Лидеры



Популярный контент
Показан контент с высокой репутацией 21.10.2010 во всех областях
-
В точку! Занимался я напылением коленвалов. И довольно успешно, НО только от бензиновых движков. И только "свежие" у которыз задрана одна или две шейки. Коленвал испытывает циклические нагрузки, усталость металла неизбежна. Представьте картину: напылили коленвал, все шейки, далее шлифовка, ремонтные вкладыши, сборка - цена немалая. А через некоторое время он ломается. И попробуйте доказать, что причина - старость а не напыление. С некоторых пор я, когда увидел, как шлифуют напыленный вал - тему эту закрыл. Напылил как-то раз шейку прямо в шлиф. станке. Дальше - шлифование. Сначала хорошо шлифовалось, потом пошел "дриблинг". Говорю шлифовщику - круг засалился, алмазить надо. "нечем" отвечает и продолжает драть... Появилась сетка трещин. Покрытие было ПГ-19Н-01. Отлично работает на износ, низкий коэффициент трения, но шлифуется тяжело - нет искры (для шлифовщика важно) и салит круг. Перепылил я эту шейку кастолиновским 19400, он на основе железа. Но призадумался - прошлифуют где попало и как попало - а скажут - плохо напылил. Были и другие истории со шлифованием шатунных шеек. Так что, если хотите напылять коленвалы, то только в паре с хорошим шлифовщиком. И лучше детонационное напыление или дуговая металлизация. Но по любому браться за эту сложную деталь после наработки опыта на простых.2 балла
-
Хорошо, вырывать не буду. Во-первых ремонтируют не чугун а деталь, изготовленную из чугуна. А каждая деталь несет свои нагрузки при эксплуатации, имеет свою конфигурацию, да и устраняемый дефект тоже разный. Вы можете гарантировать, что прочность в месте сварки будет не меньше той, что была до поломки. Я -нет. Во вторых не понятно, что понимать по выражением "такой ремонт"? В третьих - про герметичность сварных швов на чугунных деталях. Варят их так-же, как и детали, не требующие герметичности. При сварке дуговым способом достичь герметичности швов весьма проблематично. Приходится дополнительно герметизировать. А зацепило меня именно то, что "вырвано из текста". Я много варил чугунные детали и считаю, что это не простое дело. И предостеречь хочу всех, кто читает наши "опусы", чтобы к сварке чугунных деталей, даже простых на первый взгляд, подходили серьезно.2 балла
-
Вот сегодня еще вварил под заборник отверстие не снимая бак .
 2 балла
2 балла -
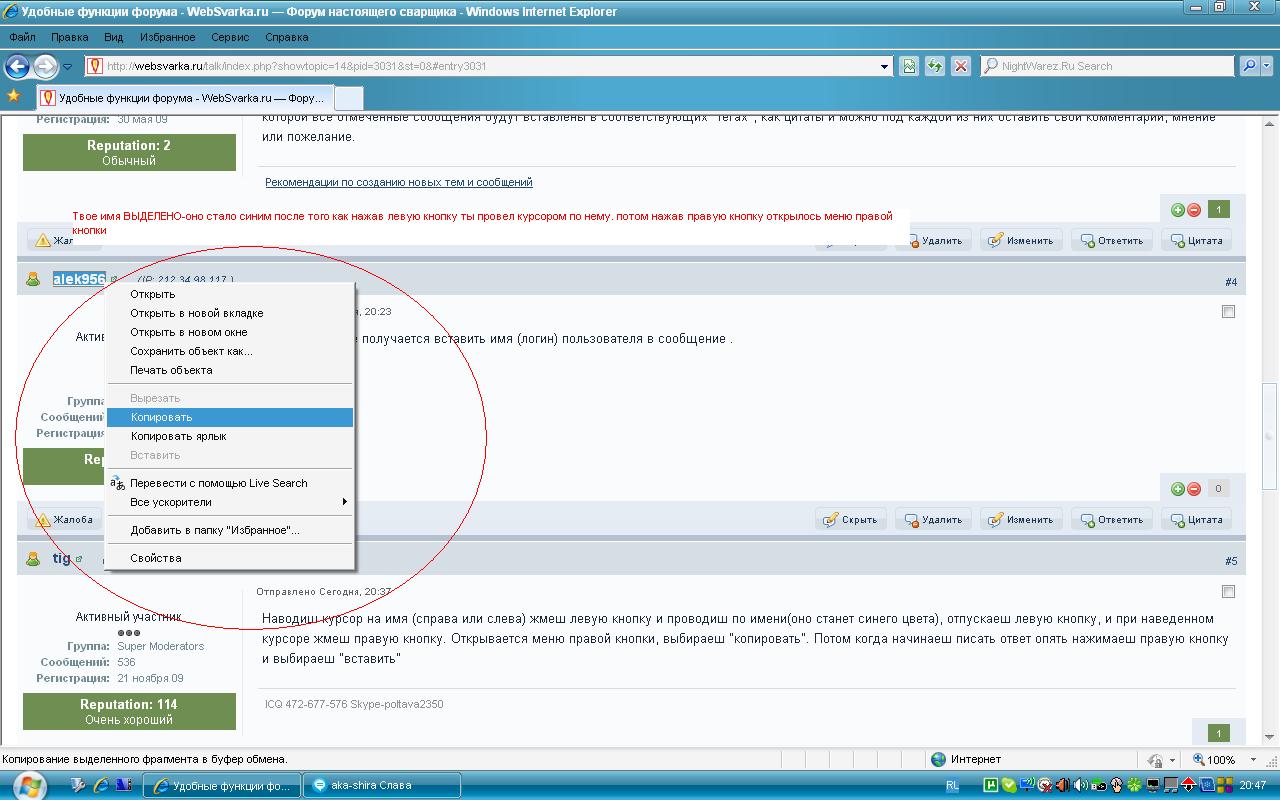
alek956, попробуй как на рисунках Щелчек левой кнопкой по рисунку увеличивает его на весь экран!!!!
1 балл
-
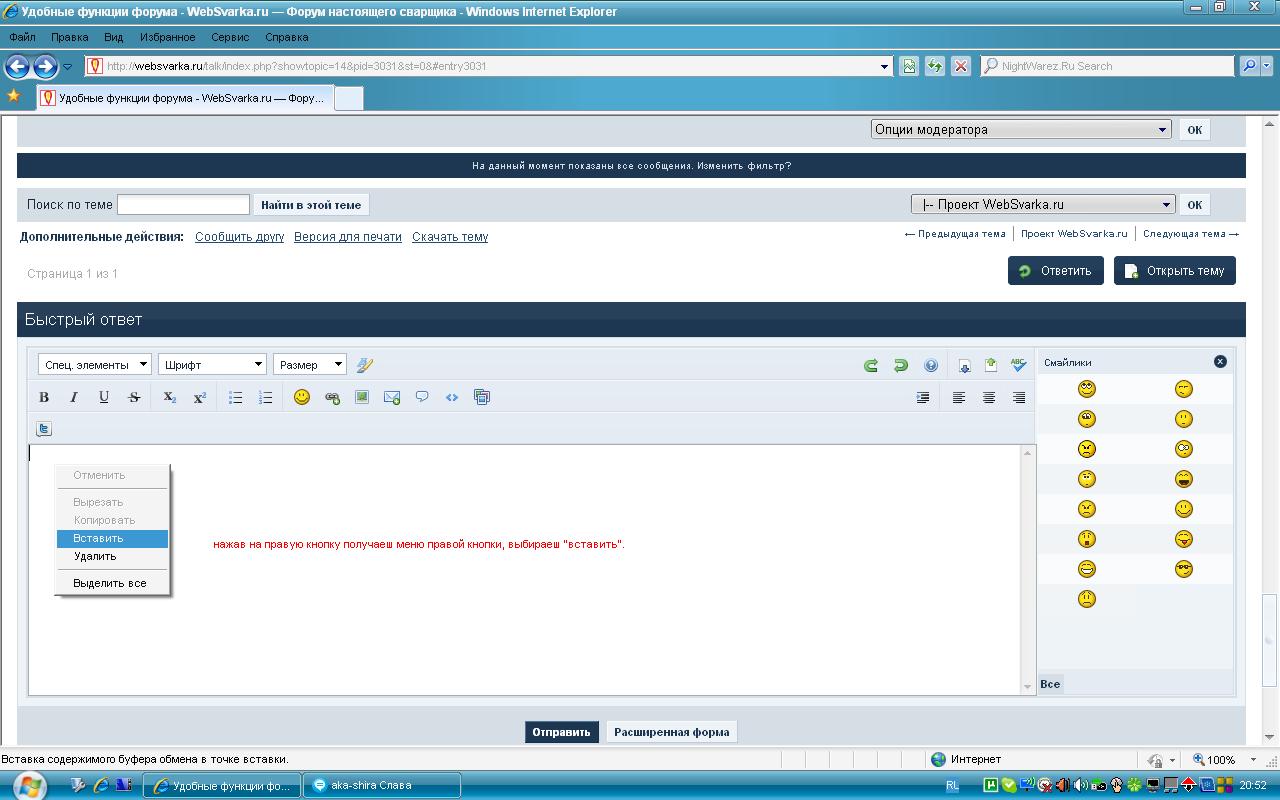
Наводиш курсор на имя (справа или слева) жмеш левую кнопку и проводиш по имени(оно станет синего цвета), отпускаеш левую кнопку, и при наведенном курсоре жмеш правую кнопку. Открывается меню правой кнопки, выбираеш "копировать". Потом когда начинаеш писать ответ опять нажимаеш правую кнопку и выбираеш "вставить"1 балл
-
Если осциллятор параллельного включения - нужен еще и высокочастотный дроссель .1 балл
-
Заварил плиту - получилось нормально . @Spec спасибо за рекомендованые электроды и технологию ! http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Весь шов проваривал ОК 92.58 , нержавейкой не стал . Ушло 2 кг почти . Сначала подогнал в размер (при ударе немного выгнулась оказалось ) , потом прихватил , сделал разделку зачистным кругом , прогрел . Варил по 3-4 см примерно , пробывал подлиньше - рвет . http://websvarka.ru/talk/public/style_emoticons/default/huh.gif Проковка . На фото видны границы шва .
1 балл
-
1 балл