Лидеры




Популярный контент
Показан контент с высокой репутацией 07.01.2012 во всех областях
-
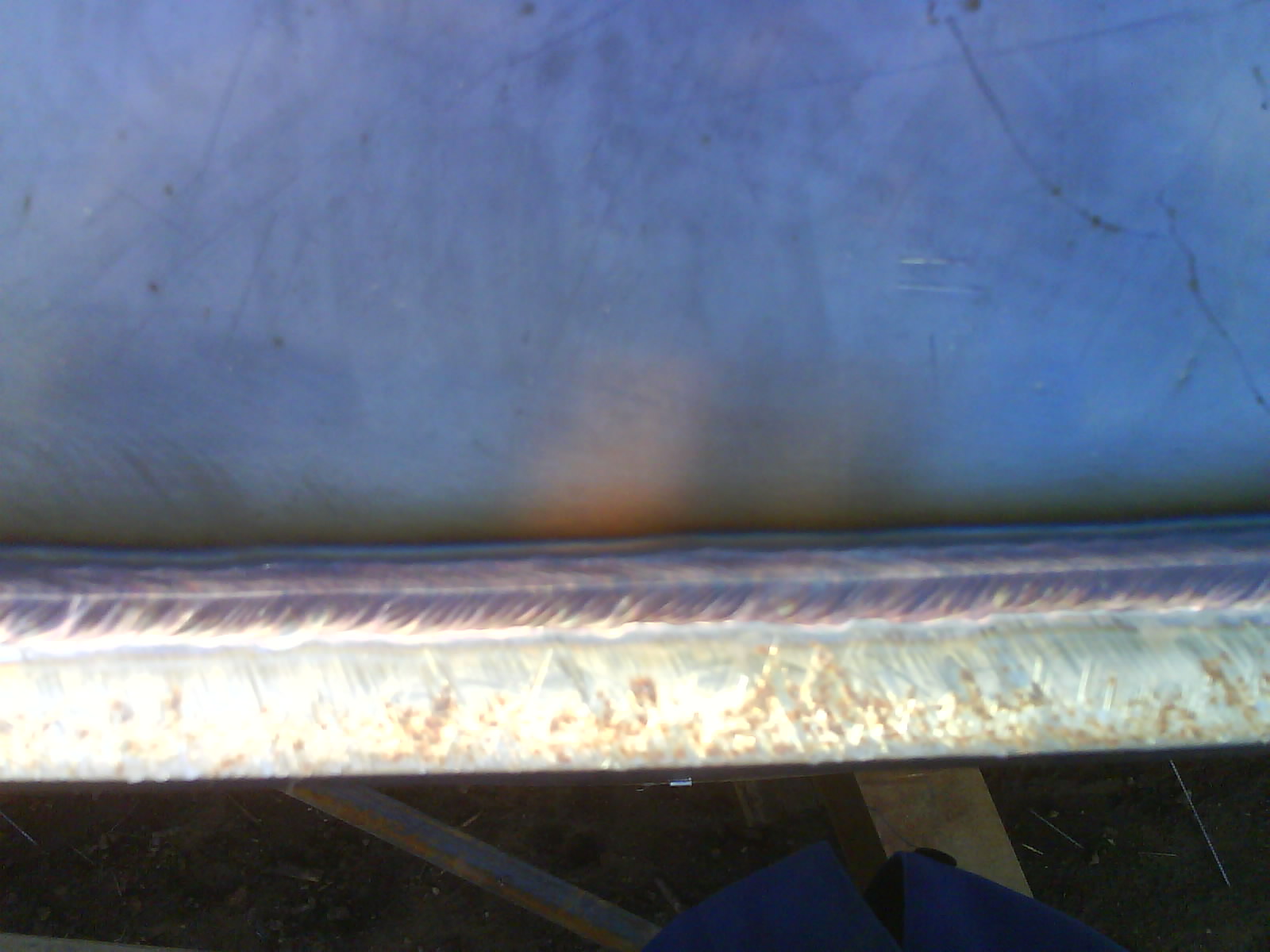
Труба Ф630мм.
 2 балла
2 балла -
Всех с новым годом. А я вцелом и говорил, что встречал сварного LB52U нефтепровод варит под просвет сверху вниз - корень и заполнение - да и нефтепровод это не показатель, ибо там контроль так себе(ну конечно есть где и серьезно смотрят, даже встречал мооди). А про целюлозу на газопроводе можно забыть - Требование газпрома запрещает сварку электродами с целюлозным покрытием, но я не сомневаюсь, что ими еще варят, и возможно будут варить многие фирмы. LB52U - это очень хороший электрод, но он очень хитрый и требует правильного обращения, поставить пору этим электродом - нетрудно. Ну сколько времени и при какой температуре на каждой пачке написано. Лично я практически не смотрю как были прокалены электроды - Подошел к печки взял электроды, папихал новые и пошел, а кто их до меня туда ложил и сколько они там лежали хрен его знает. Резаком не пробывал, как вариант можно сделать так - Берешь трубу 57 на один торец варишь пластинку, затем на получившуюся конструкцию надеваешь трубу 108 и привариваешь к пластине к которой уже приварена труба 57- Ну и в трубу 57 ложишь электроды и резаком нагреваешь внешнюю трубу несколько раз, минут по пять. Можно и еще проще сделать экспрес просушку - лист метала(чем толще тем лучше) привариваешь на него(поперек) 2-3 прутка, нагриваешь лист до красна, сверху на прутки ложишь электроды. А вообще когда на котельной работал электроды сушили на обычной батареи. А когда на нефтепроводе печка прокалочная сгорела, я запихивал электроды в пачке - отложив из нее лишние(чтобы влезли), между ребрами масленного обогревателя. Ну тут смотря что и как варить. В целом если варить в два прохода стенку толщиной около 4 мм, то в идеале для корня 2мм, облицовка 2,5(2,6)мм. Если варить в один проход, то я всегда использовал 2,5(2,6)мм Но если варить толщену стенки менее 3,5 мм то тут уже везде возьму электрод 2мм. А если толщина стенки 6мм и корень и облицовку буду электродами 2,5(2,6)мм. Но когда выбора нет, то и электроды 3мм пойдут, но уже внешний вид шва будет хуже. Согласен полностью, но бывает так когда нет 2,5(2,6) - вот и призодиться извращаться с 3-ой. В целом тоже верно, но каждый здесь работает по своему. Например:я варю все на одном токе, я так приучился. Если есть пульт тогда бывает и играюсь с током. А вот видел(вернее подсматривал) за человеком который регулировал ток прямо во время сварки и так привык, что уже без пульта почти не может. А именно он ложил пульт себе на правое плечо и левой рукой его прижимал и во время сварки добавлял, либо убовлял ток. Я попробывал - мне не понравилось, надо привыкать . Короче здесь дело привычки, кто как приучиться. Незабывай, что таким способом я описывал сварку электродом уонни 3мм в два прохода(я бы не сказал, что это правильно, но куда деться если есть только уонни 3мм). В верх(вперед) уходишь на долю секунды, а возвращаясь ставишь небольшую каплю, при этом сварочная ванна отсутствует. В целом уходом верх(вперед) и большой скоростью я и добиваюсь того, что сварочная ванна просто не успевает образоватся, иначе бы мы прожгли такую тонкую стенку. Отсутствие сварочной ванны не означает, что будет брак - В целом ванна есть, но она очень мала- мы ставим маленькую капельку(в данный момент она и есть маленькая сварочная ванна), чуть уводим электрод вперед, а возвращаясь, на еще не застывшую капельку ставим новую(тем самым перенося ванну вперед). Провар же обеспечивается зазором около 3мм, а ток я бы не сказал, что низкий(около 80А), иначе бы электрод залипал. Как уже говорил все надо подбирать под себя. Тоесть играешь и с током и со скоростью и с зазором - и в определенный момент понимаешь как лучше. Попробуй на пластинах - берешь пластины толщиной, как толщина стенки трубы, на которую хочешь научиться. Ставишь в проблематичном положении и на пластине подбираешь ток и скорость сварки, когда хорошо получится переходишь на трубу.2 балла
-
Тогда скорей всего профиль из стали 09Г2С-12. А тут уже другие электроды Э-50 (например УОНИ 13/50),а вот прихватки электродами Э-46(МР-3,ОЗС-4,ОК-46)на этой стали отлетают с "мясой" даже при небольшой нагрузке.1 балл
-
С моей точки зрения (тупого практика) это имеет не критическое значение. Понятно, чем дольше газосмешение, тем лучше. Тем чище рез, быстрее и экономичнее. Предложу рассмотреть демонтаж в качестве одного из вида работ. Недостаточная температура факела решается регулировкой газов на редукторе и резаке. И на демонтаже никого не интересует качество реза (просто среж швы - частая формулировка), а меня не интересует экономичность. "Дядя" хочет скорости ? - Он её получит. Для точного и качественного реза - да, спорить не буду, это имеет значение в большей степени, значительно большей. В 2007 году работал в г.Таганроге на ТАГАЗе, где хёндай собирали(ют). Занимались реконструкцией старых цехов. Учавствовал в демонтаже старого оборудования, перекрытий (плит), металлоконструкций. Нам повыдавали резаки на три трубки. Один из коллег разобрал, разточил канавки в 2 с лишним раза на внутреннем мудштуке, собрал и стал работать. На все мои доводы о расчетах завода-изготовителя, он отвечал, что там запас огромный... Накрутив давление до15 на кислороде он мог разрезать 63 уголок (из такого были сделанны закладные на плитах перекрытия) по ребру вдоль. Это было удобно, поскольку иногда плиты были обварены при монтаже и снаружи и внутри (одна закладная). Я потихоньку приноравился выполнять тоже самое без "форстюнинга" резака. У него получалось на много быстрее, но намного больше уходило газов. В итоге я еще и отгреб от прораба, за то, что медленно работаю. В итоге нас поставили на два разных участка срезать плиты, кто быстрее, закончили одинаково, мне повезло, монтажники, собиравшие плиты на моём участке не проваривали одну из 4-ёх плит (она была зажата между остальными), но об этом никто не узналhttp://websvarka.ru/talk/public/style_emoticons/default/dry.gif . В коце концов коллега отгреб от прораба за перерасход газа.... Да, резак у напарника ни разу даже не хлопнул (в моем присутствии), не говоря уже о взрыве. За всю свою историю использования резаков у меня ни одного взрыва не было... Может будет, еще... В скорости я уехал жить и работать в Калининград на 7 месяцев. А та фирма за это время занималась двумя цехами, в одном из них стали выпускать Хёндай Портер (маленький грузовичок), в другом Тагаз Таггер...1 балл
-
По 30-ке не скажу а вот 10 кг. Значит все диски 30 мм толщиной и гайка тоже. Большой 110 мм Средний 95 мм Гайка 65 мм. Гриф 30 мм для руки а резба 23 мм. Длинна грифа 300 мм. А 5-ти килограммовый диск примерно 200 мм * 25 мм. для вала 23 мм 30 кг это очень много. Вы нашли профи в тяж атлетике??? У нас такие самоточки вроде 3200 руб стоят. Но эт далеко. В репу вам за ответ. А это всё что я смог выжать из этой конструкции и предполагаемого (а он уже не много превышен) бюджета Это задняя стойка.
1 балл
-
Гриф гантели лучше делать из цельного кругляка нужного диаметра, или набирать трубками (чтоб входили одна в другую). Гантели по 30 кг каждая ? Ого... Полым гриф не должен быть в любом случае. Блины из пластин 10-ки минимум (20-ки 50-ки)...1 балл
-
Ну и и я расскажу как начал заниматься сваркой труб по сантехнике . Работал я везде , был дорожным рабочим , охранником , потом в декабре 2001 устроился в водоканал слесарем в аварийную бригаду , конечно знакомый устроил . Там работал я помощником сварщика , вот тогда я и полюбил сварку , когда Елизарыч варил , так звали сварщика ему тогда было 54 года . я наблюдал через маску как он варит и сам варил то на пластинах то в подвале б/у трубы , пока он отдыхал , он показывал и рассказывал как надо варить . В 2003 я уволился и устроился в монтажную фирму сантехником , в 2005 году пошел на курсы электрогазосварщиков , отучился и получил 4 разряд так как за спиной был не официальный опыт , Но варить трубы серьезно , я стал в 2009 году так как тренировался упорно , а до этого конструкции и разные преблюды типо стоек для труб , кронштейны , вставки раструбов на канализацию итд . Сейчас я варю трубы уверенно по квартирам и организациям . Ну вот как то так1 балл
-
я делал гантели из металла 20мм, но блины не круглые а квадратные 13на13см четыре штуки.вышло на 18кг,если много железа и есть резак,вспоминаем физику и высчитываем размеры и массу блинов и вперед резать.1 балл
-
Ну добрался и я до этой темы ) окончил 3-ех месечные сварочные курсы в 2002 (взлет - посадка так сказать) и стал электрогазосварщиком 3-его разряда. Попал на стройку в бригаду монтажников. Занимались монтажем ЖБИ (полурамники для тех, кто вкурсе, что это). А так как там сварка была только нижнего положения, то меня и натаскали на нижнее. Собирали "скилеты", лазили по ним без страховки (потому что про монтажные пояса нам только рассказывали, но не давали) Там, на монтаже я и полюбил высоту. Потом были первые сваренные ворота, трубопровод, потом ответственная металлоконструкция (где научился работать п\а).. Сейчас работаю в ЮПК МК 21 в Лазоревской, в данный момент работа разовой ответственности (заварить надо так, чтоб и 35\40 кубов бетона можно было залить, но и разобрать быстро). Серьезного давно уже ничего не варил, подзабывать стал и у руки память короткая. Последнее что делал, дома в систему отопления насос врезал. Потечь не потекло, но и такими швами не хвастаются...1 балл
-
Сегодня притащил аппарат и немного поварил, как-никак два с половиной года не аргонил. В понедельник открываюсь. Фрионовую трубку (8мм) с автокондишки удалось проварить только с третьего раза, всё-таки 2,5 года большой срок, навыки немного подзабылись, а про баланс вОООбще забыл! повернул баланс и всё получилось
1 балл
-
Если бы минусами можно было горбы лечить... А молодежи еще не поздно книжки почитать... и для более красочного восприятия комикс...
1 балл
-
Подобная гадость с постоянным нахождением проволоки под напряжением, была на ПГД - 240, когда массу брали от разъема дуговой сварки, как только перекинули на нужный разъем всё нормализовалось. Любой полуавтомат, даже дешёвый предусматривает включение контактов только клавишей на горелке. Сварка производится после установки конца проволоки в место сварки и только после этого включается напряжение и подаётся газ и проволока. и только в таком порядке!!!! Проволока подается с задержкой в 0,5 - 0,3 сек. после начала подачи газа. И смена полярности тут роли не играет. Так как само направление тока идёт от горелки к свариваемому изделию.1 балл
-
Сегодня привезли кп ВАЗ 09.Завели двигатель без внутренних шрусов,результат..
1 балл
-
Попробывал - не вышло . Дело тонкое , на токарном станке тяжеловато справиться - зажимы нужны более жесткие и остановка детали мнгновенная , и я думаю получится . Металлы перемешиваются , но изза медленной остановки их раздирает .
1 балл
-
Сплошной литой шов в потолочном исполнении 1,5 мм. толщина пластины, вторая чешуйчатая в вертикальном исполнении, способ-скачки(полумесяц), для того, что бы не было перегрева металла, 2мм. толщина пластины. И 70 труба пищевка 2мм.
1 балл
-
500. 2.Стык аргонодуговой. 3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно . Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно овал другое круг большим диаметром и варите полуавтоматом в аргоне даже не порошковой проволокой. Защита хорошая.
1 балл
-
3 разных способа, первый дальний без колебательных движений, второй лодочка(в право в лева)третий бабочка или как еще называют "восьмерка"
1 балл
-
Горизонт
1 балл
-
Газопровод четырех сотая
1 балл
-
есть еще много фото, но к сварке они не относятся(токарная и фрезерная работа) Время затраченное на изготовление этого транспортера-1 месяц(токарка, фрезеровка, сварка) работал в одиночку-меньше людей, меньше разговоров, больше дела.1 балл