Лидеры




Популярный контент
Показан контент с высокой репутацией 21.11.2015 в Сообщения
-
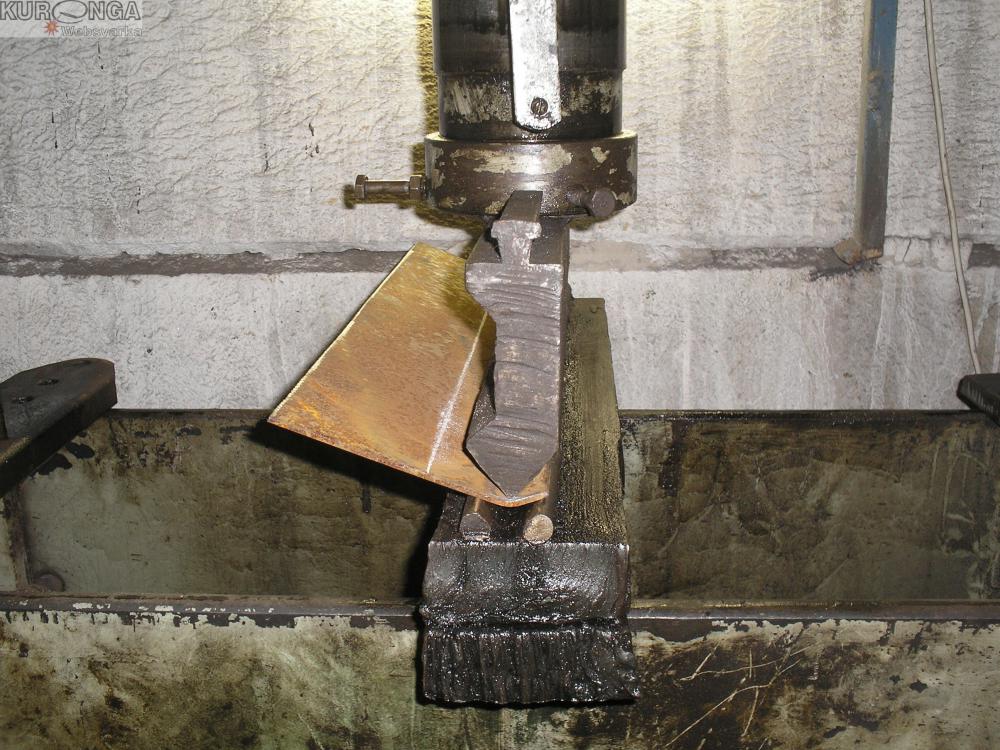
Испытал новую горелку для ГПН. Пациент-гидроразделитель с карьерного экскаватора. Пациента уже пробовали лечить. Выбрал "шов" и "околошовную зону". Прогрел деталь в массе до 450 град. Заплавил ГПН. Поскольку толщина наплавленного слоя была приличная, прямо на горячую отковал. Колошматил долго, вплоть до полного остывания детали. Не лопнуло. Собрал и отдал заказчику.
 17 баллов
17 баллов -
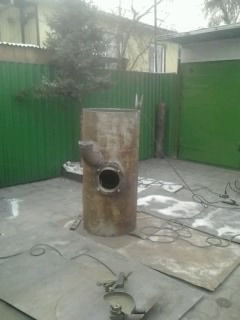
Банная печь, доделал сегодня. Если бы Вова не помогал, еще бы долго делал, а так я ему только заготовки подавал а он обваривал. Холодно на улице варить. Да и я не люблю работать зимой, осенью, весной и летом.
14 баллов
-
У меня тоже мелочь , своеобразная . И , чувствую , надолго . Дабы облегчить и ускорить процесс пришлось сделать пару вещей - " выставлялку " и вращатель ( http://websvarka.ru/talk/topic/5496-ersatz-vraschatel/?p=169604 ) . На первой приблуде удобно и быстро собирать отводы - зазор "автоматом" выставляется и в плоскости не уводит . Со вторым изделием особо ковыряться было некогда да и не с чем ( в плане материала и реализации) , так что всё из того , что под ногами и руками . Небольшой видео обзор работы прибамбаса https://www.youtube.com/watch?v=cAEjrt3XzkU&feature=youtu.be Раньше трубу катал по направляющим , но на ПА это сопряжено с некоторым неудобством ( при РДС такой проблемы нет ) - во время вращения иной раз труба "примерзает" к направляющей . Если варить не точками , а постоянно , то такой проблемы нет . В общем устроился поудобнее и наварил немного . Не напрягаясь .
12 баллов
-
Фартук на врезку ф150. П.А. Kemppi, 2.5 м/мин. 20.6 вольт, СО2 4 кгс/см2. Начинает что-то получаться)
10 баллов
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
8 баллов
-
Нерж 304,толщ. 4
7 баллов
-
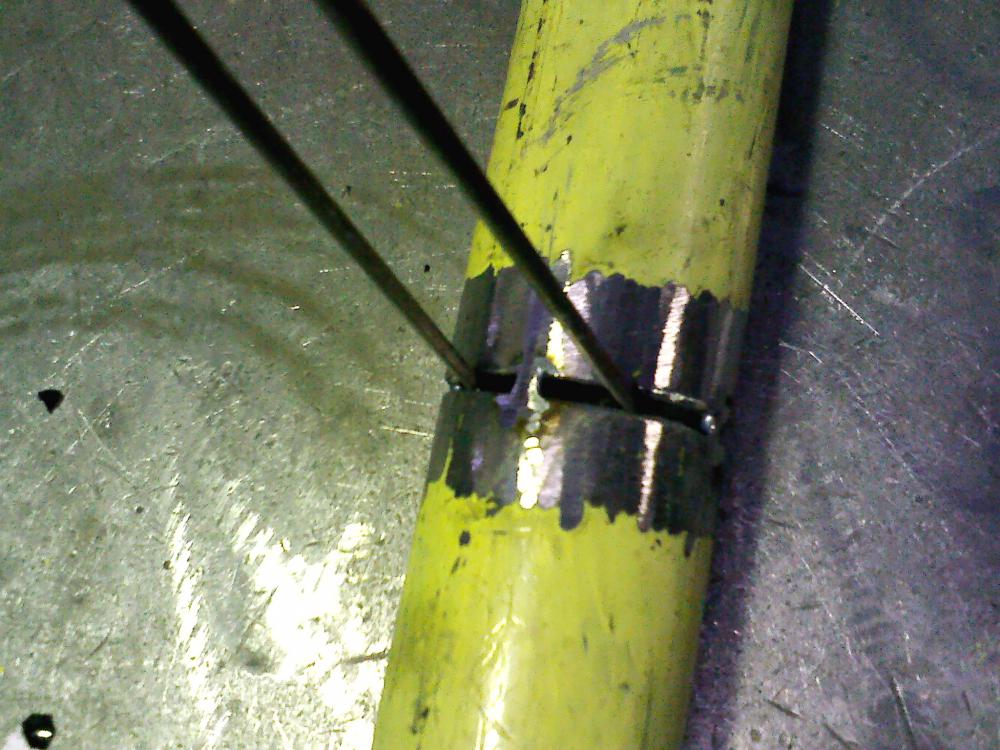
Сразу оговорюсь , что "эталонной" подготовки и сборки катушки не было и не подразумевалось . Видео было сделано по просьбе одного нашего коллеги . Именно со стороны , в плане положения и перемещения электрода , а заодно зазора , тока и т.п. Пробовал с маленьким зазором - как поворотные стыки варю , но качество меня не удовлетворило . Следствие того , что практики , в силу использования других приёмов сварки , в этом направлении мало , равно как неповоротных стыков РДС в частности . Уже несколько лет корень или ТИГ , или ПА . Пришлось вспомнить былое . Зазор 2,6мм , эл. LB-52U ф 2,6мм , ток 35А ,ф трубы 57 х 4 . Более детально снять процесс нет возможности , но при случае обязательно попробую , а пока только так . https://www.youtube.com/watch?v=CEnHddEOPqM
7 баллов
-
Заказали сделать из старого двигателя и бачка из нержавейки дробилку, чтоб на хлебзаводе оставшийся хлеб не выкидывать, а делать из него панировочные сухари. Вот что вышло.
6 баллов
-
Приятно найти и впервые увидеть со стороны дело, куда приложились и мои руки (купол) а здесь чуток только (лифтовая шахта)
6 баллов
-
Горелка EuroJet XJ-8. Горелка хорошая. Исполнена очень добротно. ГН-2 рядом с ней выглядит игрушечной. По качеству работы ГН-2 (если нормально собрана) почти не уступает ЕвроДжету. Но, у ЕвроДжета сопло можно поворачивать даже в процессе работы (мундштуки затягиваются гайкой от руки) и производить наплавку на наклонные поверхности. У ГН-2 мундштук притягивается гайкой с ключа. Потому сопло так просто не повертишь За счёт прогрева в массе и медленного остывания удалось избежать поводок. Продул внутренности, смазал маслом и затолкнул плунжеры с клапанами от руки.5 баллов
-
Зашёл к товарищу-кузнецу чайка попить. Слово за слово и вот я уже у наковальни с кувалдометром в тонких ручках. Короче, выковал, точнее - перековал, молоток для проковки шва при сварке чугуна холодным способом. Один боёк молотка сделал сферой, а другой боёк жалом. Сфера для доступных мест проковки, жало для мест, которые имеют ограниченный доступ. Сегодня молоток прошёл боевое крещение - отличная вышла штука! Если сферой бить, то она сама "находит" шов. Жалом надо прицеливаться, но зато можно подлезть между всяких завитушек которых хватает на чугуне.
5 баллов
-
Радиатор с МАЗА, пришлось вскрыть бачки, и на обварку.
5 баллов
-
@Ильдарка,я насчет всех швов ,фрезой не мешало бы пройтись по всем швам,дабы придать им более цивильный вид или пройтись еще раз горелкой чтобы сделать плавные переходы заварить кратера и убрать замки4 балла
-
А ведь это идея? ;-) https://www.youtube.com/watch?v=yeIS7XuUE3M4 балла
-
Всем здрасте!!!!! Вот фото отчёт, изладил я его всё таки))))) усилил накладками , присадка 4043, ток 140-200 .
4 балла
-
Продолжая тему животных https://www.youtube.com/watch?v=Nq0_t7U2-jc причём над дверью уже наколочены доски, а профлист придавлен кирпичём, матёрый)4 балла
-
Дождался. Мелочи всякие.
4 балла
-
@Svarshik_odinohka, Если они ещё "живые" , то сделаю . Если уже на пункте металлоприёма ( дело было неделю назад ) , то , по возможности , сделаю ещё один стык , но как по времени быстро - не обещаю . Постараюсь это дело запротоколировать на видео , дабы не возникло вопросов относительно подлога , подмены и других "неправомерных" действий - у нас есть персонажи для которых белое - чёрное . Качеством фото и съёмки придётся довольствоваться таким - качественная камера иссякла , а заводить другую не вижу смысла , так что телефон с таким разрешением - это всё , чем располагаю . Ещё хотелось бы заметить , что я не " практикующий неповоротник " ( в плане сварки корня РДС ) и видео не является обучающим . Эта тема имеет ноги из переписки , где я признал , что заварить неповоротный стык с минимальным зазором для меня куда проблемнее , чем с зазором . А вот поворотный стык наоборот , с минимальным удобнее . Кстати , вопрос касался именно труб относительно малого диаметра и толщиной стенки 3,5 - 4мм . Так же я забыл указать за прямую полярность на видео . На мой взгляд , немаловажный факт - сварка протекает совершенно по другому.2 балла
-
https://www.youtube.com/watch?v=8DDyX3fxGiw2 балла
-
http://www.youtube.com/watch?v=5j8A2OmBVmI2 балла
-
Для тяжело нагруженных конструкций,швы лучше делать сплавным переходом ,без замков и с заваренными кратерами,алюминиевые сплавы к ним очень чувствительны2 балла
-
Один в один с таким чудом работаю!(все глаза измазолил). Я то нормально зарабатываю а этот как пёсик и начальник у него хороший,ведь за брак по пьянке особо не трогает бывает и нальёт ему(зато дауну платят в 2 раза меньше и на деньги его кидают он же не бе не ме 2-ух слов связать не может)мне аж жалко его.2 балла
-
Замена-заглушки-блока-двигателя. Проволока катанка Ф6 мм ,гиря от весов.
2 балла
-
Достал меня этот "медный чайник" сегодня решил проверить на герметичность и налил воды в него , носик держит и все нормально а вот зафальцованное дно не сразу но дало небольшую утечку. Позвонил хозяину он не в курсе и говорит может тоже текло, а может после сварки носика потянуло . Не стал заморачиваться с CuSi3 и решил медь надобно медью и заварить , так и сделал.
2 балла
-
Корзина для одного запасного колеса на грузовой прицеп И последний штрих, грунтовка ГФ-021 Восемь часов плодотворного труда, фура на месте завтра ставим.
2 балла
-
Часть первая: Через терни к звездам. Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают. Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм. Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина. Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили. 1. Ротационное формование12Х18Н10Т 3 мм диаметр 240 мм с отверстием по центру.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеРезультат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения12Х18Н10Т 1,5 мм диаметр 200 мм .Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателерадусные трещины и гофры на юбке, недокатан.2Х18Н10Т 3 мм диаметр 190 мм.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеГофра и продольная трещина в месте утонения. В результате обработки напильником получилось чудо юдо рыба кит. Ну и при шлифовке вылезло. Так и стоит в музее завода у дяди Васи в инструментальном ящике. Часть вторая: Эх, молодежь! Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш. Теперь их стало в два раза больше. 2.Получение полусферы методом штамповки на гдравлческом прессе 160 кг/см212Х18Н10Т 1 мм диаметр 235 мм.Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.гофра на юбке Продолжение следует.
2 балла
-
Немного "апгрейдил" свой недовращатель . Момент фиксации в таком положении ранее не предусматривался , а когда подвалило работы такого плана , то чуть мозг не сломал в поисках решения . И городить не из чего , да и не хочется нагромождать ... Решил всё по простому , без лишних наворотов . Монтаж - демонтаж считанные минуты , по "затратам" - пустяки .
2 балла
-
@ЛехаКолыма,ремонтировал как то фуру свиновозку,импортная,трехэтажная (три уровня).Швы заводские варены п/а,ремонт состоял в подварке трещин,которые пошли по кратерам на концах швов.Треснуло много швов на вертикальных стойках по бортам в сопряжениях с поперечными,был удивлен,что с завода идут с таким браком.1 балл
-
Северное Нагорное ?1 балл
-
Это потому что все занимаются гаданием на вашей кофейной гуще. Вроде все хорошо а результата нет.1 балл
-
Делал одному сантехнику приспособу для врезки в стояки... он резал коронками на весу до этого... он в ролике всё рассказывает. http://www.youtube.com/watch?v=VEQk1Xj4Tdc1 балл
-
Их и сейчас выпускают и продаются они лучше чем ЭВО.1 балл
-
Dmitry1962, Так делать не стал пошел по пути сварщика . Зубилом выковыривать, не вариант. Забивали заглушку, подобрав головку из набора по внутреннему диаметру заглушки.1 балл
-
Нет, Максим, при сварке электродом или полуавтоматом трикотажные арамидные перчатки сгорят очень быстро. Трикотаж у перчатки плохо держит искры и брызги( из-за низкого класса вязки перчатки).1 балл
-
http://www.youtube.com/watch?v=EUwZ4ROP1m81 балл
-
Это больше зависит от того кто варит, а не от аппарата. И кстати можно было бы обварить намного лучше, и даже не понадобились бы электроды 2мм.1 балл
-
выкинуть и новую ставить. если рама поведенная без стапеля мало вероятно что получиться, если еще спорт.1 балл
-
Если владеете программой "компас" можете начертить деталь с разделкой кромок и формой сварного шва и посчитать площадь сечения1 балл
-
Изучайте norm_rashoda_svar_mater_pri_sv_pod_flysom.rar Нормирование расхода покрытых электродов при РДС и наплавке.djvu Нормирование расхода сварочных материалов при сварке под флюсом.djvu пособие по нормирование электродных материалов.djvu расчет массы наплавленого металла.rtf1 балл
-
Тут судя по фото предыдущий ремонт очень похож на халтуру:трещины по шву, или не проварен корень или неправильно подобрали присадку.Все это выбирать под корень1 балл
-
Ну чего вам посоветовать, тем паче по фото. Агрегат как агрегат , вооружайтесь рулеткой линейками уровнями и прочем измерительным инструментом какой на ум придет, меряйте диагонали и прочее , в общем полная ревизия трещин и прочего, план составить где лучше усилить и т.п. Ну и материал подготовить и в бой.1 балл
-
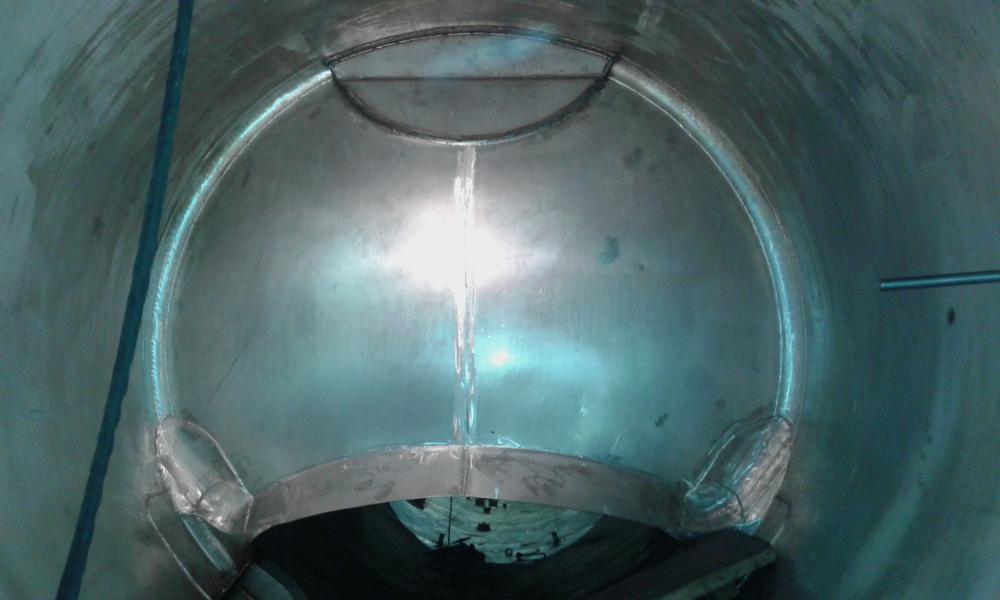
Всем привет! Наконец-то стало получаться нержу варить Тигом. Делаем в цистерне из общей секции, три глухих. Запечатываем две перегордки и добавляем сливы. Подскажите, может есть колхозные средства для протравы, времени на заказ специальных травильных средств нет.
1 балл
-
Хоть и не сварочный. но всё равно аппарат HYPERTHERM POWERMAX 45
1 балл
-
Цельнотянутый наконечник хорошо проводит тепло и поэтому не перегревается.Хлопать не будет не переживайте. Я когда варил операции на трубах 50-89мм то использовал цельнотянутые медные наконечники производства СССР к горелке Г-2-04,и они не хлопали и не перегревались как обычные.Но они конечно по сравнению с современными цельнотянутыми гораздо толще и тяжелее в тех же номерах.Да и книжка пишет что для сварки стали большой толщины и для так называемых тяжелых условий разработаны и используются именно цельнотянутые наконечники. Приводятся примеры наконечников к горелке ГС-53.Наконечники НАТ-5.НАТ-6.НАТ-7.НАТ-8.Написано что это теплоустойчивые наконечники. У меня есть наконечник с маркировкой НАТ-5 и это обычный цельнотянутый наконечник из толстостенной медной трубки. Книжка.В.В.Рыбаков.Учебник газосварщика.МАШГИЗ 1961.В этой книге про это рассказывается1 балл
-
Я тут показал, как варить миллиметровку электродами 3.2 и 2.6мм. https://www.youtube.com/watch?v=utbIE6zOHIQ1 балл
-
https://www.youtube.com/watch?v=TretgQ7kNxo1 балл
-
@saper24, Я вот так держу зазор. Копировал с конкурса. "Обратите внимание на деревяшку. Это не просто деревянная линейка. Она сточена на фуганке под размер. Керамика лежит на ее поверхности, а между соплом и металлом всегда стабильный зазор 1 мм, поэтому расходники я меняю очень редко. А этих деревянных линеек могу на деревообрабатывающем станке нарезать хоть миллион. http://websvarka.ru/talk/uploads/monthly_07_2015/post-13060-0-14921100-1436115583_thumb.jpg" А потом эти линейки поджаренные в топку (баня, мангал и т.д)1 балл
-
из интернета Без цепи
1 балл
-
@Георгий 11, На то и есть технология. У двоих получается, у троих - нет. А по правильно написанной технологии должно получаться у всех.1 балл
-
уже написал много, и решил что показать на примере будет нагляднее, какой тип соединения из ГОСТа вас интересует?1 балл