, но полагаю что они космические. В отечественной практике легирование титана ванадием практически не применялось. По непроверенным данным, российские рамы изготавливают из небатированных труб из сплавов ОТ4 и даже из ПТ7М. Титан для рам берут у нас (из старых запасов?) и у китайцев. Можно выписать из-за бугра: Nova Cycles Supply (на выбор - китайский или наш ). Батированные, гидроформованные трубы из алюминиевых сплавов 6061, 7005 можно заказать у тех же Nova Cycles или у китайцев. PS Батированные трубы при постоянном внешнем диаметре имеют стенки толще по концам (где ЗТВ от пайки/сварки) и тоньше в середине. Выпускаются мерной длины, от 400 до 600 мм. Техпроцесс батирования цельнотянутых труб был разработан Reynolds.
-
Дополню ответ @Aлекс Велосипед для длительных переездов как правило оснащается багажником, на который крепят велорюкзак в виде "штанов": сумка по центру и 2 сумки свисают по бокам заднего колеса. Если задний треугольник рамы будет очень коротким, гонщик будет цепляться пятками за "штанины" рюкзака. Но тенденция укорачивать задний треугольник имеется, да. Очень многие хотят нижние перья рамы покороче (для динамики).
-
Правильно подобранные размеры рамы имеют огромное значение. Чувствуются даже несколько миллиметров! Например, когда я обуваю другие велотуфли, приходится немного менять высоту установки седла. Чтобы скомпенсировать разницу в толщине подошвы. PS Красивый велосипед реально кАтит быстрее. По банальной причине: он нравится, на нем чаще катаешься, следовательно больше объем тренировки, отсюда и лучший результат. PPS у меня 2 велосипеда - гибрид и шоссейник.
-
@трэш скульптор, учтите еще, что с понижением остаточного давления в баллоне повышается влажность аргона, который оттуда выходит. В ответственных случаях рекомендуют менять баллон при падении давления до 25 бар. ИМХО не стоит экономить "на спичках".
-
Совершенно верно. Стоит сделать 2-3 замера при одном и том же расходе газа. Если время вытеснения воды в разных попытках отличается на несколько секунд - значит, случайных погрешностей нет, есть только систематические. И точность, которую получаешь, зависит от точности секундомера и правильности объема бутыли. В общем, легко добиться точности определения расхода лучше чем 5%. Этого за глаза хватит для практических целей.
-
По максимальному и рабочему давлению азотный и аргоновый регуляторы совпадают. Пользоваться можно. Что касается расхода - есть мнение, что для определения расхода аргона нужно показания азотного расходомера умножать на 0,85 (корень отношения плотности азота к плотности аргона). Если нужна бОльшая точность, поверь расходомер по аргону с помощью тазика с водой, 5л пластиковой бутыли и секундомера. Это довольно точный метод. Только обязательно убедись, что бутыль действительно на 5л (заполни водой по горлышко и взвесь). Производители частенько завышают заявленную емкость бутыли
-
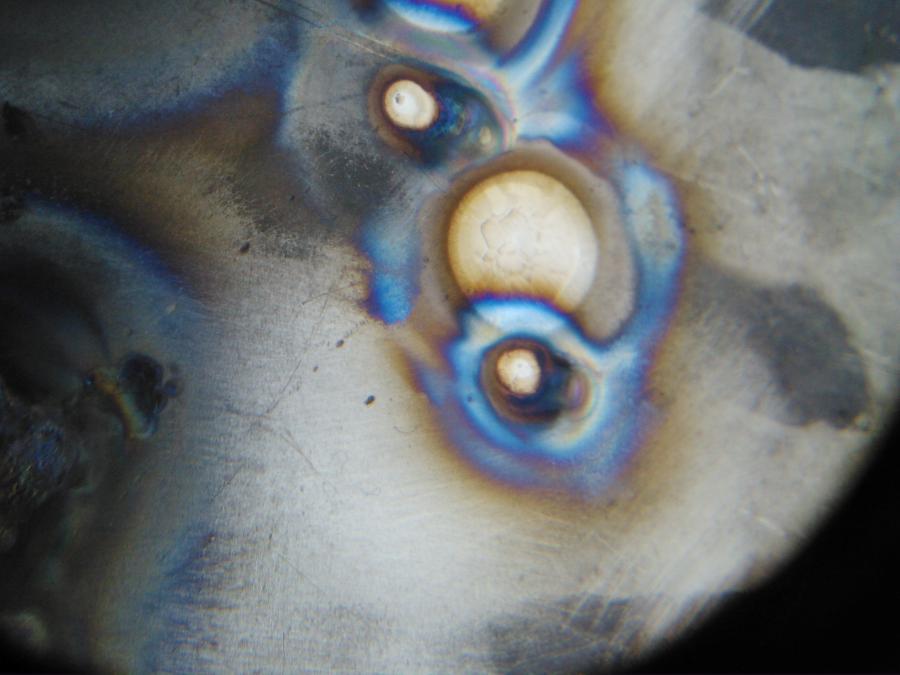
@АВН, спасибо за подсказку. Сегодня рассмотрел вчерашние пробы при хорошем освещении через лупу. Сфотографировал через лупу (см. фото). У малого пятна (20А) структура такая же, как и у большого (50А). В центре блестящий участок примерно ф.0,5 мм, затем золотистый до примерно ф.1мм, дальше безобразие. Разбираюсь с горелкой.

-
Проверка чистоты аргона. Расплавляется маленький участок поверхности металлической пластины. Если аргон чистый, пятно будет зеркально гладким и блестящим, без цветов побежалости. Титан очень чувствителен к загрязнениям, на нем лучше всего пробовать.При проверке столкнулся с эффектом зависимости чувствительности метода от объема сварочной ванны (по крайней мере, мне так показалось). На малых токах заметны дефекты, на больших - нет. Потому и открыл тему.
-
@LamoBOT, спасибо! Да, баллон меняли. В свой баллон у нас не заправляют. Сейчас задача с тремя неизвестными: загрязнение в газовом тракте горелки, либо неисправность горелки, либо загрязнение газа. Пойду устранять неизвестные. По методике пробы на пятно: действительно ли проба при малом токе (маленьком объеме ванны) чувствительнее к загрязнениям? Или я ошибаюсь?
-
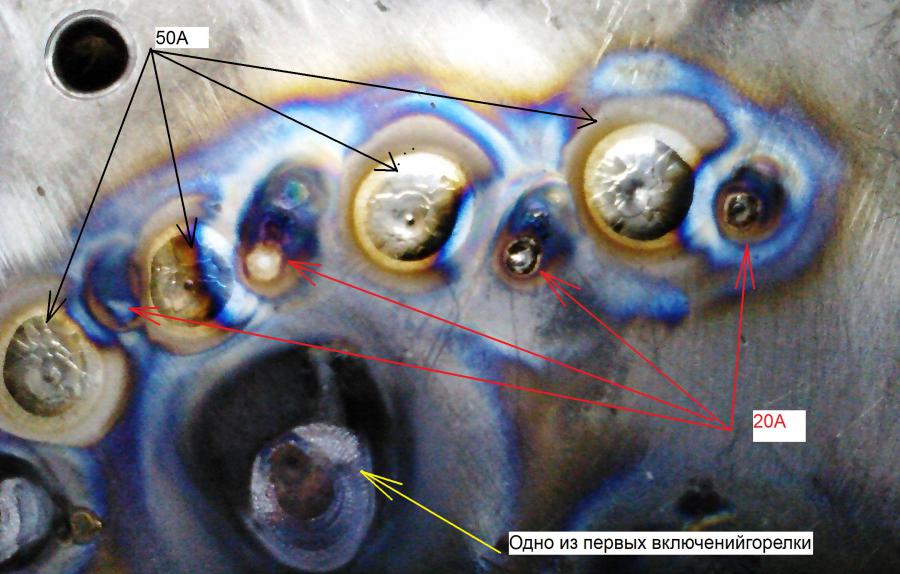
На фото ряд последовательно сделанных проб "на пятно" на титане при сварочных токах 20А и 50А. На токе 50А пятно диаметром около 5 мм выглядит (имхо) удовлетворительно. Серебристое или светло-соломенное. Настораживает, что поверхность пятна получается не зеркально ровной. На токе 20А пятно диаметром около 2 мм никуда не годится . Цвет побежалости от голубого и хуже. Материал: пластина из титана толщиной 2,5 мм. Марка сплава неизвестна. Состояние поверхности хорошее. Непосредственно перед пробой участок диаметром около 20 мм зачищался наждачной бумагой №1000 до металлического блеска, не обезжиривался (но и руками я его не лапал). Горелка: SR17, сопло №6, электрод WL15 диаметром 1,6мм. Вылет электрода 3мм. Горелка новая. При пробных продувках горелки (без тока) явно ощущается запах резины. Защитный газ: аргон, по сертификату чистота 99,999%. Но сертификат выдавался на сжиженный аргон (поставка из Липецка), который местный продавец, чтобы избежать потерь, сразу же по получении газифицирует, закачивает в баллоны и хранит в баллонах до следующей поставки. На аргон я "грешу" в последнюю очередь. Если все-таки дело в аргоне, очень печально. Расход газа: 10 л/мин. Пробовал от 7 до 20 л/мин., результат схожий. Температура в помещении около +10С. Конденсата нет. Сквозняков нет. Предгаз 7с. ВЧ-поджиг. Нарастание тока 3с. Прогревал ванну несколько секунд, держа горелку вертикально, длина дуги не более 2 мм. Спад тока 3с. Постгаз 7с, при этом темно-красное свечение ЗТВ диаметром 10-15 мм (ток 50А) угасало в течение 2-3 с. Я очень озадачен. Очевидно, что в атмосфере над сварочной ванной есть загрязнения. Полагаю, что на токе 50А объем ванны больше, и расплавленный титан в состоянии эти загрязнения растворить. На токе 20А ванна слишком мала. Что вы думаете по этому поводу? Есть ли стандартные методики для пробы на пятно? Существуют ли другие простые методы проверки чистоты аргона? Если дело в горелке, то как бороться? Попытаться ее "прокалить", поработать на максимальном токе? Промыть спиртом?
-
Я не профессиональный сварщик, и мое мнение о маске недорого стоит. Но раз все молчат - скажу. В маске Викинг 3350 баловался TIG-сваркой на токах от 20 до 60А. Все заявленные характеристики маска выдает. Пропусков и ложных срабатываний не было ни разу. Картинка четкая, никакого "зерна" или снижения контрастности не заметил. Цветовой тон светофильтра зеленоватый, как в светлом, так и в затемненном состоянии. По всему полю светофильтра затемнение равномерное. В незатемненном состоянии все отлично видно даже при не очень ярком общем освещении (3 светильника на 2х32Вт люминесцентные лампы, помещение 6,5х4,5м). На голове сидит удобно. Обзор шикарный, по вертикали возможно даже избыточный. Если поставить под маску линзы (или бинокулярную лупу), это совершенно не будет мешать. Мне понравилось.
-
Нарыл пару ГОСТов по теме: ГОСТ Р 12.4.238-2007 ССБТ. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия ГОСТ Р 12.4.230.2-2008 ССБТ. Средства индивидуальной защиты глаз. Методы испытаний оптических и неоптических параметров В последнем ГОСТе дана методика испытаний на светорассеяние. Даже две: основная и упрощенная (приложение Г). Но и для упрощенной методики нужны лазер, пара объективов, диафрагмы и фотоумножитель. Я не оптик и могу очень ошибаться, но похоже что повышенное светорассеяние будет всего лишь снижать контрастность наблюдаемой картинки (что-то вроде фотографирования через загрязненный объектив). Сравнение с Full HD и DVD некорректно. PS На качество маски Speedglass 100 вроде бы никто не жалуется, а между тем у нее оптический класс 1/2/2/3. Оптический класс в маске - не самое главное?
-
@Mitrich83, спасибо за ссылку! По Viking 2450 ситуация вообще странная. Есть две разные маски: для США Viking 2450D с цифровой регулировкой, затемнением 6-13, классом 1/1/1/1, и для Европы Viking 2450 с "крутилкой", затемнением 9-13, классом скорее всего 1/2/1/1 (с сайта Lincoln Electric pdf с мануалом не грузится!). Причем не только в России, но и в Великобритании продается европейский вариант.
-
Боюсь, что ситуация - как всегда с Китаем. Все эти АСФ делаются на одном и том же конвейере. Отбраковку от Линкольна продает Текмен под своим именем, на 25% дешевле. Обычно соответствие стандарту декларирует производитель. Тестирование Викингов для Линкольн Электрик проводила независимая лаборатория Colts Labs, о чем свидетельствует их логотип над строкой оптического класса. Очень надеюсь, что если они намеряли 1/2/1/1, тот там действительно 1/2/1/1. Насколько будет мешать 2-й класс по диффузии света, не знаю. В популярных статьях пишут, что 1-й класс экв. Full HD, 2-й кл. экв. DVD и 3-й кл. экв. VHS -качеству картинки, но мне лично в это не верится. Сам стандарт EN379:2003 почитать нет возможности, его предлагают скачать только за деньги, по цене маски. На англоязычных форумах Викинги хвалят, но Миллеры и Спидглассы хвалят больше чаще.
-
, я бы не был столь категоричен. По моему скромному мнению, классической TIG-сваркой можно выполнить (почти) все работы, что и микроплазменной. При этом оборудование TIG проще и дешевле: не нужно блока водяного охлаждения, источника питания косвенной дуги (я надеюсь обойтись реостатом), второго ротаметра на малый расход газа, горелка намного проще. Я "заморочился" с микроплазменной сваркой потому что хочу варить сложные пространственные швы (тавровые соединения тонкостенных труб), а сварщик я, откровенно говоря, никакой . Профессионалы с верным глазом и твердой рукой выполняют такие работы обычной TIG-сваркой, и швы у них как картинка. Скромно надеюсь, что с плазмой мне будет легче, т.к. она "прощает" изменение длины дуги на пару миллиметров. И еще хочется попробовать наплавку.
-
Подбираю маску-хамелеон для TIG сварки на малых токах и микроплазменной сварки/наплавки. Понравилась Lincoln Electrics Viking 3350. Вроде как по всем параметрам подходит: TIG-рейтинг от 2А; поле зрения 95x85 мм, затемнение в выключенном состоянии 3,5 DIN; регулировка от 6 до 13 DIN. На сайте Lincoln указана цена (Industrial Price) $269. В России за нее просят не в 1,5-2 раза, а всего на ~1000р дороже, что (ИМХО) свидетельствует о правильной работе Lincoln Electric с локальными торговыми представителями Насторожило, что в инструкции к маске не указан оптический класс картриджа. Но я его отыскал на эскизе картриджа (стр.5, вид изнутри маски): 1/2/1/1 379CE. Ошибки быть не может: у китайского "близнеца" этого картриджа TECMEN ADF 820S класс 1/2/1/1 379CE указан в спецификации. Видимо, похвастаться было нечем, а врать Lincoln Electric не захотел, поэтому предпочел про оптический класс в спецификации на маску промолчать. Кто нибудь пробовал Viking 3350 (или ее аналоги) в работе? Насколько критичен 2-й класс по диффузии света? Или взять младшую маску Viking 2450? У ней окно поменьше (97х62 мм), но оптический класс 1/1/1/1 379CE?
-
Вероятно, она. Эта особенность была описана в сервисном мануале. В руководстве пользователя порядок поджига дуги подробно не раскрыт. Функция реализуется программно, средствами микроконтроллера, установленного на плате DC/AC преобразователя. Меня эта "фишка" обеспокоила, т.к. для плазмотрона она (ИМХО) не полезна, и без нарушения гарантии ее никак не обойти.
-
У аппарата GROVERS WSME-200 AC/DC PULSED TIG, который любезно рекомендовал Tehsvar, оказывается, есть не только множество братьев-близнецов, среди которых попадаются и китайцы, и англичане, и даже болгарин (!). Я нашел его папу и дядю!!! Причем оба - с довольно-таки известной фамилией. Но папа - европеец, а дядя - чистокровный американец. Thermal Arc 202 AC/DC (Part Number W1006305) активно продвигают в Европе, а на американском континенте про него молчат. Сличение фото внутренностей Гроверса (www.ЧМ.ru) и "взрывной" схемы из мануала позволило с большой долей вероятности предположить, что "потрошка" у них один-в-один. От китайской "мамы" Гроверс и братья унаследовали лишь слегка модифицированный дизайн панели управления. Thermal Arc 186 AC/DC (Part Number W1006300) наоборот, присутствует только в американской части суши, в Европах про него молчат. Совпадает с 202-м не только по характеристикам и дизайну, но и по Part Numbers практически всех компонентов. Я заметил, что дроссель у него другой. И о наличии в составе 186-го аппарата платы сетевого фильтра помех американцы не заявляют. Может, и правда нет фильтра? Thermal Arc - фирма известная, на иностранных форумах об их продукции негатива не нашел. Решил попробовать Гроверса в своем проекте. Всем спасибо за участие и советы! Алексею персональное спасибо за скидочку! Очень жду прихода аппарата!
-
@tehsvar, В ESAB как раз получается наоборот: в режиме TIG HF он всегда начинает поджиг при обратной полярности ("+" на электроде). В анодном пятне выделяется больше тепла, электрод быстрее разогревается. В режиме TIG-DC он после поджига дуги переключается в прямую полярность. Вот цитата (IGBT1...IGBT4 - транзисторы моста DC/AC преобразователя):
-
@LamoBOT, EWM Microplasma 50 без горелки, охладителя, пульта управления вот здесь продается за 260 т.р. Добавьте все необходимое, и получится примерно 10 т. евро. Установка "все-в-одном" Thermal Arc Ultima 150 с горелкой будет стоить в России (по словам представителя Thermal Arc) 9804 евро без НДС. В США эти аппараты продают за $8,015.95. На e-bay есть предложения значительно дешевле. Вот только вес установки в упаковке 75 кг (хоть она и инверторная). @tehsvar, огромное спасибо! Еще вопрос по GROVERS WSME-200 AC/DC PULSED TIG, если можно: HF-старт в режиме TIG DС происходит на прямой полярности ("-" на электроде)? Или он, как ESAB Caddy TIG 2200 AC/DC, при розжиге подает на горелку "+", а после розжига переключается в прямую полярность (Service Manual с.25)?
-
По отечественным горелкам я информацией не располагаю. Как писал выше, я их не искал потому что (вероятно, ошибочно?) решил, что они уже "в прошлом". За рубежом горелки делают (список неполный): TBi Industries. За горелку PLP-200S (сварочный ток 50-200А) попросили 1390 евро. Изготовление на заказ. Горелка для микроплазменной сварки TBi PLP-50 (ток 3-50А) снята с производства. EWM за горелку PHB-50 (ток до 50А) просит 46661,66 р. Когда я попытался узнать у менеджера по продажам EWM Russia комплектность поставки и наличие расходников, то услышал, что "горелка поставляется полностью готовой к работе, но вольфрамового электрода в ней нет". Autogen-Ritter. За горелку PHB 50 (до 50А) со склада в Питере просят 1030 евро. Abicor Binzel за горелку Abiplaz Weld 100W хочет 1495 евро. Срок изготовления 6-8 недель. Вот здесь продают ряд немецких горелок. Самая дешевая - Plasma-Handschweißbrenner PlaTo100-H - стоит 920 евро без ихнего НДС. Я остановился на американской горелке Thermal Arc PWH-2A. Разработка старая, вероятно, даже 70-х годов. Но во-первых, она хорошо документирована. Во-вторых, оригинальные горелки Thermal Arc и все расходники к ним продаются на www.rapidwelding.com. За PWH-2A просят 806 евро. В результате переговоров выяснилось, что НДС в счет не включают, платеж карточкой принимают, в Россию шлют (в некоторых случаях даже бесплатно). В-третьих, у горелок Thermal Arc нашлось аж три клона: американский (?) Arc-zone, китайский TONKS и чешский Thermacut. У Термаката (представительство в Челябинске) сторговал горелку в сборе за 630 евро, и ЗИП (колпачки, сопла, диффузоры, электроды и проч.). Пары нужных мне позиций в каталоге Термакат не оказалось, дозаказал в rapidwelding. Всего горелка с практически полным ЗИПом потянула на 49 тыс.р. Выше, в п.п. 1-5 указаны цены за горелки без ЗИП.
-
@Reankor 2002, установка на Вашем фото, похоже, в комплектном и работоспособном состоянии! Да, именно микроплазменную установку я и планирую собрать, на базе чешского клона горелки от Thermal Arc (США). Ценник на импортные комплектные установки (Ultima 150 от Thermal Arc, Microplasma 20 - Microplasma 120 от EWM) начинается с 10 000 евро. Мне показалось, что это неоправданно дорого . Если комплектоваться нормальным TIG инвертором с покупным блоком жидкостного охлаждения, и сколхозить только панель для горелки (питание дежурной дуги через реостат), выйдет в 2-3 раза дешевле. Заодно в хозяйстве будет полный комплект для TIG сварки. А микроплазменные установки советского производства я,честно говоря, и не пытался искать. Они не были широко распространены, подумал что их "в живых" уже не осталось...