- Популярный пост


Васо_29
-
Постов
581 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Васо_29
-
-
@Георгий 11, вроде как нашинские, Севмашевские...
-
- Популярный пост
- Популярный пост
@Kurt1,вот уонии с отрывом. Вертикал , потолок...А те, кто говорит, что качество шва с отрывом хуже чем без него (в отличие от фото) - шайтаны



-
 21
21
-
@Корабел,рабочую поверхность детали (та что закрыта асбестом) прыскал, дабы брызг меньше налипало и легче отбивались...
-
1
-
-
Блин...Надо сделать вообще отдельную колонку для св. швов аргоном...А то как-то ущербно для других получается... свои нелепые швы после этого выкладывать сюда не хочется

-
2
-
-
- Популярный пост
- Популярный пост
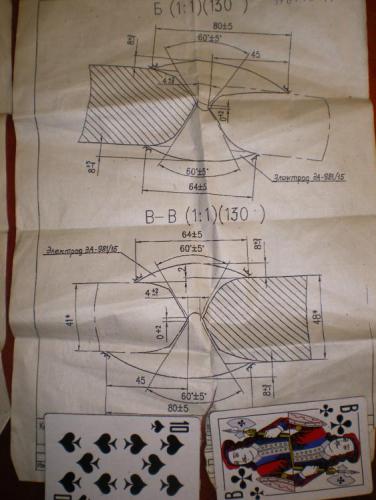
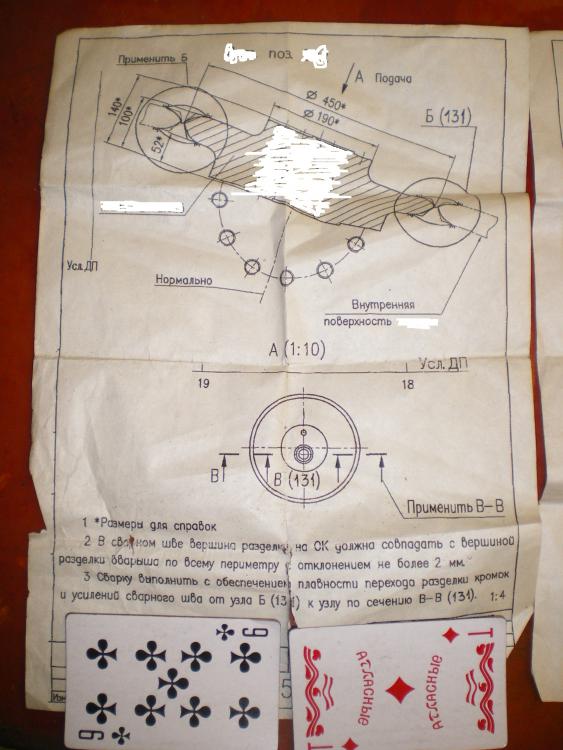
Если не трудно и будет такая возможность, сфотографируйте пожалуйста разделанный, собранный узел перед сваркой. Чертежи видел, но как новичку было бы очень интересно посмотреть фоты.
Ну вот примерно тоже самое...ТОлько зачем оно надо Вам??



-
22
-
@selco,тоже пришли наклейки( только наклеек с ромашками не было
 )! И тоже на машину хотел прилепить! Ну а остальные на работу...
)! И тоже на машину хотел прилепить! Ну а остальные на работу... -
4
-
-
- Популярный пост
- Популярный пост
В понедельник будет галтель...
З.Ы. просматривать снизу вверх











-
29
-
- Популярный пост
- Популярный пост
"Выходной"...




-
17
-
Ох, соскучился по форуму! Столько всякой новизны увидал! Аж диву даюсь! Профессионалов вырастили,...Наконец-то! А то всё как-то рукожопость процветала...
-
6
-
-
Лучше спросить у того, кто приварил не одну разную заплатку

Форма конечно помогает, но по теории гораздо больше зависит от направления и очерёдности наложения швов и от того на сколько одинаковый, благоприятный температурный режим при каждом шве. Даже абсолютно круглая накладка, если её приваривать от начала до конца по кругу, не отрываясь за один приём, будет накапливать напряжения в швах неодинаково. Неправильно выбранным режимом сварки можно превратить заплатку в термодомкрат. Наверное всё зависит от условий каждого конкретного случая...
@Nos,давайте поговорим о деформациях "заплаток" и еже с ними...
Ууууффф,Э моя любимая тема! ДЕФОРМАЦИИИ!
Принуждение к МИРУ!

-
1
-
-
@Алексей51rus,ух щас что будет!!!
Что, чем, как, куда и зачем? -
@Elektro_D,боюсь даже спросить, на каких режимах выполнены последние 3 шва...Прикольно!
-
@Banderas,надо шире корень выбирать,или сопло плющить,т.к.вылет проволоки у вас получается слишком критичным для качественого провара.И ток можно несколько увеличить при прокате с обратной стороны...
-
0_о да ну на...!


Васо_29, тут-не "Чесалка", старайтесь обойтись без мата!
AMBIVERT42
-
2
-
-
@АВН,боюсь, уважаемый АВН, после обращения к этим спонсорам я затеряюсь в сети года на два...
-
- Популярный пост
- Популярный пост
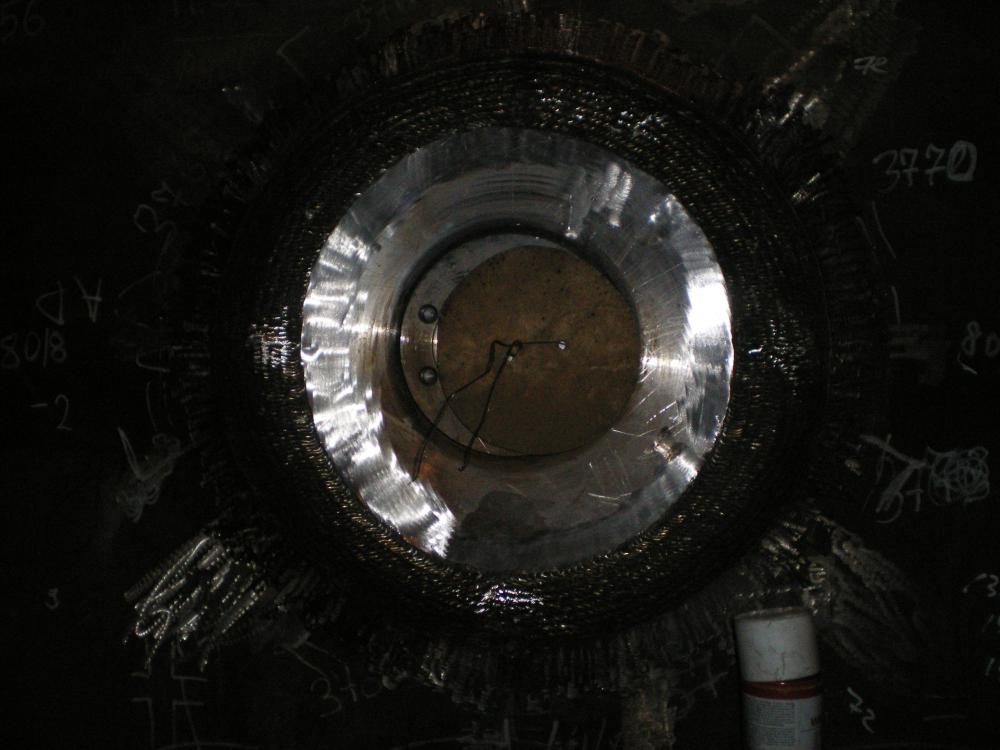
Доверили мне тут давеча полуавтомат...Вручили порошковую проволоку аустенитную и вперёд...Смесь 50/50, ток и напряжение по интуиции. Швы получились синие, как и сварщик, который их варил







Качество фото ужасное! Может и спонсор какой найдётся на новую камеру или телефон или ещё что-то в этом духе ))
-
12
-
исправление однобального дефекта по рентгену...А заодно и от отпуска болванок в сторону...
Мой незаменимый хамелеон)))
-
3
-
-
Каждый слой проковывать! В завершении сварочного процесса, или, как щас модно говорить, операции сварки, проковку сделать...
-
@ЛехаКолыма,сталь, с которой я работаю перлитного класса, среднелегированная, повышенной прочности, удовлетворительно свариваемая...Поэтому варится аустенитными электродами ЭА-981/15...Но, т.к. наплавленный металл этих электродов по прочностным характеристикам ниже характеристик основного Ме, то усиление швов следует делать увеличенными. Вот меня и заинтересовали АНВМ.
Интересно, смогут ли они заменить Cr/Mn/Ni электроды ЭА?и сварки высокопрочных легированных сталей с обеспечением аустенитного металла шва. -
))))

-
1
-
-
@Sakhalin_Cat,кстати, если нет возможности ввиду габаритов детали сделать высокий отпуск, то можно сделать проковку шва! Т.е. сопряжение шва с основным металлом и околошовную зону на расстоянии мм10 проколотить пневмо молоточком, или ещё чем-нить...Можно перфоратором с заострённым (но на конце заострения чуть скруглить) кончиком сверла или чем-нибудь острым...Так снимется напряжение, по крайней мере какая-то его часть!
-
3
-
-
- Популярный пост
- Популярный пост
Порошковая, аустенит. Поясок 40мм, Габариты шва 64/8, далее рентген...

-
14
-
@bader,не хило! Это ж как стрингеры с бимсами гнёт!
-
1
-
-
@BelaZZ,с Днём Рождения! Достатка и здоровья!
-
1
-

































Сварочные швы
в Фотогалерея
Опубликовано
Немножко мяса