BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
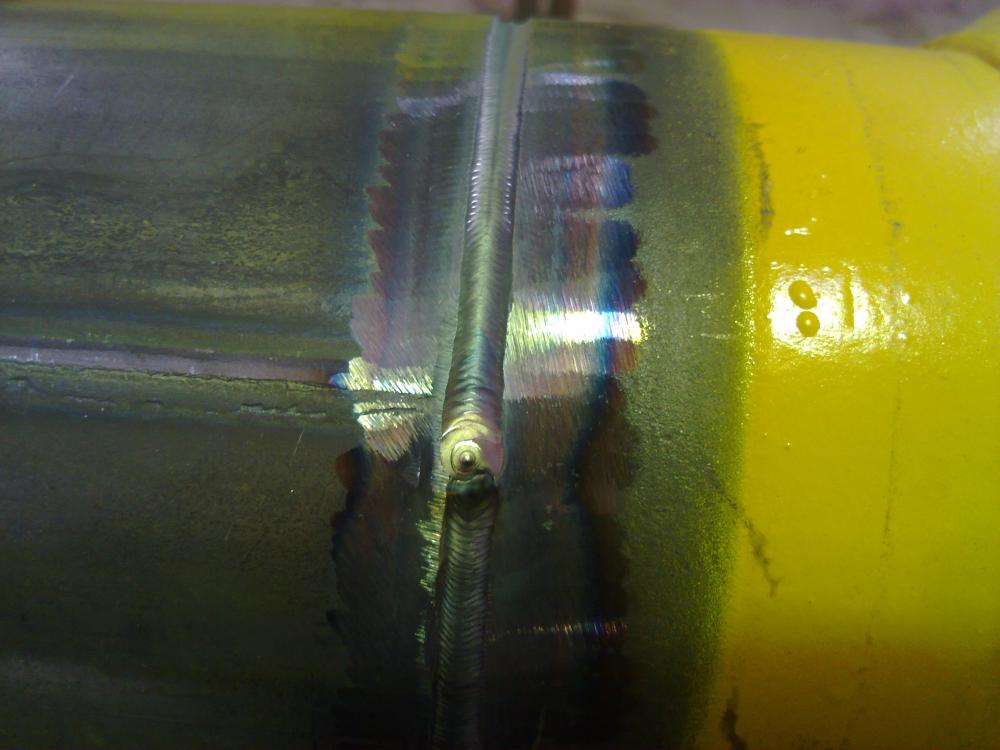
Часть моей будни . Монстр , что вчера монтировал , дождался своего часа . Корень - аргон , облицовка - ПА .Полдня пришлось раком стоять , хотя в сравнении с условиями работы @АВН , это - очень комфортно .

-
Вчера две цепи уже нашёл - хотел из одной из них делать что то подобное , но затем взгляд упал на цепь звеньевую и решение возникло само собой . Первоначальная находка ждёт своего часа .
-
Гайкой на 22 выбирается слабина цепи после фиксации звена.Да , вручную её подкручиваю. Как вариант - это возможно , но нюанс в том , что есть вероятность при затягивании уход плоскости фиксируемой детали.Отсюда и предусмотрен центральный винт .Фиксация - это только часть процесса . Так и у меня по профилю только сварка , в принципе , и все эти вещи не должны отягощать мой багаж , но за скупердяйство работодателя приходится нагружать себя лишними проблемами . Думаю , что ситуация о-о-очень распространённая . Три недели не могут купить элементарные стропы , дабы кантовать трубы и узлы и приходится пользоваться клиновидными ремнями разного калибра .... Отвлёкся от темы , дальше всё матом в адрес руководства .
-
Винт будет обрезан по-любому . Ключи никакие не использую . Пруточки тоже исключены и фиксация производится именно следующим звеном , об этом в теме указано . На краях швеллера имеется буртик , который при заведении звена и его фиксации требует дополнительной слабины. Цепь планировал использовать вообще для других целей - в своих темах про монтаж показывал тандем цепи и тальрепа . И ещё раз повторюсь - начало темы начал именно с этого . Возникла проблема , я её решил и меня это устраивает . Если у Вас есть достойное решение , то я буду рад узреть и оценить . Главное - идея , а уж реализация, усовершенствование и модернизация - второй шаг . Ну и в завершение , я ей пользовался в реалии и мне больше очевидны достоинства и недостатки того или иного исполнения .
-
@DED 1,Можно,конечно , но так удобнее . Вся конструкция изначально опущена в "0" , накинул резьбовую часть и ей же убрал слабину цепи , после фиксации ответного конца . Изначально именно винтом центральным и регулировал , но второй вариант мне более по душе .
-
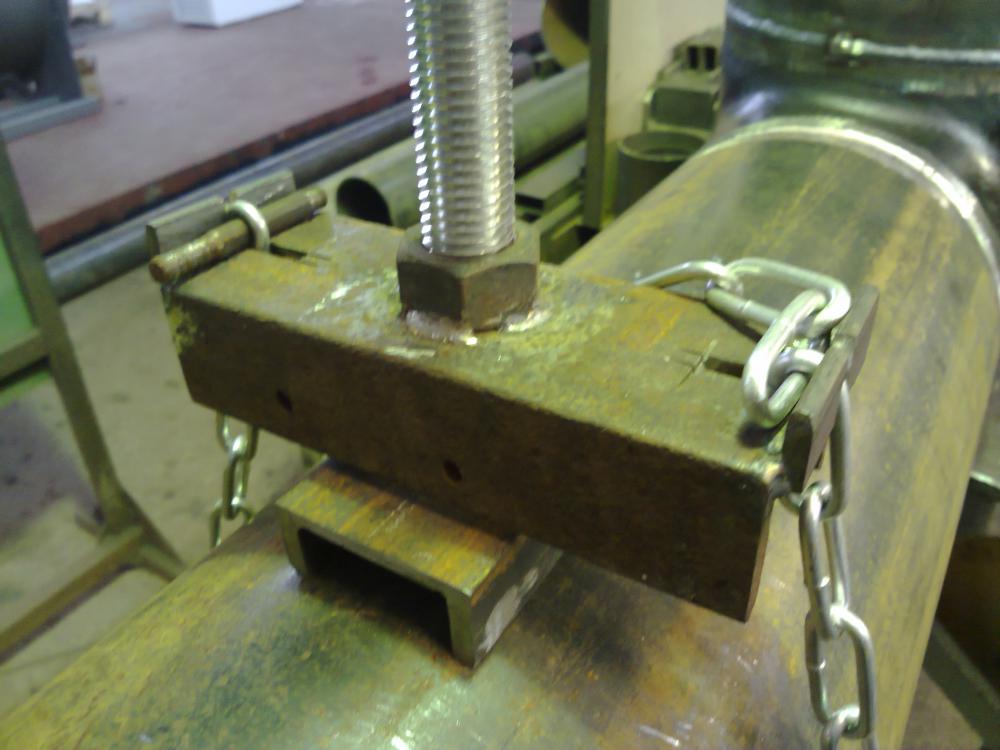
Как всегда , возникает проблема и сразу начинаешь искать пути её решения . Имеющиеся струбцины оказались слишком малы и недостаточно надёжны для фиксации трубы свыше 200 мм . Немного порывшись в своих закромах и притянув всякие идеи (интернет не исключение ) забацал такой вот инструмент . В ходе первых испытаний он подвергся небольшой доработке и потом очень удачно вписался в мой помощницкий набор . Изначально было так НО после первого использования убедился , что фиксация цепи проблематична ( вылет ответного звена то мал , то велик) и сделал так . Вторую сторону оставил без изменений. В результате , "окончательный вариант" : В работе
- 14 ответов
-
- 23
-

-
Немного обновлю тему . Монтаж крупногабаритного ( для меня ) тройника и отвода . Небольшая засада в том , что диаметры значительно разнятся , да и геометрия оставляет желать лучшего . Для того , чтобы равномерно "разбить" разницу , использую швеллер меньшего размера , забивая который высоту выставляем , а смещая влево-право , по стенкам уравниваем разницу . Не касаюсь вопроса , какое должно быть смещение кромок и т.п. по ряду причин .
-
 Илона, svarnjuk, ВлаДон , Поздравляю Вас с Днём Рождения ! Здоровья , счастья и удачи !
Илона, svarnjuk, ВлаДон , Поздравляю Вас с Днём Рождения ! Здоровья , счастья и удачи ! -
@mf_,Как правильно , по научному , всё это делать я не скажу . Что для себя вывел из своих трудов , постараюсь обобщить . На тонкостенной трубе , чем шире сварочная ванна , тем больше вероятность сделать прожог . Теплоотвод крайне мал , скорость продвижения невелика , сварочная ванна велика и кол-во расплавленного металла критично . Если сюда добавить неудачную разделку ( зазор , фаска , притупление , неравномерная кромка ) , то получится полный набор для фиаско . Если вести электрод ф 2,6мм с минимальными колебаниями , то охват зоны сварки будет в пределах 5мм (+/-) . Если мы сделаем зазор 3мм и подобие фаски в 1/3 от толщины , то мы вполне можем перекрыть эту разделку на малом токе . Зазор не даст "захлебнуться" дуге , а толщина притупления (2/3 или вообще целиком) удержит сварочную ванну , потому как от малого тока и разогрев не такой сильный и наплавленный металл успевает "схватиться" .Колебания имеют диапазон от кромки к кромке , а косвенного тепла хватает на разогрев и сплавление по 1-1,5мм от разделки .ПОвторюсь , что с зазором легче и увереннее сделать обратный валик . Если зазор уменьшить до 2-х мм ( при сварке его ещё стянет ) то усиление на потолке сделать сложнее , а вот на всех остальных стенках оно имеет место быть . На потолке это отсутствие и даже вогнутость допускаются . Металл холодный , а так как сварку начинаем от туда , то это как следствие . С другой стороны , если кромки сварены и корень вровень со стенкой ( хотя по мин. допустимым 0,5мм это усиление почти что вровень со стенкой ), то это вполне достойный вариант . Я пробовал увеличивать ток до критического , дабы "продавить" усиление , но это лотерея . Ну и о главном . В большинстве случаев я варю корень аргоном и РДС трубу в таком , как показано на видео , в редких случаях . Это я к тому , что все мои рассуждения могут сильно отличаться от правильных .Так что мой совет , слушайте что Вам рекомендуют все желающие , пробуйте на практике , делайте выводы и оставляйте для себя Ваше . Сколько людей - столько мнений .
-
Однозначного ответа на свои вопросы вряд ли получите . Слишком много "но" . На виде в самом конце , пусть и вскользь , но можно узреть усиления и с внутренней стороны , и с внешней ( размеры приводить , думаю , смысла нет ) . Спорить , доказывать или убеждать я не буду , как и учить , как надо варить , потому как и сам , можно сказать, только учусь , постоянно что-либо совершенствуя , меняя , как в мелочах , так и в корне . Одно время я немало скепсиса выказывал относительно некоторых вещей на страницах форума , теперь же больше склоняюсь к такому принципу , что не всё , что не получается у меня , не могут сделать другие с должным качеством . Виноваты в этом отсутствие знаний , навыков , возможностей и опыта . Можно подвергать сомнению лишь голословные заявления или откровенный фейк . Я немало эксперементировал ( нет у меня ни Гуру под боком , ни спец.образования трубного) с зазорами , токами , наклонами и рисунками . Форум с галереей и фотами , Ютуб с видео - очень хороший стимул того , куда и к чему есть стремиться . Я искренне завидовал и завидую шедевральным работам многих форумчан и постоянно стараюсь для себя поднимать планку . И считаю , что если даже знать все параметры , на которых делались эти произведения , достичь исходника будет невозможно . Главное - это дойти умом и руками до всего этого самому , методом проб и ошибок , дабы всё это прочувствовать и понять . Все азы и нюансы сварки избиты вдоль и поперёк , что в книгах , что на страницах форума , однако в жизни не всё так гладко , как на буквах . Так же и здесь , что толку переливать из пустого в порожнее , что можно , что нельзя , что возможно , а что нет . Даже с разделкой и зазором есть куча вариантов , равно как и для иного стыка . Если что-либо не получается - копайте в себе , меняйте параметры , а советами здесь Вас только запутают , потому что у каждого здесь своё видение проблемы и , зачастую , оно обосновано и не всегда не верно .
- 621 ответ
-
- 10
-
-
Давным-давно, в бытность мою проживания ещё на Колыме , случилась оказия на водопров.магистрали - заморозили участок трубопровода и на одном из узлов лопнула чугунная задвижка . Диаметр точно не скажу , но на вскидку и по памяти , мм 300. Меня , как самого молодого , а тем более тот участок на нашу ст.артель приходился , отправили устранять это недоразумение. Я , естественно , лох лохом в этом вопросе . Коллега по цеху , старый матёрый сварной - дай Бог ему здоровья и долгих лет жизни , дал мне наставление , электроды УОНИИ , а руководство снабдило св.трансформатором . Следуя наставлениям , безбожно матерясь мы с корефаном сделали эту задвижку и пару лет после того она ещё работала, потом я уже уехал с тех краёв . С обеих сторон трещины мы засверлили , заштифтовали и , проварив трещину ,перекрыли всё это дело ,связав и штифты и трещину.Пром...хались весь день ." Почему именно УОНИИ , а не "простые" электроды ? Это чтобы небыло трещин , чтобы крепче и т.д и т.п " . В теории я что тогда не силён , что сейчас , поэтому не берусь судить , правильно или нет , но факт остаётся фактом .
-
Скинул "срочную" схему , взялся за очередную "срочную" , ранее начатую . После основных диаметров 108-159 , 273 мм - как тяжёлая артиллерия . Мало того , что толщина стенки на тройниках не соответствует заявленной , так они ещё и какой то хренью покрыты , которая и чистится отвратно , липкая (кузбасслак бодяжный - не иначе ) и дыму от неё , ужас . Толщина стенки , вместе с щедрым слоем лака - 5 с копейкой миллиметров , вместо 7 заявленных , а вкупе с неправильной геометрией стык преподнёс нехилое смещение по всему диаметру . Пришлось ставить дикий зазор и аргонить . Очень помощник Жил-был венчик , но длинноват , зараза . По просьбе супруги отпилил излишки , но проблема вылезла с другой стороны . Не держится в гнезде своём проволочки - мало того , что упругие , так ещё конструкция ущербная , и ручки , и в целом . Купить другой - благо штука копеечная , но мы не ищем лёгких путей , а , при случае , не прочь блеснуть своим мастерством перед слабым полом . Самцы , одним словом. Короче , захимичил в перекур
-
@mf_, LB-52U , ф 2,6мм . Полярность обратная , ток не помню . Такие зазоры на прямой варить , на мой взгляд ( если не ошибаюсь , то не только моё ) , надо . А вот с минимальным зазором - обратная намного лучше . Это для LB-шки , с УОНИИ такой вариант , не знаю , прокатит ли , потому как там полярность рекомендуется обратная и где то уже возникала тема об их отвратном горении на другой полярности . Я не пробовал , утверждать не буду .
-
Можно сделать зазор 3мм без разделки кромок и на малом токе сформировать и валик обратный , и усиление и всё за один проход . Для толщины 3,3-4мм (наиболее часто это трубы до 108мм) считаю корень РДС извращением. Ток в пределах ~35 - 40 А ( не факт , что амперы правильные , пляшу от своего балластника ) . Такие вещи хорошо прокатывают на поворотном шве . С неповоротным сложнее - засада потолок . Можно его пройти на чуть повышенном токе - металл ещё холодный и сварочную ванну удержит, а затем скинуть и варить дальше . Если уменьшить зазор до 2-х мм и повысить ток до ~45-50А , то , учитывая проплавление , варить будет и быстрее и удобнее , главное уловить для себя границы дозволенного , чтобы и проплавилось всё , и не потекло-прогорело, и сформировалось . Здесь важна и скорость движения , и рисунок , и наклон .В последнем случае внутреннее усиление в самых минимальных пределах , или вровень со стенкой. Из возможных косяков - непровар или несплавление кромок . И самое главное , те приёмы и параметры , на которых варю , к примеру я , Вам ничего не дадут , пока не найдёте свою золотую середину методом проб и ошибок . Все основы уже писаны-переписаны и я также тыкался , копировал , подражал и т. д. , пока не пошёл своим путём (эксперименты ,тренировки и подобие анализа ). Если есть проф.преподаватель , то это одно , а заочное обучение - совершенно другое - здесь всё в твоих руках . Кстати , немаловажным фактом является держак , электроды само собой ( с УОНИИ я почему то не дружу,текучие они больно и не стабильные). Давнишнее видео и не столь информативно . Зазор 3мм и фаска слегка разделана , что сегодня делать бы не стал.К тому же ток великоват . Всё делалось на скорую руку и спустя рукава , даже не помню для чего и зачем . Все эти нюансы создали ряд трудностей при сварке , хотя результат , в принципе , положительный .В конце ролика и тех.окно заметно , но оно здесь , как рыбе зонтик.Спасло то , что фаска снята на 1/3. Кстати ,то что варю в перчатках - это моё недоразумение , обычно так не делаю.Труба 108 х 3,5 http://www.youtube.com/watch?v=OrtqN-mfieo&feature=youtu.be
- 621 ответ
-
- 11
-
-
@xasad,С первых шагов учитесь подавать проволоку пальцами - это значительно облегчит жизнь . Для руки с горелкой "найдите" опору - самое оптимальное - это мизинец . Диаметр проволоки , если для трубы с зазором , то чуть меньше зазора . Т.е. , зазор ориентируем на проволоку .Если , к примеру , ф присадки 2,4 мм , то зазор 3мм. Это в общих чертах . Но можно и меньший диаметр проволоки использовать . В этом случае подавать её придётся чаще . Можно и больший диаметр проволоки использовать , но в этом случае стык надо готовить с острой кромкой , ток больше и варить с опиранием присадки ( или частичной подачей ) . Следует учесть , что если присадка плохо перемещается в разделке , то возникает проблема с бесперебойной подачей её в сварочную ванну , а нередко и "примерзание" её к стенке.
-
@mf_,Технологическое окно актуально на толстостенных трубах , хотя бы от 6мм , край 5мм . А на 4- х и ниже - это 100% дыра , которую придётся замазывать . Разделка на тонкостенных ( имею ввиду 4мм) тоже паразитна . Достаточно сделать намёк на неё и сыграть зазором . В противовес тех.окну примите во внимание проплавление а , вкупе с небольшим зазором , вполне решит проблему сварки без боязни упустить св.ванну. Если всё же делать разделку , то на 1/2 - толщины стенки ( лучше вообще 1/3 только снять ) и угол max 30*. Равномерный зазор , стабильные притупление и фаска . Проблема тонкостенных труб - это теплоотвод , поэтому следует учесть , что широкая сварочная ванна для неё зло . Некоторые варят слепым зазором - кромки под нож , зазора нет и всё выходит ОК . Я так не могу и не рискую , поэтому этот способ не рассматриваю .
-
Проблем с ГТО не будет ?
-
Отрывок будней . Сборка "коряги" , иначе не назовёшь Аргоновыё "пейзажи" Тут уже и РДС подоспела Без фланцев тоже никуда Узел на этапе сборки-сварки И "вращатель" в работе.
-
По стыкам судить - глупо , по материалу - не корректно , исходя из этого , остаётся - эксклюзив и время на работу ( средняя ставка по региону , естественно в "+" ). Ну а далее - от спроса на продукцию . Тем более , пробный вариант .Это на мой взгляд .
-
Однозначно, в "Юмор" . Душевное видео
-
Куренга с Днём Рождения ! Здоровья , удачи и благополучия !
-
На удивление , смотрю на них с удовольствием . Нравится этот процесс .
-
То , что было срочно вчера - сегодня уже не актуально , потом сделаешь , а это пока убери куда-нибудь ( оно ведь лёгкое и компактное ) Есть более срочный заказ ( насколько , интересно , он актуален ) Вот бы они так зарплату пересматривали в большую сторону
-
Урий , с Днём Рождения ! Здоровья , благополучия и удачи во всём !
-
Соорудил себе бюджетный вращатель , а то , иной раз , такую "плеть" соберёшь , что с ней и развернуться негде в моём "закутке" , а на неповоротные стыки уже обленился . Сильно громоздкое , конечно , не положишь , но от умеренное 159-е , а от 100-ки и ниже - уверенно . Регулируются и ролики и точки опоры .