Лидеры




Популярный контент
Показан контент с высокой репутацией 15.11.2010 во всех областях
-
Вообще глубоко в теорию не влезаю, так как мне за это не платят, есть люди с образованием, которые обязаны ответить и знать на эти вопросы ответы. Подбираю к материалу присадочный материал по параметрам схожим, если есть такой выбор. Вообще при сварке подобной стали следует следить за состоянием Сварочной ванны и именно из этого состояния делать анализ переплавления металла, создавая скорость сварки, подачу присадки ну и соблюдения различных тонкостей при начальной стадии сборки любой детали. Просвещу Вас в тонкостях, которые следует соблюдать, из которых вытекает финишное качество и красота сварных соединений. 1. Всегда протирайте детали, материал спиртом,ацетон или просто сухой тряпкой на худой конец. Это действие избавит Вас от нежелательный непослушаний Сварочной ванны(особенно на тонких металлах 1,1.5,2мм. 2. Купите пассатижи-кусачки, при создании изделия после каждой прихватки откусывайте кончик проволоки, так как в горячем состоянии при завершении контакта сварки проволока на кончике окисляется, чернеет и уже не пригодна. Многие совершают подобные ошибки, всегда вижу,толкают горелый конец на новое и новое соединение. В последствии при подобных черных точках на металле, при сварке изделия металл ведет себя не послушно, особенно в зоне места прихватки. Из за этого шов получается, как был По с..л, так говорят сварные. При соблюдений этих 2 х правил, есть здравая логика, конечный красивый результат. И помните, прихватку не нужно долго греть, чем меньше выгорело лигирующих элементов, тем проще положить на них шов. Это 3 правило. Удачи всем в красоте!3 балла
-
вообщето это само регулируется - взависимости от вах изменяется либо напряжение , либо сила тока для рдс (крутопадающая вах) - при удлинении дуги увеличивается напруга , при незначительном изменении силы тока для п/а - при удлинении дуги падает сила тока , при стабильном напряжении у инверторов . у большенства эта функция присутсвует (антистикинг) , у трансформаторной класики обычно ее нет если вы о хотстарте - то его наличие не обязательно , тем более не обязательно наличие регулировки данной функции опять же присутсвует на большенстве инверторов , но есть исключения например контур - что не мешает ему стабильно зажигать дугу ккм - корректор коэфициэнта мощности (PFC- power factor corrector) - несколько снижает энерго потребление , но существенно повышет цену сварочника . вещь полезная , но не обязательная если вы имеете ввиду ток кз - то у инверторов ,в отличие от трансформаторных сварочников, он и так равен 0 больше зависит от примененных комплектующих , технологий , и доступности деталей - например гусеподобные сварочники ремонтируются в основном заменой блоков и стоимость такого ремонта соответствующая ................ частично согласен только с первым утверждением - вот только зачастую пишут не максимальную мощность , а среднюю (с учетом пн ) - грубо говоря - макс мощность / 100 и умноженная на пн3 балла
-
Несколько рекомендаций: 1.Перемножьте максимальный выходной ток с максимальным выходным напряжением, разделите полученное число на максимальное КПД - 0,93, а затем на максимальный косинус - 0,91. Полученное значение сравните с максимальной потребляемой мощностью. Если она ниже расчетного значения, рекомендую задуматься. 2.Если у аппарата нет автоматической регулировки заданного значения сварочного тока в зависимости от расстояния от электрода до свариваемого металла, рекомендую задуматься. 3.Если у аппарата нет автоматического прерывания тока при замыкании электрода, рекомендую задуматься. 4.Если нет автоматической регулировки тока возбуждения дуги, рекомендую задуматься. 5.Если нет корректора мощности (корректора PIC фактора), рекомендую задуматься. 6.Если источник выполнен по схеме полного моста, его ремонт будет влетать Вам в копеечку. Это если вкратце.2 балла
-
Leon, Ээх студент... Тяжело потом будет с таким подходом вот например ссылка на информацию по производству, восстановлению шенков и не только, дальше по ссылкам детальная информация даже с картинками по восстановлению книжечка по проектированию конвейеров Там же и шнеки(они же винтовые конвейеры) конвейеры.djvu2 балла
-
Паспорт в прищепке. Кстати, 200А не советую - наши сварщики не в восторге... Да и ПВ маловат, головку уже не заваришь. TIG315PACDC.ZIP2 балла
-
Такие характеристики заявляют производители, но на самом деле все обстоит намного хуже. Реальный КМ намного ниже 0,75-ти. В дополнение они делают плавающую частоту преобразования, что бы приборами невозможно было точно оценить параметры электромагнитной совместимости. Даже выпускают специальные ШИМ-контроллеры. В документации все хорошо, заявлено все в лучшем виде, а когда начинаешь педантично измерять - полный облом. Производители даже идут на такую хитрость - если инвертор начинает перегреваться, он сразу не отключается, а просто снижает рабочий ток, хотя на приборах все класс. Приколов очень много. Не перестаешь удивляться.1 балл
-
Все мои доводы относятся к "инверторным" источникам питания для ручной дуговой сварки плавящимся электродом и к "полуавтоматам". Что касается ККМ, то не заблуждайтесь! Если у Вас "инверторный" сварочник без корректора, то в пике он потребляет мощность минимум в два-три раза превышающую среднюю мощность потребления. Если работаете с сетевым удлинителем да еще и не в жесткой сети, то это серьезным образом влияет на качество сварки. Можете последовательно в разрыв сетевого провода вставить электрод и осциллографом посмотреть форму потребляемого тока. Думаю Вам понравится. Эта проблема с импульсными источниками питания уже сейчас приводит к серьезным авариям в энергосетях.1 балл
-
да я тоже за а то банят не за что на форумах нужно указывать причину за что и кто не доволен пусть обьесняет по чему а то типа пишут это реклама а на самом деле по делу где схема или документация не занимаюсть хренью распостронием рекламы1 балл
-
не вижу особой разницы, ведь вопрос стоит не ставить "+" или "-" вообще, а показывать кто поставил тебе отметку. Сообщения по поводу клевания новичков: так их могут и анонимно заклевать, какая разница будут они видеть кто им ставит отметки или нет1 балл
-
у меня два круга обращения малый в основном боксе и большой в дополнительном. Малый круг обращения нормально работает самотеком а большой круг продавливается насосом от стиральной машинки 35W. фото извиняюсь за качество фото с телефона. 1 б.у. насос стоит 100р. работает 3 - 3,5года потом его на мусорку и опять насос за 100р. самый дешовый насос с магазина для отопления с такими же параметрами удалось найти за 3000р. На фото тот что по середине как раз сдох проработав 3 года и нуждается в замене в место него приобретен почти такой - же за 100р. Печка проходит сейчас крупную модернизацию по переварке люков и коллекторов для увеличения КПД и изменению способа сжигания топлива.
 1 балл
1 балл -
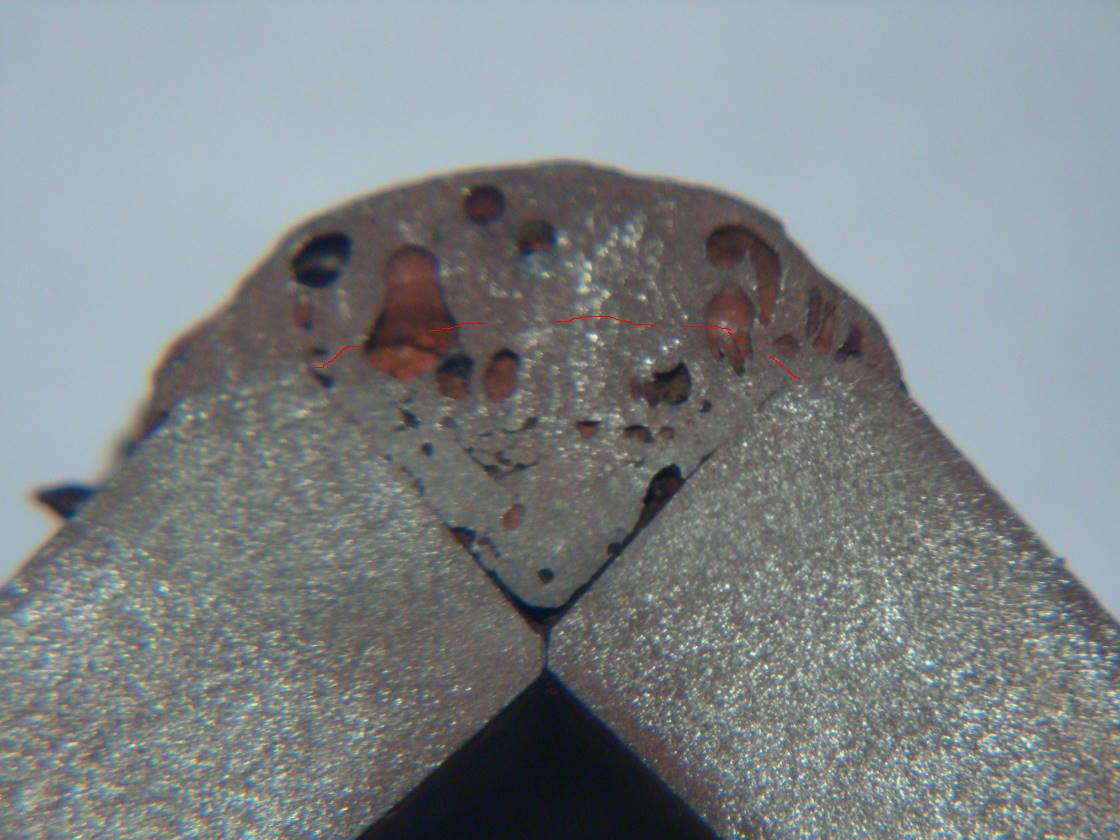
А вот что творится если при первом проходе полуавтоматом вдруг сдует газовую защиту ((( И если это место не счистить , а наложить второй шов сверху получим несплавление , и поры . Поверхность шва при этом чистая - без пор ! Пунктиром - границы швов .
1 балл
-
Да, никто их у нас и не клюёт. Единственное, часто новенькие задают вопрос некорректно или неполным.1 балл
-
да действительно вы видите только половину станка не хватает сзади сверлильного апарата. А так на станке можно точить, фрезеровать в шести плоскостях, сзади крепится могучая сверлилка с механической коробкой передач и самостоятельным приводом, нарезать шестерни косые, прямые, выполнять координатно-расточные работы, выполнять универсальные зубодолбежные операции, нарезать любые шлицы внутрение и наружние, выполнять заточные работы, плоское шлифование, круглое шлифование, внутрение шлифование. За проход можно сгребать по 5мм с подачей 1мм на оборот. Доволно неплохо держит размеры.1 балл
-
Та да,а вольфрам торчал из сопла сантиметра 2. .И варили мерсовский поддон,варится лучше всех.1 балл