

zakovika
-
Постов
47 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные zakovika
-
-
27 minutes ago, hvr63 said:
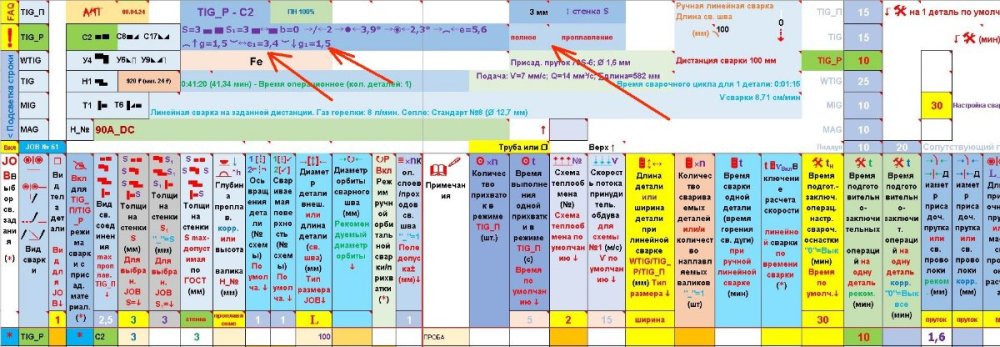
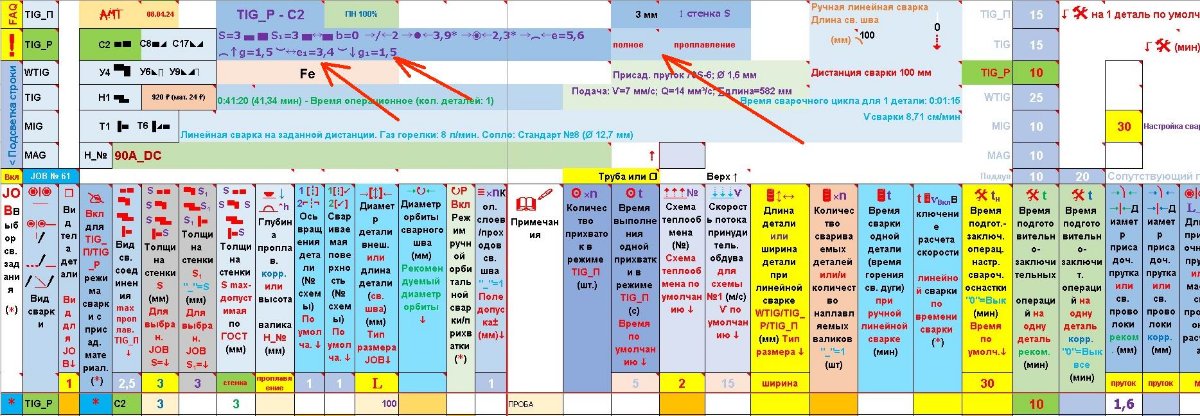
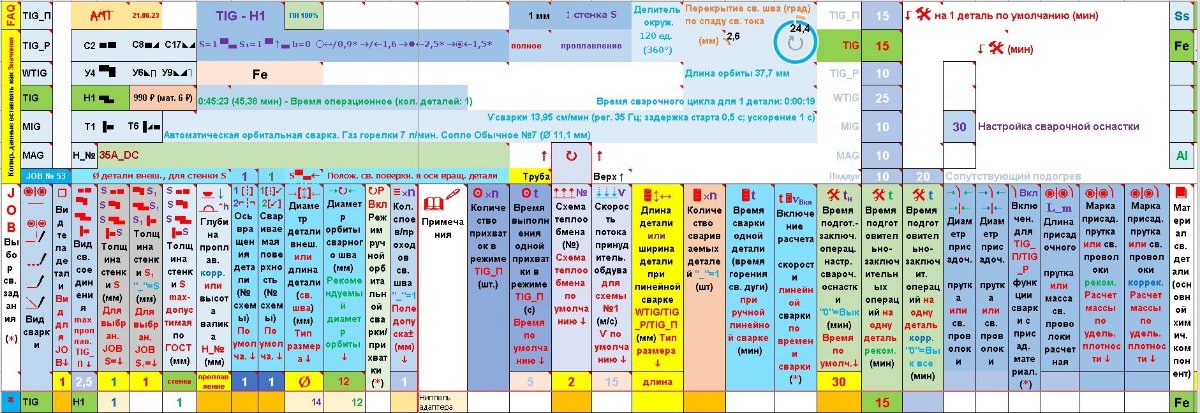
Программа в большей степени заточена под автоматическую орбитальную сварку. И в частности под сварку TIG без присадочного материала со сквозным проплавлением. Ширина сварочной ванны, ширина обратного валика и связанные с ними параметры - эмпирические значения, требующие корректировки на тестовых образцах. Все остальные параметрические данные, выдаваемые программой, имеют вспомогательный характер и не подкреплены серьезными научными исследованиями. Все сделано в рамках научно-технических возможностей разработчика и оболочки Excel.
А переделать её в отдельную аппликашку не думали, например на языке Лисп, Ракета ну и т.д.?
-
On 6/22/2023 at 3:28 AM, hvr63 said:
В продолжение темы (про лень).
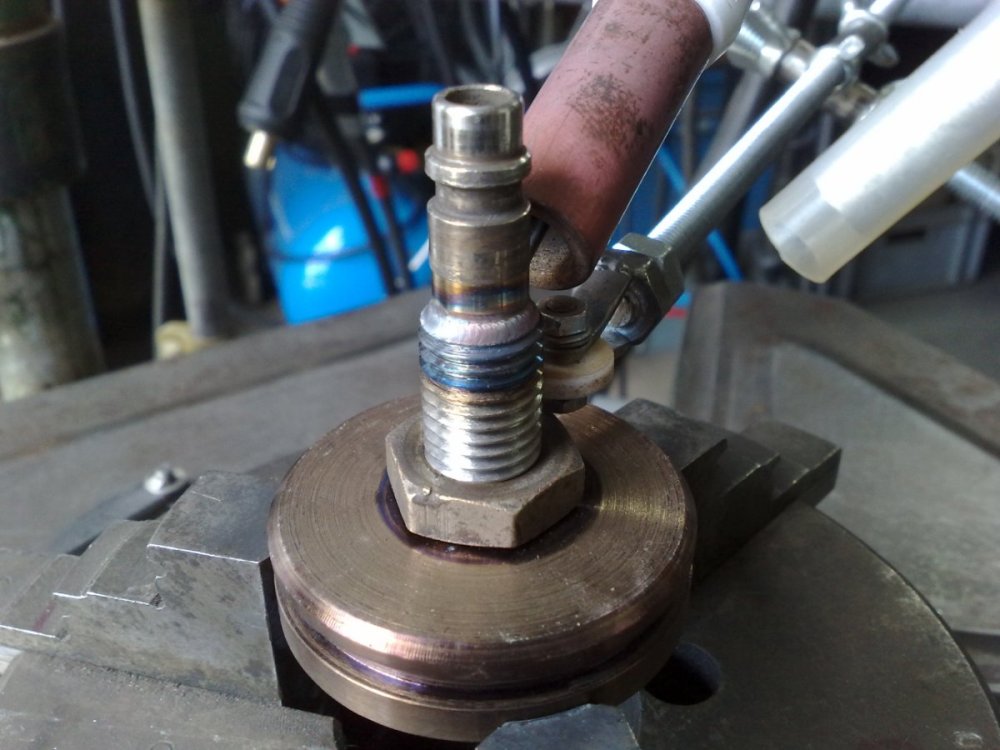
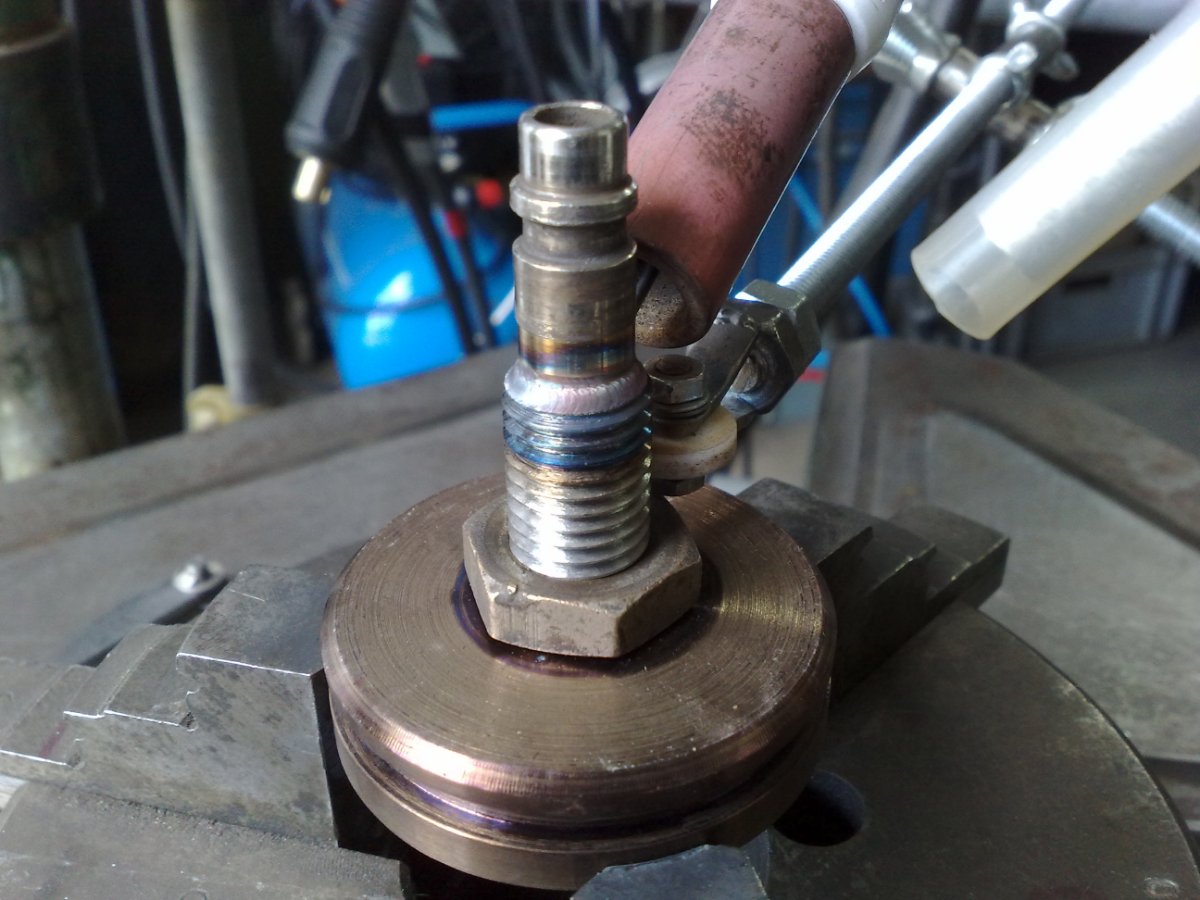
Лень было точить наконечник под пневмо-разъем. На самом деле из-за глубины сверления. К заготовке-кругляку раньше была приварена деталь и материал видать подкалился и сверлился очень отвратительно.
Решил приварить готовый наконечник (деланный раньше, на досуге, из нержавейки). Почему решил из нержавейки? Черная сталь может на таких маленьких диаметрах закипеть в зоне перекрытия сварного шва, на финише.
Диаметр вставки 12 мм, верхняя стенка нахлесточного соединения - 1 мм. Вся трудность - не задеть резьбу (М16х2).
В результате резьба не повредилась, гайка накручивается свободно.
П.С. Может способ изготовления этой детали чрезмерно замудрый, но зато приятный на ощупь, да и алгоритм программы лишний раз обкатать не помешает.



рwwwdsww
ВПЕЧАТЛЯЕТ! Н.Н.Рыкалин Расчёт тепловых процессов при сварке, Москва 1951. стр.204 параграф 39 "Практически среднюю глубину проплавления при дуговой сварке поддерживают в пределах не менее 1 - 1.5 мм, так как в следствие случайных отклонений режима дуги от стационарных условий при меньшей средней глубине проплавления возникает опасность непровара.". Соответственно, увас этого расчёта тоже нет. Или я проглядел. Но работа интересная.
-
22 minutes ago, hvr63 said:
О! А, что это за приложение?
-
Кто нибудь определяет оную перед работой?
-
(I * U * η * 10^(-3)) J/V = ---------------------- VI - сварочный ток, А
U - напряжение, В
V - скорость сварки, мм/с
η - эффективный к.п.д.
размерность формулы
A * В * c Вт * с Дж J/V = ----------- = --------- = ---- мм * 10^3 м мМой вопрос: Почему в стандарте размерность этой формулы МДж/м?



{kind=link}
{kind=link}
Программа настройки сварочных процессов
в Продам
Опубликовано
А у меня всё разбито на небольшие файлы, идеи как делать то или другое. Сейчас занят как все мои теоретические выкладки привязать к практике. Привязка без статистической математики не выходит. А там и вопрос, а хотят ли сварщики купить, что я имею предложить? Ведь у них всё просто, плавят основной метал на глубину молекулы и всё норм с проваром, ГОСТ 5264-80 по боку. Да и несплавление и непровар для них одно и тоже, а это разные вещи ГОСТ Р ИСО 6520-1—2012.