Лидеры




Популярный контент
Показан контент с высокой репутацией 23.09.2012 во всех областях
-
Трубы снова сунули на работе. Нестандартные 5" 304, своеобразное "колено" собирается из пяти, нарезанных под разными углами, элементов. Сначала собираю центральные три, варю два стыка. Потом добавляю концевые куски по одному. Сразу всю собрать нельзя, деформации на швах разные, а финальный размер должен иметь строгий угол. Т.е. на концевых стыках уже регулируешь зазор под шаблон. Собранное: http://s018.radikal.ru/i516/1209/9e/c15062d1e405.jpg Корень: http://s019.radikal.ru/i600/1209/0c/3515d5ac1fb8.jpg Заполнение: http://s019.radikal.ru/i600/1209/a9/0d52ff3aeec2.jpg Облицовка: http://i032.radikal.ru/1209/cc/1e14da6b03ee.jpg Обратный шов: http://s017.radikal.ru/i409/1209/38/a86d7e0a11c0.jpg Контроль - рентген. Токи: корень - 125, заполнение - 130, перекрытие - 125. Проволока везде 2.4.7 баллов
-
Нас только местный поддув спасал и аргон меньше улетает.
 4 балла
4 балла -
Сегодняшняя облицовка (корень и заполнение тоже были Задача: сделать качественный шов, с возможностью последующего удаления усиления до 0,5mm. Сталь 09Г2С, электроды УОНИИ 13/55, ф4mm. Подогрев обязательно, тем более всю ночь был дождь и днем тоже. Результат мне не очень нравится, но получше, чем вчера. Хотя, опять поторопился с корнем и заполнением, поэтому решил показать только облицовку.
3 балла
-
ВДшки уже не те--и дисплей тебе и ПДУ, и режимов куча.
2 балла
-
@enser, ...а слушали на таком магнитофоне.
2 балла
-
Ничего хорошего, кроме KIND, перекрашенный, приличный китаец.1 балл
-
Вертикальный шов это самое лучшее положение для получения качественного провара с наибольшим контролем во время сварки. Плюс его в том, что учитывать надо всего один вектор движения - гравитацию. В других положениях к нему добавляется ещё и горизонтальное перемещение.1 балл
-
Берцы - всё-таки со шнурками обувь. На работе у кого-нибудь спроси, может есть у кого две пары кирзачей и одну могут отдать? Мои кирзачи, второй день работы Уже разносились немного и удобнее в них стало.
1 балл
-
Вот нашел,http://websvarka.ru/talk/index.php?showtopic=248&st=20 пост 29 там есть схема подключения осцилятора к трансформаторному сварочному.1 балл
-
Пару смешных песен, всем слесарям посвящается http://www.youtube.com/watch?v=-T8Cw32ktMU http://www.youtube.com/watch?feature=player_embedded&v=5lOnoMDM4Mk1 балл
-
А можно по конкретней, в каком сейчас регионе и что делаете? Наверно руководство транснефти даже не подозревает, что у них на трубе применяется ешё с десяток других марок электродов. РУКОВОДЯЩИЙ ДОКУМЕНТ СВАРКА ПРИ СТРОИТЕЛЬСТВЕ И КАПИТАЛЬНОМ РЕМОНТЕ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ. 2 Утвержден и введен в действие ОАО "АК "Транснефть". 3 Дата введения - 1.01.2006 г. Таблица 8.1 - http://www.infosait....ex.htm#i10787311 балл
-
вопрос из серии: как летать на самолете? У меня что-то "мертвая петля" не получается! Скиньте видеоматериал... 1) Купи учебник сварщика (уточни в любом ПТУ какой) 2) Найди опытного сварщика пусть покажет как варить. И если у тебя хоть чуть способностей есть заваришь через месяц без пор, а не "присрешь" как сейчас ("присрешь" - слово-профессионализм из арго сварщиков, так что не обижайссси ) Уважаю таких людей!!! Который при большом опыте пишут про себя " я не мастер". А к ЛБшным электродам привычку надо действительно - поры там постоянно: особенно стартовые или если электрод сыроват или дуга длинна....Будь здоров, брат!1 балл
-
ооо..гарик но моя бабушка ходит ..в утт-куу!!!! в утку ходит..бабушка моя!!! http://www.youtube.com/watch?v=7Sx1MshGCZo&feature=related1 балл
-
ГОСТ 5264-80 един для всех,это государственный стандарт,а Совесть всего лишь Лучший Контролёр.В книгах много чего пишут,а работать приходится по официальным документам.Тема называется "Св.швы" и совсем не подходит для дискуссий.1 балл
-
У нас государственные и отраслевые стандарты,а у Вас какие?Равнопрочность св.соединений определяется в том числе и св.напряжениями,вызванными формой валика.Неспроста Максим28 говорил,а я показывал про торцы и подрезы на продольном наборе корпуса.Там действуют как статические,так и динамические нагрузки,вибрации и т.п.Да и мех.испытания образцов это подтверждают. Иногда третий,четвёртый ,...,до полного калибра шва и сопряжения с основным металлом.1 балл
-
В Ирландии лево стороннее движение ?1 балл
-
Ну что, купил я её. Есть мелкие коцки по кузову. Сейчас нужно сделать сервис, поменять прокладку на поддоне, и скорее всего поменять тормозные диски с колодками. Кстати, попалась комплектация SVE, она идёт с дисковыми тормозами сзади, а не барабаны, как в основном у седанов. http://s017.radikal.ru/i430/1209/85/75e823e33caa.jpg http://s019.radikal.ru/i603/1209/e0/c49ca537435a.jpg http://s41.radikal.ru/i093/1209/f2/334515500b01.jpg http://s018.radikal.ru/i527/1209/04/3c8ba6ede54e.jpg1 балл
-
Вообще трубы такого малого диаметра лично мне доводится сваривать наверное раза два в год по этому сварка таких труб для меня одно мучение. В основном доводиться сваривать друбы больше 100мм в диаметре. В начале августа подтверждал "НАКС" ОХНВП 4. Дак там мастер по ручной сварке учил сваривать такие трубы на раз два. Объяснял что выставляешь ток ампер от 45 до 50 и быстро быстро размашестыми движениями свариваешь быстро передвигая конец электрода при этом не должен ни где его не придерживать. Т.е, растягиваешь св.вану примерно на один см. Конец электрода выходит за границу стыка на целый диаметр элеткрода. Вот так учили. Но при этом образуются не большие, но очень большое количество подрезов которые при проваре облицовки завариваются. Так учили. Но у Лб элетродов есть одна оссобеность если ими махать при сварке (Концом электрода) то есть большая вероятность образования пор как газовых так и с включением шлака. На своём опыте могу сказать чтобы получить ровный корень обратный без бугров и выбоин нужно контралировать глубину погружения конца элетрода в сварочную вану. При сварке поворотного стыка всё понятно можно разогнаться и сваривать быстро, будет меньший процент прожога и провала св. ваны внутрь трубы. А при сварке неповоротного стыка нужно быть аккуратным и стараться не прожечь кромки. При сварке не поворотного стыка не нужно размахивать концом электрода в разные стороны и ушь тем более забегать вперёд и возвращаться назад. Если видите что вот вот прожгёте лучше остановиться дасть остыть стыку обработать болгаркой сделать заход и проварить снова. Я не мастер сварки и на это место не притендую, написал как работаю сам и как учили. Может кому вышенаписанное и поможет. Да знаю что вариться в один проход. Но заказчики бывают такие..... что мама не горюй.1 балл
-
поддерживаю,нужно не как попало,а как надо (как положено)...ну и для всеобщего развития.... AlSi5 (ER-4043) - аналог проволок Св-AK5, Св-АК6 AlSi5 (ER-4043) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих кремний (Si) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки литейных Al-Si; Al-Si-Mg сплавов. Сварка на переменном токе AC. Защитный газ - Ar. ALSi12 (ER-4047) AlSi12 (ER-4047) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов с содержанием кремния (Si) до 12%. 4047 была первоначально разработана в качестве пайки сплавов, чтобы использовать преимущество своей низкой температурой плавления. Сварка на переменном токе AC. Защитный газ - Ar. AlMg5 (ER-5356) - аналог проволок Св-АМг5 AlMg5 (ER-5356) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих магний (Mg) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Сварка на переменном токе AC. Защитный газ - Ar. Al 99,5 (ER-1100) - аналог проволок Св.-А97, Св.-А85, Св.-АМц Al 99,5 (ER-1100) – беспримесные алюминиевые сварочные прутки для TIG сварки нелегированного алюминия. Высокая устойчивость к коррозии и превосходная удельная проводимость. Предназначены для сварки и наплавки алюминия и алюминиевых сплавов с максимальным содержанием легирующих элементов до 0,5%. Основные области применения: электромеханическая, химическая и пищевая промышленность. Эти нелегированные прутки используются при пламенном нанесении покрытия в процессе металлизации. Сварка на переменном токе AC. Защитный газ - Ar. Для силуминов само то,это ALSi12 (ER-4047),но на "без рыбье" AlSi5 (ER-4043) будет не плохо (зачастую хорошо).... Дима,а вот тут не надо понимать,это так "фуфло",потом;.лопнет,треснет,разлетится.... @mouse812 А99 или А97,как вариант,но не предсказуемый.... Вы хоть и "инженер"-но зачем "Русскую рулетку" советовать,ведь есть же правильные материалы.....Кстати,чуть не забыл,"по секрету" у Миротворца и Tig гораздо больший опыт работы с Ал сплавами ,так что стоит прислушиваться.... э-эх ступени,ступени........1 балл
-
Тема заезжана прям до не могу.Сварка должна выполняться без отрыва. Все что говориться трубы гнилые, электроды плохие, электроды рутиловые - Это все отмазка, люди плывут по течению, что им сказали то и варят, что дали тем и варят. Мы вели 219 газовую трубу на факел, привезли уонни мол это всеголишь газ на факел давление не большое, мол варите этим, у нас никто не стал варить, так как сейчас здесь уонни заваришь, они тебе их всегда будут совать, сидели ждали пока привезут ЛБ52. Есть руководящие документы, в которых описывается то, как должны быть выполнены работы. Если идет отклонение от условий - то это уже брак.Так что если вы варите Б/У трубы сырыми электродами, то можете забить на просвет и узк, по той простой причине, что нет смысла светить такой стык, так как даже при годном сварочном стыке, просвет покажет расслоение основного металла стенки Б\У трубы и естественно это брак.(хотя здесь надо подметить, что даже на наших котельных, ставят б\у и трубы и отводы и тройники и т.д. - так как экономят и это все брак, а то что проходит - неудивительно, у нас и авто ВАЗ - это европейское качество). Вот те жизненный прикол из темы как правильнее варить. Устраивался работать через кадровое агентство, отправили нас 8 чел в Воркуту, пока ехали в поезде общались, все прям спецы (самые сварщики из сварщиков). По приезду надо тестовую катушку варить, Кто заварит образец - встает на трубу с з\п 70000руб, кто не заварит - на металлоконструкции с зарплатой 50000руб. Ну так вот подходит чел и начинает варить отрывисто, сжигает электрод, ему говорят все хватит идешь на метал, второй варит такая же картина, тут мы и смекнули, что в этой конторе даже есть главный сварщик и его мнение - если кто варит отрывисто, его следует считают сварщиком с низкой квалификацией и на трубу не ставить. Короче из 8 человек, мы только вдвоем пошли на трубы с зарплатой 70000. Почему варят с отрывом и не могут варить без отрыва - да по тому, что в силу тех или иных обстоятельств завышают сварочный ток.На завышенном токе идет прожег, да и ванна не держится, убегает. Вот например: стык перед сваркой не был зачищен, при правильно подобранном токе электрод залипает из-за всякой грязи, вот увеличиваем ток варим прирывисто и типа все ок.Или просто привыкли все работать с балласниками, где погрешность 10-15А туда сюда гуляет и сами не понимают, что завышают ток.Я варил трубу 57х3,5 без отрыва, за один проход, так вот изменение тока всего на 1-2А давало большой результат, тогда варили так много стыков, что я приспособился подбирать ток одним взглядом на стык и в зависимости от зазора (который гулял всего на 1 мм) я ставил от 59А до 61А. Совет только один - варите без отрыва(учитесь, тренеруйтесь), а уж если варите гнилые трубы, то ни кто вам не мешает найти обрезок хорошей трубы,очистить его, правильно подогнать, взять нормальные электроды и учится варить без отрыва. Кстати вот когда допрут сварщики, что чем меньше d трубы, тем меньше нужен d электрода и заставят им это дать, вот тогда начнут прекрасно варить и мелкую трубу без отрыва. Насчет электродов, я прекрасно варю 57 трубу МР-3 без отрыва, так же прекрасно варю без отрыва трубы d 16 - 32, только электроды беру 2мм. А на счет легче, не легче - Мне без отрыва гораздо легче, да и быстрее - подогнанный и расхваченный стык 57 трубы - варю 6 минут с копейками, сжигая 2 электрода d 2,6мм.1 балл
-
Ну это я освоил в первую очередь когда учился, думал что я уже "крутой" сварщик и умение варить фольгу мне в жизни точно пригодится. Пригодилось, пару раз, в споре на "пиво"1 балл
-
Фольгу по простому . http://www.youtube.com/watch?v=qW7OeNDd0xU&feature=related1 балл
-
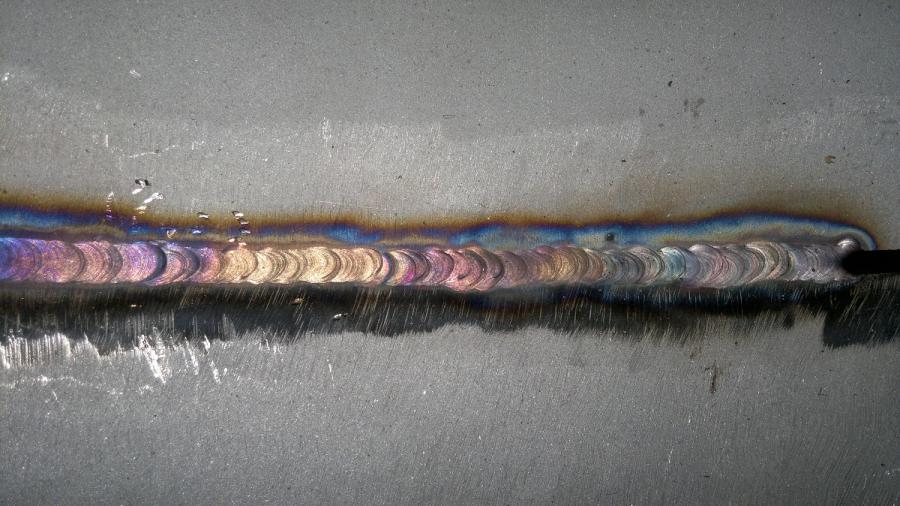
И в дополнение еще один образец- динамический тормоз, тоже нержавейка, тиг, ток от 50 до 70 А
1 балл