Elektro_D
-
Постов
717 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Elektro_D
-
РАДС 270А

-
Вот еще пара фоток РАДС нержавейка. 190А присадка 2мм 110А присадка 2мм P.S. После пары недель сварки РАДС, я понял что больше мне нравится всетаки РДС.
- 2 393 ответа
-
- 11
-

-
Электроды WL-20 3мм, нержавейка листовая, какая марка не в курсе, ну а присадку нам выдают из бухты проволока нерж нарезанная.
-
Да угловой, кнопкой не щелкал вел без отрыва (ну паузы присадку перебрать в пальцах) так само вышло, сам удивился когда такие чешуйки увидел. На следующих стыках если можно так назвать, варил на 70-75А, таких чешуек уже не было.
-
@BelaZZ, С Днем рождения, всего самого наилучшего!!!
-
Нет.Варил с лицевой стороны без присадки а с нутри уже с присадкой
-
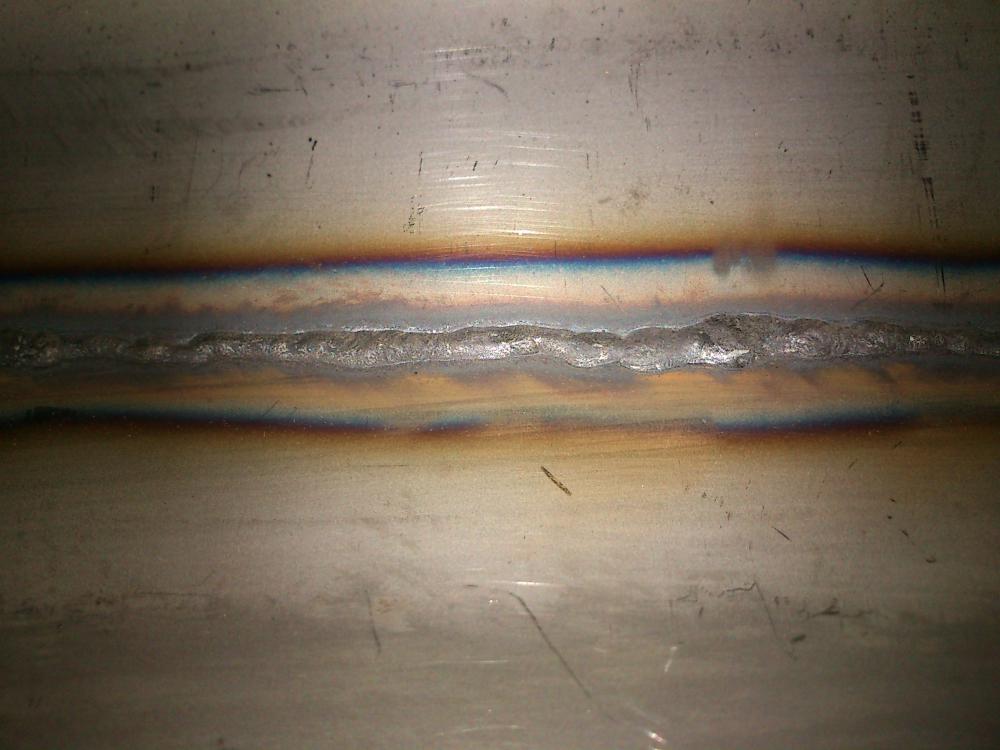
И снова нержавейка 2мм, присадка 1мм, ток 65А.
-
Так и есть, приходится току накидывать чтобы розжиг получше был.
-
Ну это то понятно, ну а на цвет подача газа влияет?
-
Из-за газа чтоли?
-
А от чего зависит цвет шва, варю неделю и часто разные цвета выходят, белый, серый, с переливами, синеватый, а вот сегодня желтый вышел
-
Газ на слух, фольфрам 3мм сопло вроде №5, толщина листа 2мм
-
Еще вопросик а как варят вертикал РАДС, сверху вниз, или снизу вверх (черный метал,нержавейка,алюминий)
-
По середине, вроде как стык видать?, ну а почему шов темный получается из-за зашиты плохой, когда быстрее ведешь без присадки выходит блестящий а тут серый.
-
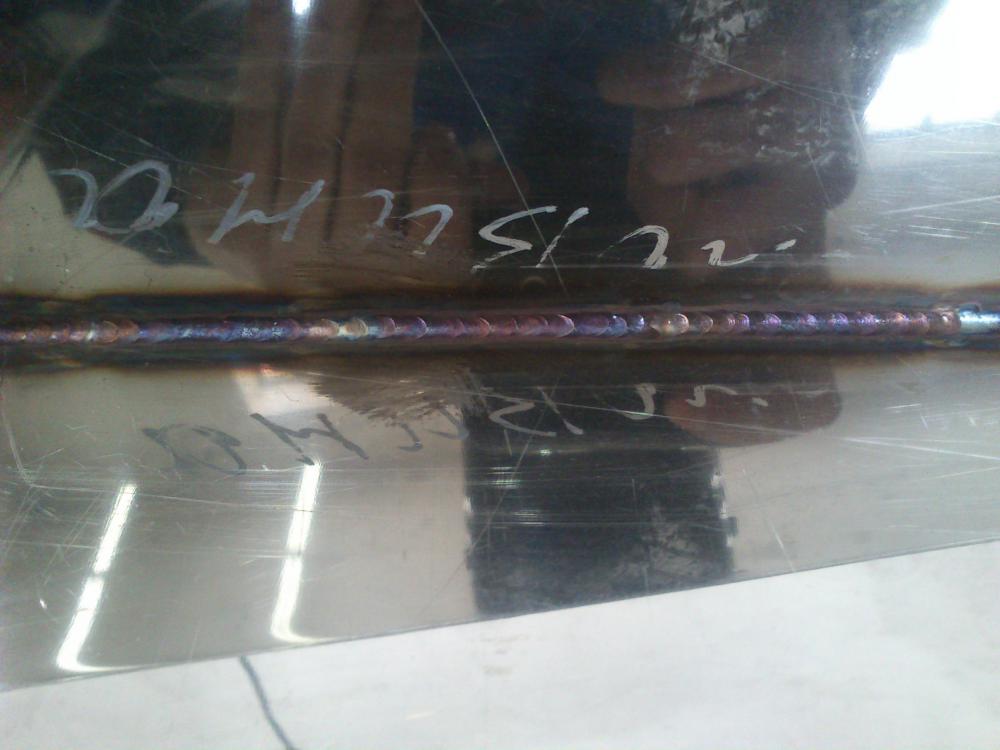
Строго не судите только учусь. Нержавейка, ток 100А присадка 2мм Тоже 100А без присадки
- 2 393 ответа
-
- 11
-
-
Вот, встык без зазора толщина нержи 2мм, присадка 1мм, ток 65А Только прижать нечем было просто положил на стол, все равно шов не очень, а с присадкой еще быстрее не могу пока что. И с обратной стороны
-
С присадкой или без?
-
Здравствуйе, продолжу вчерашние посты №1288-1290 с фотками Вот такой шов должен быть в идеале (ну или хотя бы примерно) А вот что выходит более часто (ну сегодня уже более менее начало получаться получше) Сварка нержи толщина 2мм без зазора, электрод 3мм ток гдето 70А не помню точно, присадка какая то нерж проволока 1мм И вот что с обратной стороны
-
Да, так происходит. Просто на пластине без всяких зазоров. Такое ощущение, как будто металл продавил с обратной стороны шлак, а сверху шов (если можно так назвать)-серый. Ведешь сварку быстрее-шов получается светлый, с какими-то отливами.
-
С присадкой пока не очень получается, толщина листа 3 мм, толщина ручки мм 4 где то. А прижеги, да фиг их знает может горелкой там замыкал, учусь еще только.
-
Фото к сожалению нет, не стал фоткать это творчество если можно так назвать, но завтра постараюсь сфоткать, ну как бы объяснить накладываю валик просто на пластину нержавейки Д3мм ток в районе 70-75А, так вот веду сварку без присадки, шов получается какого то серого цвета, и на обратной стороне листа кагбуд то нержа кипела (шлак какой то, который просто так не отбивается). Сказали то что перегреваю, поэтому так, вот хотел еще здесь у вас узнать.
-
Потихоньку осваиваю аргон, пока есть возможность. Этот шов вышел у меня на второй день, варил без присадки, нержавейка
-
Всем привет, давно я здесь не появлялся, возникло пару вопросов при сварке аргоном нержавейки почему шов получается темным (но иногда выходит нормально светлый с переливами), и еще при сварке нержи 3мм где то, на обратной стороне валика появляется какой то шлак (ток в районе 65-80 А), почему так. На все есть один ответ то что перегреваю металл, нужно сварку вести быстрее. Так ли это?
-
@Rolli, Я смотрю Вы любите изобретать http://websvarka.ru/talk/index.php?showtopic=2687&hl=
-
Я конечно в этом деле новичок, но как может быть покрытие у электрода на ощупь похоже на ПВХ или полиэтилен. Правильно сказал АВН, зачем изобретать велосипед когда уже все давным давно изобретено. Вам в обще зачем все это?