BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
Т.е. , 3-ка для него предел , тем более для такой толщины .
-
Внешний облик приобрёл свой "задуманный" облик - свобода творчества , она такая , не знаешь наперёд , что выйдет . Всё по ходу , всё по месту . Сварил ( точками , думаю , хватит - нет , добавлю ) , скрутил , окинул взглядом Прикинул , даже без механизма пространственного позиционирования , диапазон положений достаточен . Осталось токосъёмный узел и , надеюсь , в понедельник , постараюсь представить испытания . . Можно сказать , подарок себе готов












- 211 ответ
-
- 19
-

-
Судя по вопросу , человек рядом со сваркой . Аппарат "на пределе" . Любой рутил - ОЗС-12 , МР-3 (из доступных) вполне подойдёт для вашего проекта . Диаметр электрода 3мм .
-
MAG , с Днём Рождения !
-
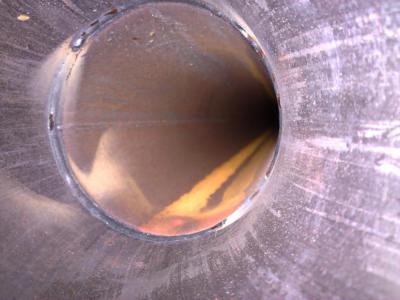
Как раз , ситуация на злобу дня ( раньше выложить времени не было ) . Тройник 159х108 . Думаю , не стоит комментировать . Пару прихваток , коррекция и финишные прихватки Весь набор многофункционального инструмента








- 2 243 ответа
-
- 24
-
-
Да что то платить не хотят .
-
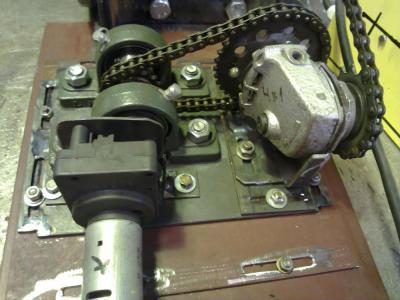
Немного окультурил "статую" . Когда решил примерить патрон , то на душе стало не комфортно - при изготовлении корпуса основная приблуда ( патрон ) даже не принималась во внимание - болты крепления , вылет кулачков ... Всё обошлось , зазоры вписались Осталось дело за малым - щётки , задняя стенка и защитный кожух на верхнюю часть . Если не уволюсь , то может доделаю Конструкция заняла своё место среди друзей-вращалкиных





- 211 ответ
-
- 13
-
-
 Я на этом токе 159х5 поворотный стык варил и не стал перестраиваться . В реальности , на таком токе варить такую стенку и диаметр в неповоротном положении неразумно . Задача была показать формирование . То , что металл не выгорел на таком токе , то это скорость сварки сыграла .
Я на этом токе 159х5 поворотный стык варил и не стал перестраиваться . В реальности , на таком токе варить такую стенку и диаметр в неповоротном положении неразумно . Задача была показать формирование . То , что металл не выгорел на таком токе , то это скорость сварки сыграла . -
Егор2281 , с Днём Рождения !
-
Удачи !
-
Немного смутил этот вопрос . Вроде бы как , прямая .
-
@Дед мазай,Держал его на примете . Он привлёк моё внимание , когда на глаза попалось видео , где его в качестве крутилки для свай используют . Там и редукция серьёзная и по габаритам относительно компактный .
-
@swarnoy_23rus, Никогда не варил трубу в импульсном режиме , всё в линейном . Форсаж - 160АД . Вольфрам WC-20 , ф 2,4мм ., присадка Bohler ф 2,4мм . Труба 57х3,5 , зазор ~2,5мм , ток - не знаю . Для такой толщины стенки трубы скос кромок делайте max 30* , притупление - 0,5 - 1мм.

-
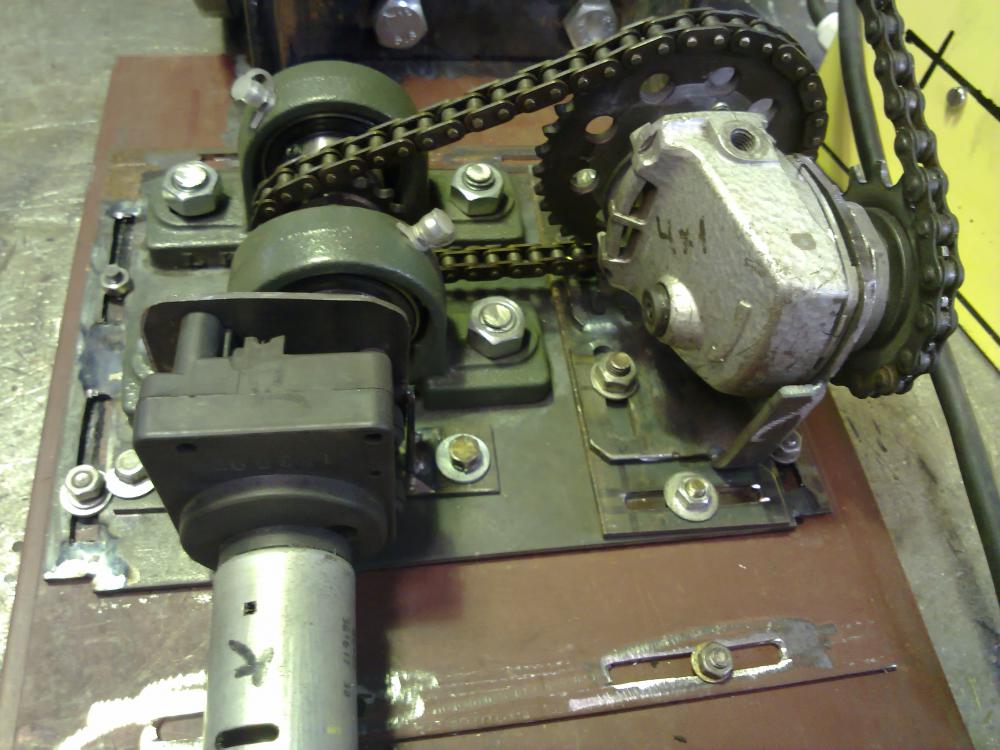
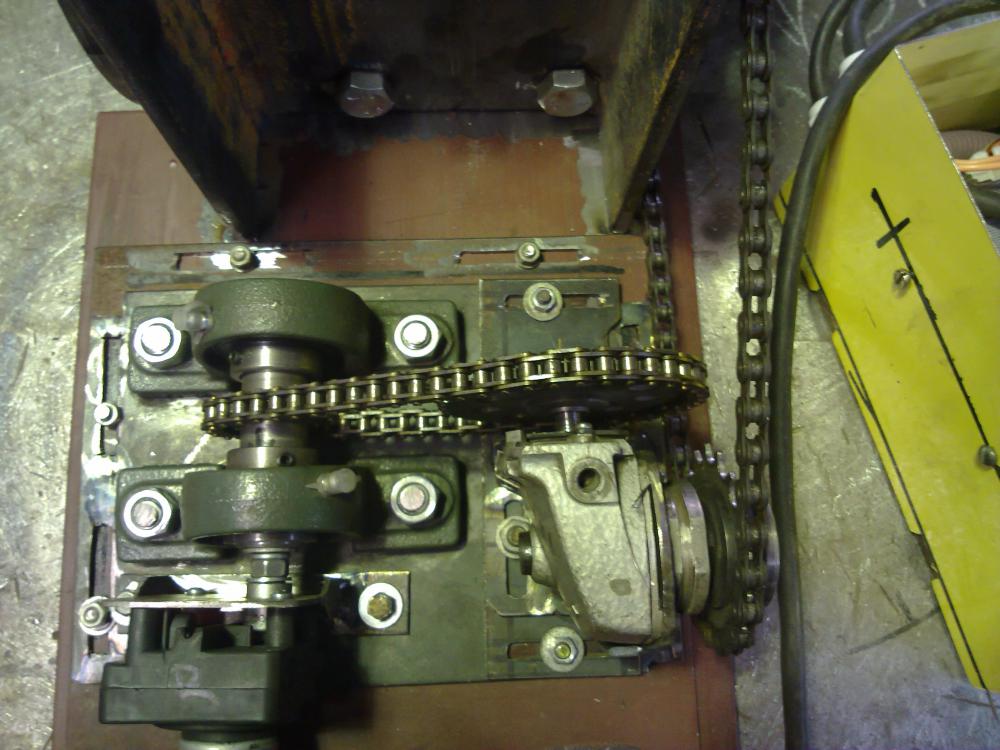
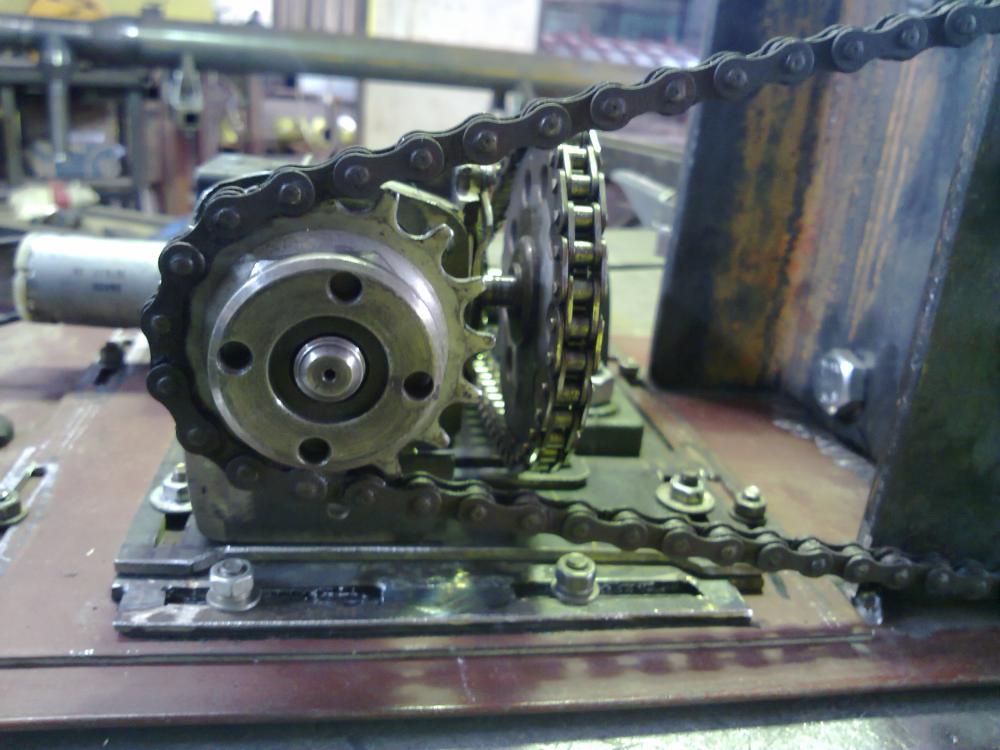
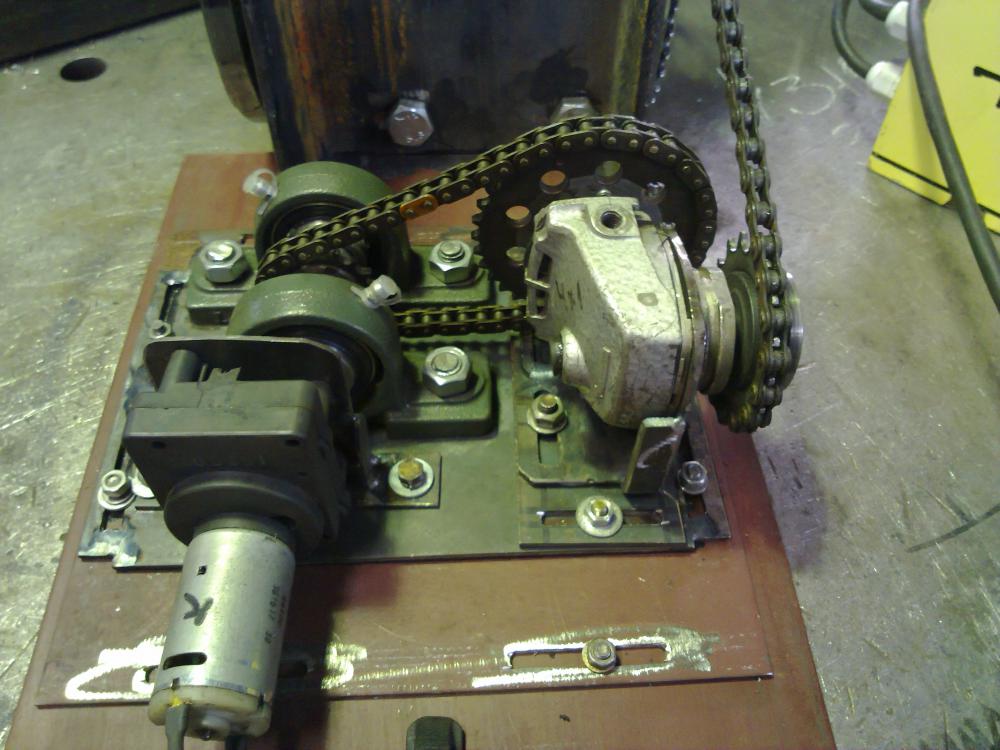
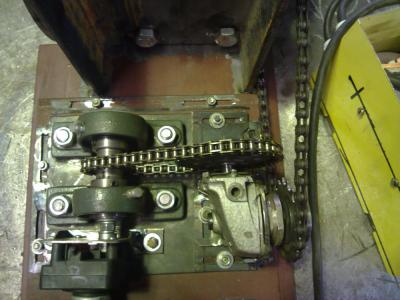
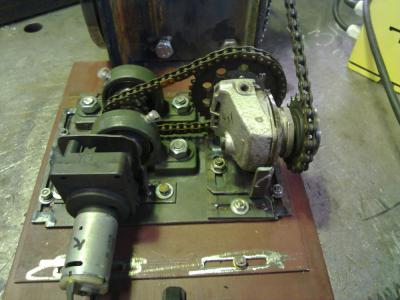
По ряду причин эпопея с вращением затянулась . Трещётка не покатила - при вращении , в следствии своего устройства , на вал передавались ощутимые рывки . Попытка довести до ума старую конструкцию - подклинивание подшипников (токарная составляющая) , игра с редукцией ни к чему путному не привела . Идея приспособить планетарку от стартера тоже была похерена токаркой . В итоге , всё переиграл . Скомпоновал "редуктор" . В готовом варианте он выступал за габариты основного вала , попытка его нарастить ... Всё правильно . А другого нет . Поэтому конструкция слегка не гармонична , но , думаю , это не сильно повлияет на функционал . Сборка предварительная и всё лишнее будет обрезано , а оставшееся - окультурено . На этом ролике - результаты высокоточной токарщины . Вал 100х25 , надо просверлить отверстие и нарезать резьбу на 8 . И ответная часть с той же резьбой . Результат . То , что вкручено , прямое . Я даже метчик вкручивал в вал , когда сомнения одолели - результат такой же . https://www.youtube.com/watch?v=w_KmOEYokRY Снимки очередного извращения И пробный заезд . https://www.youtube.com/watch?v=zUXxQuY79bM&feature=youtu.be





- 211 ответ
-
- 15
-
-
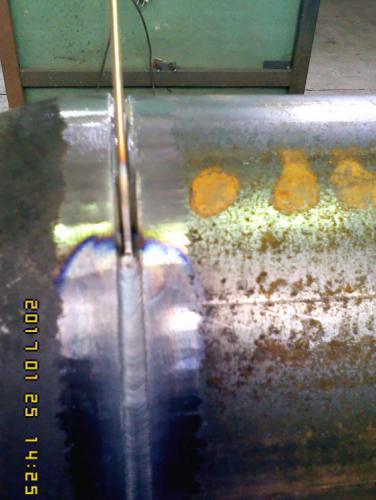
Как уже выше коллега высказался по поводу свести на минимум "неповоротку" - целиком и полностью согласен , но иногда приходится касаться . Я её варю тоже крайне редко , обленился и весь монтаж перевожу "в горизонт" , по возможности . Даже на вскидку не скажу , когда последний раз занимался этим , поэтому эти ролики можно считать "от дилетанта" . Но суть , думаю , понятна . Усиление формируется присадкой , больше ему взяться не от куда . Две составляющих - количество присадки и её положение . Ток , положение горелки , вылет электрода , способ подачи присадки - тоже дают свои нюансы . Ток у меня завышен для таких действий , но я его не стал скидывать и подбирать , хотя для тренировки рекомендую на это обратить внимание . Катушка маловата по размеру , присадка-горелка почти на весу , да и положение скрюченное уже не для моего возраста , но как получилось . https://www.youtube.com/watch?v=_qs6eNjn8Qk Взгляд на корень и присадка ф 2,4мм для ориентира . Мелом отмечено место начала сварки и конец замка . На втором видео устроился уже с комфортом и подача присадки уже немного по другому . https://www.youtube.com/watch?v=BJBPUi3-zjg Ну сам , собственно , корень . Ничего внутри перед сваркой не чистил . Делаю это лишь по настроению , в следствии сильного загрязнения или заводского напыления и в случае разной толщины сопрягаемых деталей .


-
chegevarik, Dmitry1962 , с Днём Рождения !
-
Ст.20 , наверное . Ну а по остальному - желание и постоянная практика . Не отчаивайтесь , я точно так же начинал . Просто , у меня этих стыков уже десятки километров , а вас первые метры . Вот и всё .
-
Исходя из имеющейся присадки . У меня ф2,4мм , зазор ставлю 3-3,2мм - это в самом большом месте , потому как не всегда рез трубы ровный . После сборки стыка зазор стягивает , прохожу разделку - стабилизирую зазор и корректирую скос и притупление , диском 2,5мм . Всё . При использовании присадки меньших размеров , меняются вводные - зазор , диск . Вполне возможно . Он просто "не выходит" на свои рабочие параметры . Если для детали такой ток , куда ни шло , то для него этого мало . На РДС , можно и 5-кой заварить тонкий металл , но это , мягко говоря , не то . Заточка "на иглу" как то сглаживает такой диссонанс , но гармонию получить можно , всё-таки , с натягом . У меня тоже , почти . Фото в студию . Нет , защиты никогда не было . 108х3,5 После облицовки .



-
Мне ЕСАБ не понравился . Довольно часто , при сварке корня , муть в сварочной ванне появляется . А если чуть тормознулся , то 99% . Bohler в этом плане в разы лучше .
-
Есть такая мысль . Тема взаимопомощи со временем разрастётся и искать контакт в нужном месте , перелопачивая посты , будет чересчур заморочно , равно , как и с картой участников форума . Может быть стоит в шапке темы сделать assistance card ( типа , карта помощи ) . На ней можно быстро найти того , кто готов помочь в решении каких-либо проблем , а уж контакт найти можно или через личку , или здесь . Смысл тот , что человек , выразивший в теме свою готовность помочь , дублирует свой контакт на карте .
-
Фунтик , с Днём Рождения !
-
@swarnoy_23rus,У вас металл выгорел . Неправильный выбор зазор - присадка , медленная скорость сварки , широкая сварочная ванна ( или большая амплитуда движений , или неправильно подготовлен стык - зазор , притупление и т.д. ). Облицовка это дело усугубила . Чтобы вывести на требуемые параметры облицовку , вместо того , чтобы пройти пару раз ( или на корне сделать побольше заполнение ) , вы забили разделку за один проход да ещё и усиление сформировали . Сделайте снимок собранного стыка , корень ( с обеих сторон ) , ну и , не плохо бы , сами катушки - фаску , притупление . Примерно , так . Труба 159х4. Фаска-притупление . Прихватка-зазор . ф присадки - 2,4мм Корень . Обратная сторона Облицовка и корень после облицовки Облицовка РДС , но , тем не менее , следов сильного пережога нет . Обратите внимание на ширину шва , имею ввиду , корень - он не выползает за свои , изначально заданные габариты . Чисто сплавление кромок , тело трубы плавить незачем .






- 49 ответов
-
- 15
-
-
Рязань тоже в этом списке . По возможности помогу , чем смогу
- 411 ответ
-
- 12
-
-
Абсолютно верно . Если зазор велик , то стоит - или уменьшить его , или присадку толще брать , или скорость/наклон горелки менять , или же пульс ( как вариант , вкл/выкл ) . В принципе , его можно подавать хоть откуда , лишь бы было удобно и сварочной ванны достигал . Относительно тех советов , что давал , то пруток подаётся по-человечески , вдоль кромок . И вот в этом положении его стоит держать чуть выше кромки . На верикале - вровень , ну на нём можно хоть как , в принципе , держать , а требуемое усиление формировать количеством подаваемой присадки и скоростью сварки , равно как и наклоном горелки . В общем , для всех положений функционал действий широк . Экспериментируйте . Удачи !
-
@mamai, Классно исполнено ! . В борьбе за призы страсти накаляются .