Лидеры


Популярный контент
Показан контент с высокой репутацией 17.02.2010 во всех областях
-
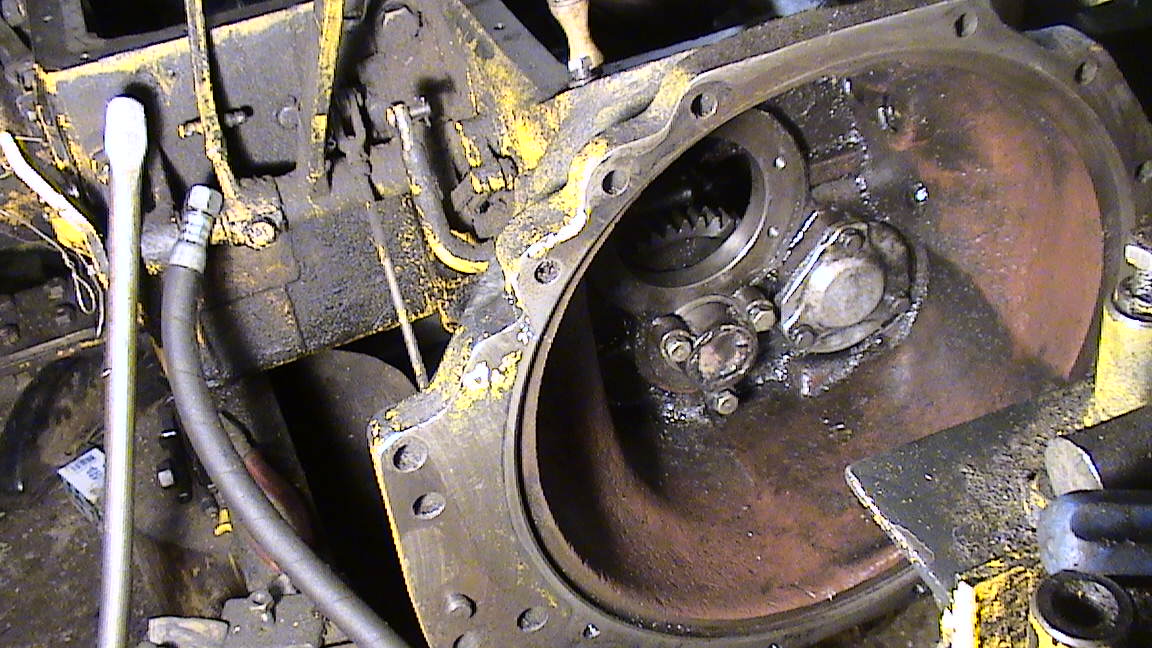
http://www.google.com.ua/search?hl=ru&source=hp&q=%D1%85%D0%BE%D0%BB%D0%BE%D0%B4%D0%BD%D0%B0%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0+%D1%87%D1%83%D0%B3%D1%83%D0%BD%D0%B0&btnG=%D0%9F%D0%BE%D0%B8%D1%81%D0%BA+%D0%B2+Google&meta=lr%3Dlang_ru&aq=null&oq= советую обратить внимание на третью ссылку(сверху). А вообще то я бы варил такую деталь так как показал на твоей фотографии. Только замковые швы положил бы в 2-3 прохода(после каждого прохода полное остывание металла). И усилил бы фланец крепления картера(рядом с отверстием под крепежный болт), там я смотрю есть углубление-вот его бы и заполнил бы присадочным материалом электрода.Естественно варить в несколько проходов. Но советовать л егко... так что решать и варить только тебе.Удачи !
 2 балла
2 балла -
traktorist, давайте немного уточним "что Вам ребуется?" Востановить герметичность или получить герметичность с механической прочностью новой детали? Если первое то в принципе ничего сложного не вижу-глубокой разделки не нужно, шлифмашинкой срезаете верхний слой чугуна (примерно 0.5 мм) этот слой- загазованный чугун при отливке и именно он не дает нормальному сплавлению присадки с основным металлом, потом подогрев,варите вдоль трещины, накладываете "замковые" швы. Все пожалуй. Швы короткие, укутывать азбестом для медленного остывания не нужно. Если хотите мех прочность то ремонт намного сложнее, вернее сама сварка не сложная. Просто подготовка более трудоемкая2 балла
-
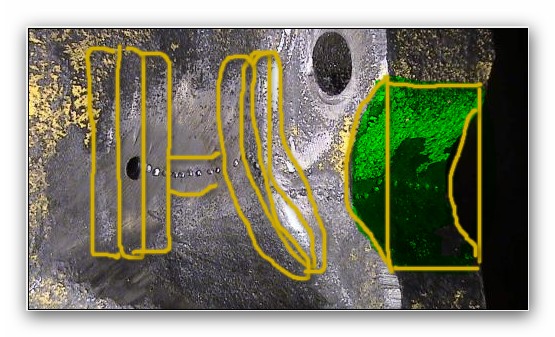
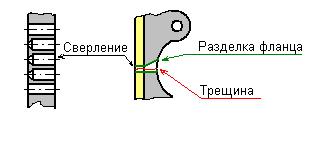
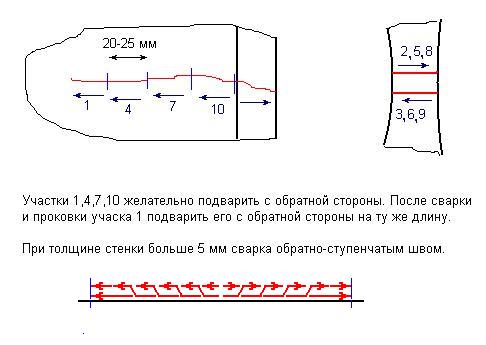
Прилагаю эскизы разделки трещины. 1. Сверлишь отверстия Ф5-6 мм практически насквозь. Когда сверло будет на выходе - чувствуется. Перемычка между отверстиями 1-2 мм. 2. фланец разделываешь болгаркой. Горизонтальный рез - по трещине. Второй рез наклонный сверху. при сварке расплавленный металл ложится "на полочку". ширина разделки минимально достаточная, чтобы проварить корень. 3. С двух сторон зачищаешь зону сварки (15-20 мм от разделки). Подогрев. Конечно, можно и без него обойтись, но лучше подогреть. 250-300С. Горючий газ горелки значения не имеет. Чугун промаслен, при 250-300 С масло выгорает. К тому же подогретую детали легче проварить при малых токах сварки. Это полугорячий способ (нагрев части детали). Если варить без подогрева, то последующие участки можно варить, когда рука «терпит» температуру детали в зоне предыдущего шва. Сварка. Режимы обычно даются на упаковках электродов. Схема сварки – на эскизе. Проковка. Проковку проводят в процессе остывания металла при температурах 450 °С и выше либо от 150 °С и ниже.. Удары наносят вручную молотком массой 0,6-1,2 кг с закругленным бойком с небольшим усилием до изменения рисунка шва. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть. Этот прием весьма эффективен для снятия напряжений при заварке трещин и замыкающих швов в жестких контурах деталей и узлов из конструкционных сталей и чугуна. Проковка сварного соединения способствует также повышению усталостной прочности конструкции. Основной принцип сварщиков, который высказал Патон – отец. «Самая лучшая сварка – когда нет сварки». Но совсем без сварки не обойтись, поэтому надо стремиться к необходимому и достаточному минимуму. И еще. С точки зрения напряжений очень неблагоприятны пересекающиеся швы, по возможности их следует избегать. Разделка.bmp
1 балл
-
Чесно говоря, я бы не заморачивался с подогревом. Швы короткие, особо металл картера не нагреется. Такая сварка называется "холодная сварка чугуна". Счас в нет залезу, дам ссылки почитать для расширения кругозора.1 балл
-
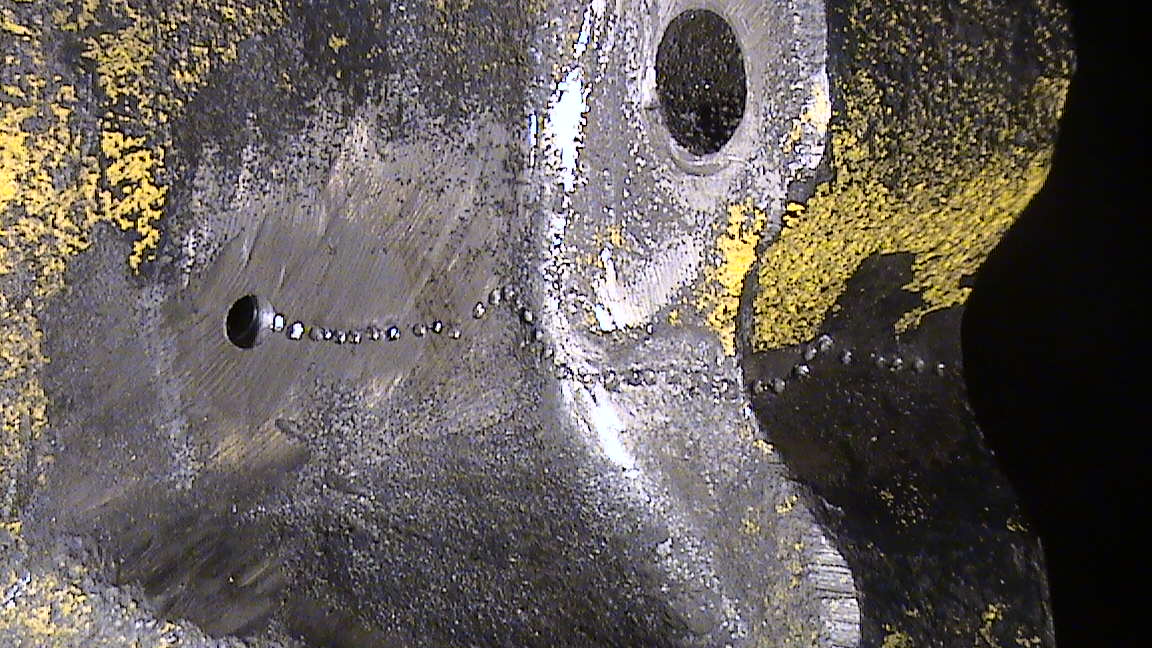
Нашел конец трещины , засверлил 5мм. Что бы было видно , трещину накернил. Как разделку делать? Болгаркой не подлезть.
1 балл
-
Для уменьшения нагрева чугун варят на малых токах участками 15-30 мм с проковкой шва. Концы трещин засверливают сверлом Ф5-6 мм. По фото можно предположить, что засверловка Ф3, это мало, будет непровар. Разделка трещины широковата. Я такого типа трещины обычно разделываю засверловкой почти на всю толщину стенки или болгаркой кругом толщиной 4-5 мм. А электрод с медью - это позавчерашний день. Есть хорошие электроды, ESAB ОК 92.58, ОК 92.60. И желательно подогреть свариваемый участок до 200-300 С. А так - пойдет. Трещина "легкая", расположена с краю детали, Возникшие сварочные напряжения не опасны. Удачи!1 балл