sed_alex
-
Постов
105 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sed_alex
-
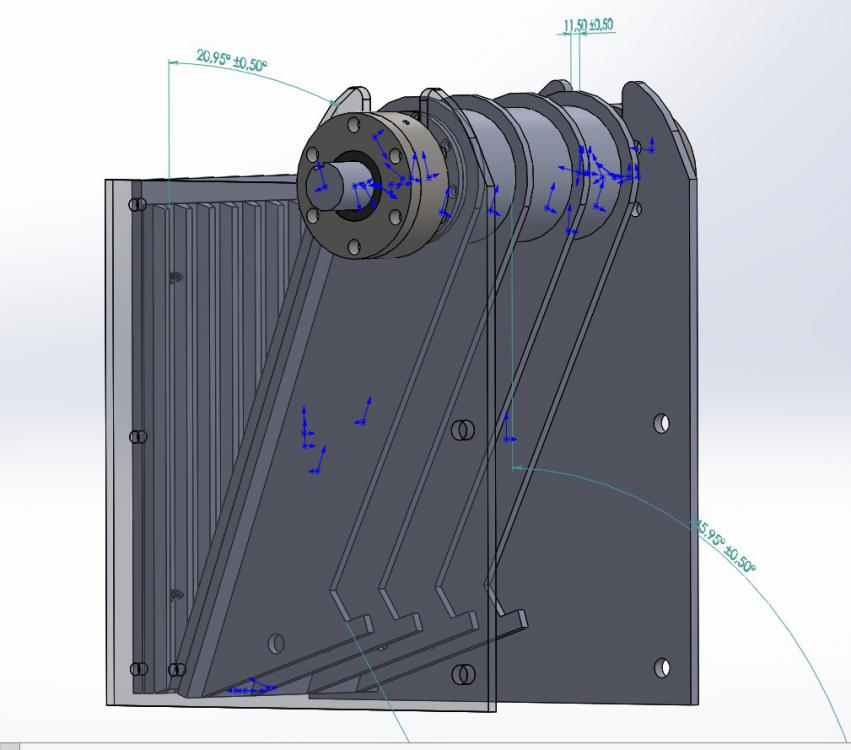
Секретные чертежи секретной раз доработки В общем с учетом допущенных ошибок в первом варианте - практически досчитал новую дробилку. Ход плиты в нижней части уменьшил с 20 до 10мм (за счет увеличения рычага как раз и будет достигнуто увеличение максимального усилия сдавливания) Не стал испытывать судьбу и заложил сразу подшипники с запасом - 2х рядные роликовые конические 2 штуки 3508H на боковинах, 2 штуки 3510H по центру.соотвественно встал вопрос с буксами - вариантов особых небыло - только точить самому. Боковые узлы разьемные (делятся на 2 части) количество болтов подобрал рассчетом на срез по сечению канавки резьбы болта. Сальники с двойной пружиной толшиной 10мм, со смазкой пока не определился с одной стороны туда можно и литола закачать с другой вал ребята хорошо проточили поверхность вала шлифована, можно попробовать залить масло индустриалку либо трансмиссионку. По итогу металлоемкость конструкции увеличилась почти в 1,3 раза. Двигатель сюда встанет бензиновый на 4 кВт. Минимальный диаметр малого шкива для ремня профиль А = 90мм. Соответственно с понижением с 2500 оборотов до 400 диаметр большого шкива получится 560мм по ручью...

-
Вчера до отьезда в командировку достал кусок гранита у ребят кто памятниками занимается, сначала от него бодро начали отлетать кусочки ну а потом был сильный "хрусть" и не выдержал держатель пластины. Сначала его погнуло а потом и вовсе оторвало, но на самом деле это и была самая слабая запчасть. Плюс ко всему я это ребро жесткости 2мя отверстиями на 16 сильно ослабил (да и приварено оно было так себе) Вернусь с командировки и все восстановлю (сделаю держатель помассивней) Вот он стойкий камушек вроде бы Казахский гранит (с месторождения Жельтау если правильно расслышал)
-
Добрый день. Народ посоветуйте пожалуйста сейчас что то из полуавтоматов: денег есть не очень много около 55000 руб. Напряжение доступно 220 \ 380 вольт. Основное предназначение сварка стали (эпизодическая работа для дома) P\S с 2012 года владею Искра ПДГ-200и вчера развалился на составляющие пластиковый корпус механизма подачи (держатель канала подачи проволоки) , аппарат себя уже 200 раз окупил, если посчитать суммарную емкость изготовленных металлоконструкций - она переваливает за 10 тонн. Восстановить то я его восстанавлю но подумываю приобрести аппарат побольше и получше под 15 кг катушку проволоки.
-
Привет! Давно не писал Заказали ребята в гаражном обществе собрать дробилку для бетона, кирпича и керамзитного блока. Мусора вдоль дорог валяется со стройки много, ну а эта штука позволит в гаражах дороги отсыпать. В общем нашел я методичку для рассчета щековых дробилок, выбрал исполнение (со сложным качанием щеки, она проще в изготовлении) рассчитал мощность и параметры эксцентрика. В первом рассчете немного ошибся с углом наклона регулировочной пластины, потом нашел ошибку и все исправил. По материалам себестоимость изготовления получилась 25000 руб приблизительно. Двигатель: 1,5 кВт 750 оборотов. Металла там почти на 12000 руб. Подшипниковые узлы стоят UCF208 (наружние) UCF210 (внутренние) Вал ребята сделали на заказ (свой токарник пока не восстановил) В общем смотрите что из этого получилось. Если какие то вопросы есть под видео детальное описание. Так же прилагаю методику рассчета и эскиз самой сложной детали (вала) новой версии дробилки с эксцентриком в 10мм (материал правильный - Сталь45) Видео: Из недостатков: - вес больше 100 кг, в одного не подвигаешь. - сетку для разделения фракции не ставил. Расчет щековых дробилок.pdf Вал _эксцентрик.PDF
- 60 ответов
-
- 31
-

-
Здорово получилось, сделано с душой, особенно реализация щеточного узла понравилась...ээх мой вращатель на прихватках уже 2 года живет, все никак не доделаю, тоже требуется волшебный пендель
-
Подниму тему: Так как у самого нет газосварки начал искать исполнителя на замену подводки к батареям. Схема разводки 2х трубная (с обраткой) байпас делать не надо. В квартире и идет капитальный ремонт, сейчас стоят стальные батареи, менять буду на биметалл. В настоящий момент подводка сделана наружу выглядит это ну мягко говоря не очень... Необходимо переварить подводку к 3м батареям по уровню Сколько это будет стоить, может кто то готов взяться в Волжском отпишите в ЛС.
-
 Жалко уехал в командировку не успев сделать фоток, да и заказ ушел уже в оцинковку. очередная канатная дорога будет установлена в середине июня в Волгограде уже без меня. Для затравки вот несколько фоток. сразу говорю жены нет, так что в зале разложенный блок управления - это нормально А вот так это выглядит после установки (ставил месяц назад в Краснодаре): Непонимаю почему картинки переворачиваются, в оригинале они стоят правильно. P\S на этом заказе как раз взорвался мой любимый ручник для выездных работ (Telwin 164)
Жалко уехал в командировку не успев сделать фоток, да и заказ ушел уже в оцинковку. очередная канатная дорога будет установлена в середине июня в Волгограде уже без меня. Для затравки вот несколько фоток. сразу говорю жены нет, так что в зале разложенный блок управления - это нормально А вот так это выглядит после установки (ставил месяц назад в Краснодаре): Непонимаю почему картинки переворачиваются, в оригинале они стоят правильно. P\S на этом заказе как раз взорвался мой любимый ручник для выездных работ (Telwin 164)
-
Ну вот радостная новость сегодня пришла. Пока я в командировке нахожусь, позвонили ребята с завода - друг забрал фермы тестовой обработки. По приезду проверю если ничего не повело и покрытие крепкое, то вся следующая партия пойдет цинковаться а не красится. Вот такая красота получается после горячего цинкования: P\S сделали за 2 недели, если привезти тонну то обещают сделать за 2...3 дня.
-
Боюсь это не очень хорошая идея. От домашней розетки (если живете в новом доме с нормальным трансформатором) - в лучшем случае вы возьмете 16 Ампер - т.е. 16 х 220 ~ 3.5 кВт Ели проводить паралель между электрическим током и механикой - Трансформатор сварочного аппарата (или инвертерный сварочный аппарат) это аналог механического редуктора который, уменьшает скорость (напряжение в данном случае) и увеличивает крутящий момент (силу тока) Подключая напрямую через резисторы - вы будете вместо того, чтобы преобразовывать энергию - рассеивать ее в тепло (да и не потянет так как тока маловато для сварки)
-
@metz, Укажите пожалуйста ваш город, так будет проще найти человека кто сможет мультиметром хотя бы прозвонить горелку.
-
Посмотрел фотки - прямо глаз радуется. P\S у меня основная работа теперь как раз на Сахалине, теперь знаю у кого можно спросить на счет плазмы
-
Мое мнение: Скорее всего появилось замыкание между роликами подающей системы и массой аппарата (бывает просто стружка налипает) Первый признак такой ерунды аппарат начинает плеваться и проволока горит внутри наконечника. Лечится просто, открываем аппарат - снимаем прижимную планку и смотрим в место где проволока выходит с подающего ролика в сторону трубки если трубка в оплетке бывает что в этом месте налипла стружка и сама трубка попала на массу. P\S это довольно часто встречается если аппарат стоит рядом с наждаком или отрезным станком.
-
Приветствую! Столкнулся с проблемой при использовании специальной порошковой проволоки для ответственных конструкций толщиной 1.2мм, есть небольшое подзамятие и тяжелое ее прохождение по рукаву. Пришел к выводу - необходимо заменить стандартный рукав (металлический тросик) на тефлоновый. Могу заказать три метра тефлоновой трубки внутренний диаметр 2мм внешний 4мм, на Алиэкспрессе найти тефлоновую трубку меньшего диаметра не смог. Может кто ни будь ставил уже рукав с внутренним диаметром 2мм ?
-
@Isperyanc, на второй фотке монтажная пила Saturn диск 355х3.5х25.4 - жесткость у нее для себе подобных - просто отменная, но до стационарной пилы не дотягивает.
-
Отрезной - самодельный, его Юра лет наверное 8 назад собрал и намертво к столу приварил, угол регулируется от 90 градусов, в обе стороны по 45 градусов, диск 355 х 3.5 с посадочным 25.4 Стенка трубы 3.5 мм Сборка на фланцах диаметром 100мм, отверстия под болты 12мм, количество болтов 4 штуки. Максимально допустимая рабочая нагрузка фермы рассчитанная из условия потери устойчивости ( смятии стенки трубы) 1.6 тонны.
-
Привет! Прутки все резаны под углом в 45 градусов, на том станочке который на фотке - порезаны 720 штук за 3 часа где то (зверюга 2х киловатная режет кругляк 12мм меньше чем за 1 сек) Остальные узлы (подпятники, шарнирное устройство, шкивы, бегущий такелаж, мотор редуктор и т.д. были собраны ранее, теперь остается дождаться когда фермы вернутся с горячего цинкования и через месяц как немного потеплеет приступим к монтажу. P\S хочу с прибыли новый сварочник себе взять Тритона однофазного с даблпульсом на 250 Ампер, вот только цена в России стартует от 130 000руб, а хотелось бы уложится в пределах 80 000 - 90 000руб.
-
Это называется - психанул Итак имеются: Труба ДУ-32 - 3.5 Кругляк 12мм Через 3 дня работы (без помощников) и 5 кг проволоки 0.8мм 2 составные опоры по 9 метров каждая (на фото видно 6 штук, 2 остались за кадром) собираются из сегментов 1+3+3+2 метра
-
Добрался до компа, проголосовал.... Некоторые работы просто поражают, это же сколько терпения..... P\S Хотел только еще раз напомнить на счет техники безопасности, берегите себя... Очки и перчатки - необходимы при работе с металлом (операции по зачистке, работа с прессами и молотом).
-
На сварке ферм для зачистки от окалины как раз используем оба типа щеток из первого поста. Работаем с самыми маленькими одноручными болгарками. Как было описано выше обязательно иметь защитные очки да и щиток защитный лишним не будет.
-
Разница то конечно большая, но переход не очень сложен. Тем более что есть куча готовых библиотек. Вот к примеру код моего сварочника (точечная сварка) под STM8 Причем если обратите внимание на код - я наделал там кучу ошибок, тем не менее после компилятора получил рабочий код. К примере если вам нужно считать состояние вывода незачем это делать вот так: if (GPIO_ReadInputPin (GPIOD,P5)==0) ....... Правильно будет вот так: if (!GPIO_ReadInputPin (GPIOD,P5)) - восклицательный знак в данном случае дает отрицание STM32 немного другой синтаксис команд, но тоже нет ничего сложного так как есть куча примеров. Если какие либо вопросы есть - задавайте, мой уровень по этим контроллерам не очень высокий но тем не менее 2 рабочих коммерческих проекта я на них собрал (изделия готовятся к серийному выпуску)
- 91 ответ
-
- 3
-
-
Огромное спасибо за подсказку с накладыванием гайки на отверстие с отломанным болтом или метчиком . Выкрутил метчик из нержавейки (он там уже пол года наверное жил) В субботу пришлось быстренько собирать лебедку заказчику и вспомнил что деталь осталось только одна да и та с "изюминкой" в виде метчика 2го размера на 6 мм ну а так как сборка велась в выходные и токаря пришлось бы ждать 2 дня - в общем по принципу глаза боятся а руки делают - со второй попытки выкрутил...
-
Все правильно, защита предусмотрена но при тестировании ее просто не ставили
-
Это вторая модификация подъёмника. На видео бензиновая версия (есть еще электрическая). Двигатель в зависимости от тех. задания можно установить от 4 до 11 кВт (6,5 ... 15 л\с) Первую версию можно посмотреть вот тут: http://www.youtube.com/watch?v=3n_ObPlk1vY На счет горизонтального расположения шкива - в моем случае это обусловлено более простой компоновкой и меньшим количеством запчастей (габариты в разобранном состоянии таковы что наверное даже в микролитражку войдет) Шкивы - заказные. Данное устройство развивалось как отдельное направление (сейчас готовим все документы для сертификации).
-
Приветствую! До этого молчал как партизан ибо работы было много и некогда было забрать последние детали из покраски. Итак на суд общественности предоставляется бензиновая версия малого мобильного горнолыжного подъёмника. Габаритные размеры изделия таковы, что в разобранном состоянии все помещается в багажник Volkswagen Golf. Масса приводной станции — 62 кг (мотор редуктор + рама + двигатель + шкив)/ Общая масса всех составных частей с 220 метрами 16 мм троса — 120 кг. На видео используется тестовый отрезок 12 мм троса. Расчетное натяжение троса — 600 кг. http://www.youtube.com/watch?v=ZqDOGh8MTT4 На видео не установлены преднатяжители и выравниватель положения шкивов (регулируют от +25 до -25 градусов от горизонтали). Конкурсная работа № 59, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
- 8 ответов
-
- 13
-
-
Сегодня переделал все что планировал, увеличил зазор до 0.7мм, проблем с пуском больше нет. На минимальном токе 20 Ампер, 1.8 мм режет как масло. На 40 амперах - 5мм, без вопросов, медленней нужно вести и все .... попробовал распустить шайбу 8мм, режет но с гратом. Отверстие под 104мм трубу прорезал в 16 швеллере за 3 минуты (надо на лазере вырезать трафарет, тогда работа будет занимать гораздо меньше времени. Если у кого то есть какие вопросы по аппарату - задавайте. P\S Привык на Аргоне держать горелку в воздухе между средним и указательным пальцем (прижимая большим пальцем и опираясь кистью о металл) , на плазме такое не прокатывает , привыкать надо...