Лидеры




Популярный контент
Показан контент с высокой репутацией 03.02.2012 во всех областях
-
Сегодня днём звонит управляющий: У)Там чёто побежало, ты возьми кусок полосы с собой... Я) Полосы точно хватит? У) Да, наверно... Звоню слесарю: Чё там? С) Да там снизу немного бежит... Я) Я подлезу? С)Да! Только возьми с собой ещё кусок "тройки" Я) Мож тогда лучше кусок трубы вдоль распустить? С) Ненадо! Так заваришь! После увиденного, вспомнил пару "безотрывщиков" вот думаю кто бы сейчас зачистил всё вокруг, снял бы фаску , и электродиком ЛБ52 Ф2,6 безотрывно заварил за 5 минут Я) Ну и куда вы собрались лепить кусок полосы или пластину? С)Ты тогда прихвати эту пластину (3мм) к трубе, а мы его загнём вокруг трубы Я) ??? далее не литературное Я понял, что латать тут бессмысленно, кусок трубы надо вырезать и ставить. Просто заказчику гораздо дешевле залатаь, и мне меньше платить и не надо покупать краны, тройник, резьбы, метапол, фитинги. А слесаря за такую зарплату только ходят друг за другом лишнего движения не сделают, а тут же надо трубу резать.Отправил слесарей резать латку из трубы, и всё таки. попытался залатать и сразу же об этом пожалел, снизу сгнило напрочь, дыры от лектрода фотать я уже не стал. Потеряв в пустую час времени, заменил кусок совсем гнилой трубы на кусок не совсем гнилой с которым ещё час провозился.
 1 балл
1 балл -
Вот это "чудовище" мы городили полгода. С матюгами, с мамой Кузьмы,сколотили. Это промывочный шкаф, предназначен для очистки магниевых заготовок от стружки, за одним и обезжиривания оных.http://www.youtube.com/watch?v=nMQ7Pd8YzgY&list=FLtcOuTyCxlIbKoYOVifdi_g&index=1&feature=plpp_video Голос за кадром, мой. Пардоньте за нецензурную лексику.1 балл
-
Коллега по работе рассказал историю. Устроился к ним молодой сварщик,только закончил училище и сразу пошёл работать по специальности. Приняли нормально,видят парень старается,не филонит, в общем влился в коллектив. В один из дней, скорее всего в тяпницу, ибо кто хочет работать в последний день недели?, конечно же молодой. Надо было приварить 4 фланца к "грязевику", мужики всё подогнали,выставили, прихватили вланцы к концам труб, заболтили и сказали молодому "вари". Студент, взял под козырёк и скал "Легко." Оставили его одного обваривать фланцы. Пришли в кандейку,сели в доминошки гонять. Долго играли,часа 2 наверное, а молодого нету....ждут. Через некоторое время, вытирая пот со лба,нарисовался герой дня. Со словами " еб@л я в рот ваши зазоры !" Бросает электроды и щиток на пол. Спрашивают его " заварил?". он "да" Дядьки "ну,пойдём посмотрим где ты там зазоры увидел". Приходят,и наблюдают такую картину, расстояние между фланцами обварено, а сами стыки у фланцев к трубам,так и остались на прихватках. Как-то так.1 балл
-
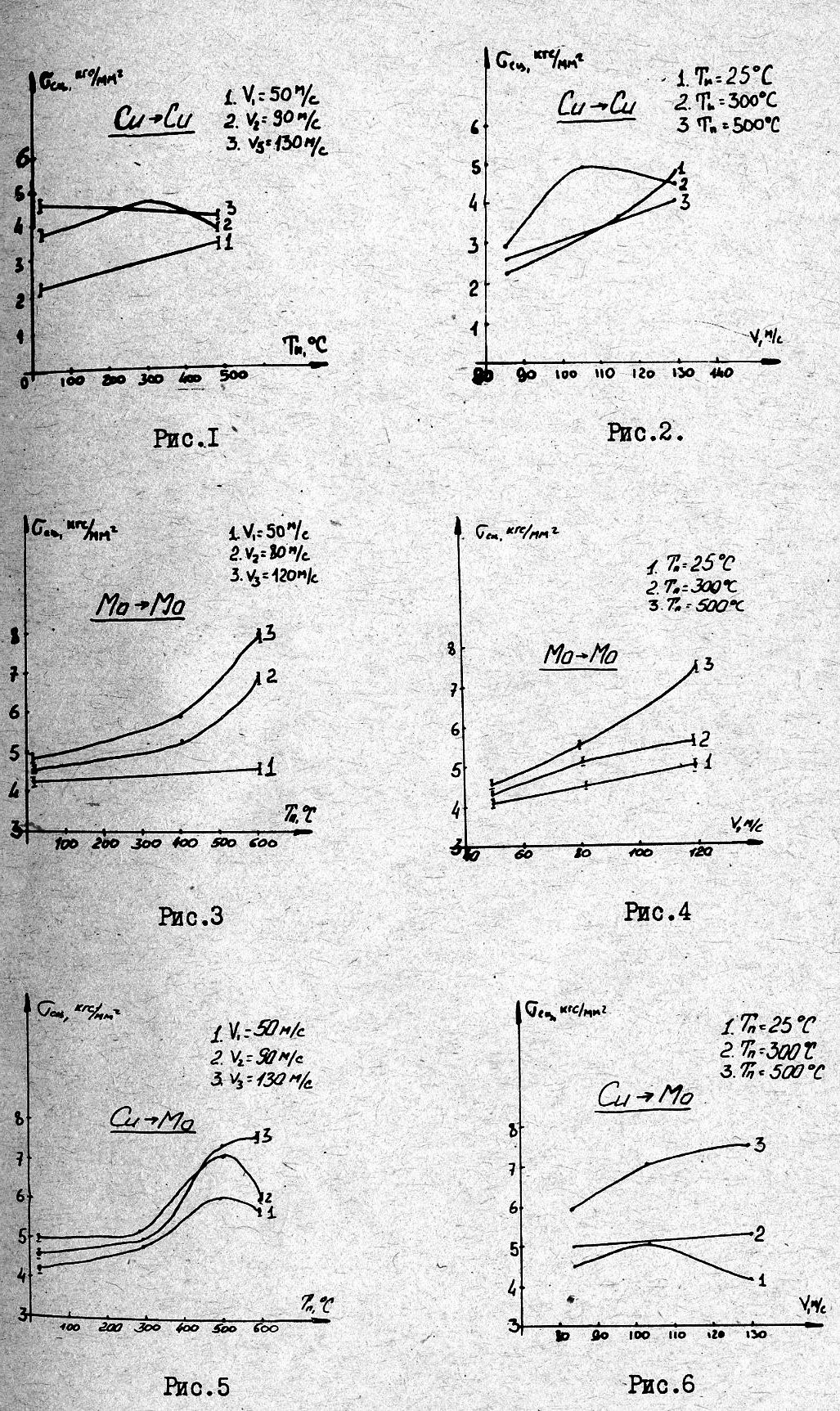
Да, не на научном, но для выбора способа восстановления изделия эти цифры очень важны. Я даже перевожу их в кг/мм2, так понятней клиентам. И величина когезии важна, пористость, коэффициент трения. Никель, который Romich напыляет на опорные шейки распредвала, в парах трения не применяется, т.к. в отсутствие или ограничении смазки (что часто бывает при превышении усилия сжатия или малых зазорах) идут задиры. По поводу адгезии. Цифры примерно как у плазменных покрытий (рис.) Из своего опыта - штифтовая методика очень не точная, много влияющих на точность измерения факторов, и к тому-же трудоемок процесс изготовления образцов. Мы в свое время от нее отказались и перешли на клеевой метод. Возникла проблема клея. Дело пошло, когда нашли в Шостке пленочный, если не ошибаюсь ВК-20. Площадь образца увеличили до 20 мм (штифты Ф4). А зто по какой методике? Трещины. Их зачастую замазывают компаундами, запаивают, запыляют... Течь перестает, но трещина остается. Качественный ремонт предполагает полное удаление трещины с последующей сваркой. Даже раздека и провар на 3/4 толщины в значительной мере ослабляет конструкцию - остается концентратор напряжений. Вибрация при работе механизма, термические циклы сделают свое черное дело. При сварке чугунных блоков (да и др. деталей из чугуна) в околошовной зоне есть микронадрывы, которые Кастолин предлагает запаивать. Вот в этом случае ДиМет может оказаться полезным. Но "лечить" трещины только напылением (радиаторы - другая тема)с моей точки зрения нельзя. Оно, конечно, напылить можно, и даже верю, что герметично получится, но есть большой риск, что "благодарный" клиент на счетчик поставит или, пардон, морду набьет. Про масло... Мне вот не понятно, неужели так трудно помыть и обезжирить напыляемую поверхность? Тем более, что в процессе напыления на нее осядет и прилипнет к смазке абразивный порошок. Для меня, да и для многих других, подготовка поверхности под напыление - "священная корова". Я даже пальцем запрещаю прикасаться к подготовленной под напыление поверхности. Сегодня разрешишь - завтра он грязной рукавицей ухватится. А потом стоит - глазами хлопает - "Отвалилось покрытие..." Детонационно-газовое напыление. Когда я работал в Туле пушки не было, мы напыляли в основном плазмой, меньше газом и ЭДМ. Детонационная установка "Днепр" была у нас в Апатитах. Тоже обстреливали подложку вначале корундом (подготовка поверхности) затем нужным для покрытия порошком, но потом от этого ушли - ствол дороже. Я этот метод почему упомянул - очень напоминает ХГН (или наоборот - ХГН детонацию). Кстати, не понятно, почему ХГН выделяют из категории "газотермическое напыление". Ведь в процессе участвуюет нагретый газ. Детонация в принципе то-же самое, только температура и скорости повыше. Нагрев и разгон порошка осуществляется за счет энергии продуктов детонации газовой смеси (обычно ацетилен+кислород). Скорость распространения детонационной волны 2000 - 4000 с/сек. Температура в зависимости от состава смеси 2200-5500С, скорость полета частиц 600 - 1000 м/сек, коэффициент использования порошка 50-70%, скорострельность 1-6 цикл/сек. Адгезия покрытий (не всех, конечно) достигает 160 МПа, пористость 0,5-1,0% При всех достоинствах этого метода он имеет и крупные недостатки (нужна шумоизоляция, работа в автоматическом режиме в серийном производстве) Детонация хорошо пошла для напыления коленвалов.
1 балл
-
(4)Крайние заготовки варим из3труб(32х46х6мм-2шт.и 32х6мм-1шт).Оба края собираем и свариваем в одном кондукторе (6труб),в середину укладываем (32х6мм-2шт),между собой несвариваются. (5)Сборка и сварка в панель. Выкладываем заготовки6+6+7+6+6,прихватываем.Далее пристыковываем крайние заготовки по 3(с обоих краёв),получаем 3+6+6+7+6+6+3,прихватываем,прижимаем панель в 4 местах(наравном расстоянии)…. (6)Свариваем по тому же принципу,от середины к краям «ёлочкой»через 500мм,даём немного остыть,довариваем остальное.Переворачиваем,прижимаем,варим так же… В итоге получили по ширине прогиб не более -3мм(середина),по длинне - 12мм("усохла"),давался припуск 50мм.... . http://websvarka.ru/talk/public/style_emoticons/default/cool.gif
1 балл
-
Кстати да, газ-то есть, оно ведь и безопасней работая в воде-то?! У нас электосварку используют только в крайнем случае да и на диаметрах больше 157. Грязевики например и магистрали, а на "солому" только газ. Вот тоже сегодняшний гемор, извиняюсь за качество с телефона, тоже по уши в воде, замена участка лежака, врезки и сборки. Всё парит, слесарь где-то рядом лазиет, пытается слить, на улице -23 и дом 3 подьезда остановлено отопление, горелку даже не тушил, все швы без перекуров. Дом запущен, осталось от врезки привязаться к стояку: з.ы. ...да, свет-то ведь только от горелки)))
1 балл