di4
-
Постов
591 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент di4
-
Бабло Бабло Бабло много Бобла.)
-
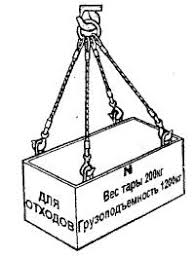
Напишу сюда, а то забуду и мысль пропадет. Столкнулся с неправильной, по моему мнению, маркировкой тары Совсем не по сварке ну ладно. И так в маркировке тары присутствует параметр Масса груза или Грузоподъемность тары, хотя в ГОСТ 19822-88.Тара производственная. Технические условия в п.2.2. Маркировка - сказано, что должна маркироваться Масса брутто. Сейчас конечно ГОСТ никому не указ, но я считаю что ГОСТ все таки составляли люди не пальцем деланные, попытался проследить логику, а что удобнее. Случай 1 (неправильный по моему мнению) Когда написана Грузоподъемность тары или Масса груза Стропальщик должен взять фактическую массу груза (первая цифра) и сравнив с Массой груза на таре (вторая цифра) сделать вывод можно ли использовать тару. Далее Стропальщик должен взять фактическую массу груза прибавить (опять первая цифра) к ней массу тары (третья цифра) получить Массу брутто (четвертая цифра) и сравнить её с грузоподъемностью стропа (пятая цифра) - волей неволей запутаешься. Случай 2 (по моему мнению правильный) Когда написана Масса брутто Стропальщик к фактической массе груза (первая цифра) прибавляет массу тары (вторая цифра) и сравнивает полученный результат (третья цифра) с Массой брутто (четвертая цифра) и Грузоподъемностью стропа (пятая цифра). Так мне гораздо удобнее принять решение о том могу я поднять груз или нет. Правда всех пугает страшное непонятное слово Брутто но думаю поделав эти вычисления 100-200 раз в день 5 дней в неделю страх пройдет и появиться уверенность что второй случай удобнее. Все. Спасибо за внимание. До новых встреч. PS: Все что написано выше это ИМХО. Тобиш бред моей больной фантазии.

-
Отношение руководителей к проф составу изменилось. Раньше не было возможности кликнуть в твитер и позвать весь мир на работу, выбрать подешевле или отслеживать резюме собственных сотрудников и платить им меньше. А сейчас людей пруд пруди и руководители за свои места не особо держаться, все стали коммуникабельными и быстренько перебегают с места на место. У нас за три года три начальника цеха сменилось. На работу берут юристов или с небольшим стажем работы. Они поработают 6 месяцев и свалят. Всем параллельно кого на работу набирают. А что до рынка труда, наверное да, работы стало гораздо меньше. Иностранная интервенция, отечественные производители неспособны выдержать конкуренцию веками наработанного опыта других стран. Мир стал хитрее и изворотливее, а мы все еще живем российскими принципами добра и справедливости.
-
Сам раньше гибкой не занимался. Прилетело. Достались мне трех валковые вальцы симметричные пирамидой наклон 72 градуса. валки диаметром 350 мм. Подвижные только боковые с регулировкой наклона, с упором у торца верхнего валка. Начитался литературы. Литература приложена. Если кто гнул, поправьте. 1. Наносим разметку лучей на развертку по краям через 40 мм для подгибки концов на прессе, остальное через 240 мм чтобы разграничить сектора для гибки участков на вальцах. 2. Считаем расположение высот опор боковых валков. 3. Подгибаем на прессе концы, проверяем шаблоном по приведенному к перпендикуляру радиусу. 4. Устанавливаем в вальцы от края к середине. Упираемся кромкой в упор. Устанавливаем луч параллельно оси верхнего валка. 5. Прокат туда сюда первый сектор 240+ 240 мм. 6. После прокатки первого сектора переходим на второй. 7. так двигаемся к центру. 8. Дошли до центра, перешли гнуть другую сторону развертки. 9. Стыкуем, варим, калибруем участками с перехватом. Спасибо. РТМ 26 123-73.pdf Moshnin_Gibka_pravka.djvu
-
По моему мнению практично, дешего, но не эстетично. Мой вариант конечно тоже не фонтан. Просто в Южной Америке они у каждого дома есть. А вот мониторов не встречал. Это надо в Бангладеш на гуглмап опускаться. Там такое вероятнее всего можно найти.
-
Надо перевести тему на китайский
-
А легковая автомашина с клиренсом 155 мм будет работать в наших условиях? Ниче выпускают и покупают. Весной и осенью пузом по снегу. А китайские вещи из пластика которые в руках разваливаются будут работать в наших условиях? А поликарбонат на теплицу который сгорает за 3-5 лет со сроком службы 10 лет будет работать в наших условиях? А ботинки из Белоруссии которые через полтора сезона разваливаются? Будет это работать в наших условиях или нет покажет практика. Да есть большие и высокие собаки, да по улицам ходят коровы и козы, да летают вороны и чайки. Да мы не настолько бедная страна как в страны Южной Америки в которых видимо растаскивают мусор прямо около дома и сдают в утиль за деньги. Х его знает будет это работать или нет, но пока мусор лежит на земле прикрытый старым ковриком и ждет наклоняющегося к нему мусорщика.
-
Ну ворон и воронов у нас нет. Это у тех кто ближе к лесу или свалке живут, наверное. Там еще и чайки встречаются. Вот мусорки в Южной Америке у каждого дома:
-
Не знаю в Монреале не был.) Посчитаем расходы на материал: Проволока ф 6 мм 18-19 п.м. (может по больше с отходом.) 10 руб/метр = 190 руб Труба ф 20х2,8 3 п.м 82 руб/метр = 246 руб Два платика 200х200х3 мм. ну платики пусть по 50 р Итог:536 руб. Ну ни че так можно делать. Ток мороки много. Здравствуйте станки по гибке проволоки и кондуктор для сборки.) Общий вес.около 8 кг. Ну уж ежли в Южной Америке они на каждом шагу. Тогда я не знаю.)
-
Корзина для временного хранения мусора Цивилизация пришла в Россию и в частных секторах начали собирать деньги за вывоз мусора. Два раза в неделю в частном секторе можно наблюдать картину ,как по улицам ездит мусорная машина и собирает пакеты с мусором. Становимся почти американцами, только у них для этого около дома есть баки. В нашем случае в бак положить нечего, так как норма забора мусора за один раз составляет два пакета. Так и валяются по улице по два черных пакета у каждого дома. В развивающихся странах Южной Америки повсеместно около домов установлены корзины для складирования мусора. Почему бы и нам не попробовать установить такие корзины для временного хранения пары черных пакетов. Разместив пакеты около дома на определенной высоте их не достанут собаки, не заметет снегом и в какой-то степени проще снимать пакет из корзины, чем лезть в бак или просто поднимать с земли. Россия конечно не Южная Америка у нас существуют такие природные явления, как ураганный ветер и снег, уборка от снега улиц бульдозером, который оставляет за собой шлейф сугробов по бокам да и сами сугробы. Полазив по гуглмап в Южной Америке наткнулся вот на такую конструкцию. Конечно под конец все сведется к конструкции корзины в виде отбортовки из листа и решетчатого днища , чтобы снег не накапливался, так как это более технологичный вариант, но давайте не забывать о том, что мы живем в капиталистической стране и потребитель у нас теперь разный. И так конструкция корзины должна быть с решетчатым дном, чтобы снег не накапливался, и не приходилось его от туда доставать. Корзина должна иметь борта, чтобы мешки не выдуло снегом. Корзина должна быть эстетичной. Корзина должна быть высокой и одновременно не очень высокой, чтобы не достали собаки, но смог достать ребенок, который хочет закинуть пакет с мусором в неё. Высоту корзины можно выбрать по ходу пьесы, снабдить корзину парой ступенек, на которые может подняться человек, но не сможет собака. Размещать корзину следует в таком месте, где Вы чаще всего чистите снег, так как накопившиеся под ней сугробы будут служить ступенькой для собак. Не следует размещать корзину на проходе или проезде, если вы не предусмотрели съемный вариант. Необходимо тщательно закрепить корзину, чтобы она не свалилась на играющих рядом детей и не была ими помята. Чтобы обезопасить стойки корзины от таксистов вечно разворачивающихся во что-нибудь бампером можно в стойки залить раствор для укладки кирпичей через пару недель он застынет и трубу будет сложно согнуть. Не следует размещать корзину рядом с дорогой, так как экскаватор, который почистит Вашу улицу зимой от снега оставит снежные валы и занесет её или даже погнет. Вроде все, падение метеоритов на корзину и другие апокалипсисы не учитываем. Ну так вот что у меня получилось. Делать данную конструкцию, я скорее всего не буду так как нет времени и ресурсов. Если кто-то что-то подобное сделает в металле просьба прислать фотки, просто посмотреть ну и узнать, как работает, накапливается ли снег, жидковата или нет, высока или нет и т.д. Спасибо.
-
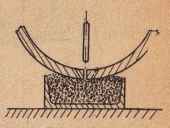
Вот под 10 ку нашлись режимы. При односторонней сварке массивных изделий, изготовленных из листов толщиной более 8 мм, специальных прижимных устройств не требуется, так как флюсовая подушка прижимается к кромкам стыка благодаря собственному весу изделий (рис. 73). ис. 73. Флюсовая подушка для сварки стыковых соединений массивных деталей. Режимы односторонней сварки таких стыков приведены в табл. 21. Сварка стыковых соединений с зазором может быть выполнена проволокой диаметром 2—5 мм. Стыковые соединения листов толщиной более 12 мм сваривают двусторонними швами (рис. 74). При этом требования к точности сборки менее строги, чем при сварке соединений односторонним швом.
-
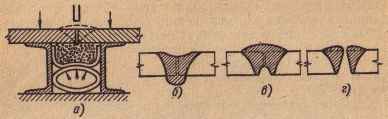
Книжки: При автоматической односторонней сварке под флюсом стыковых соединений применяют флюсовые подушки. К нижней стороне свариваемого соединения поджимают слой флюса, препятствующий вытеканию расплавленного металла. Равномерность формы и сечения шва по длине стыка в значительной степени определяется равномерностью зазора в стыке и равномерностью поджатия флюсовой подушки (рис. 72). При слабом поджатии флюсовой подушки шов получается ослабленным с выпуклым обратным валиком. Чрезмерное поджатие подушки приводит к обратному явлению: шов получается с неполным проваром, вогнутым с обратной стороны. При сильном поджатии флюса и чрезмерно широком зазоре в стыке в центре шва образуются сквозные отверстия или канавки. Оптимальное давление поджатия флюсовой подушки зависит от толщины свариваемых листов, а также от режима сварки и определяется опытным путем. При сварке листов толщиной от 3 до 8 мм, имеющих небольшую массу, флюс поджимается искусственным путем: специальными прижимами и резиновым или прорезиненным шлангом, в который подается сжатый воздух. Флюсы можно также поджимать электромагнитами, например, при сварке листов встык на специальных магнитных стендах. Режимы односторонней автоматической сварки листов толщиной до 8 мм на флюсовой подушке приведены в табл. 20. Рис. 72. Схема сварки и форма стыковых швов, выполняемых на флюсовой подушке: а — схема поджатая флюсовой подушки, в — форма шва при недостаточном поджатии флюса, в — форма шва при излишнем поджатии флюса, г — сквозное отверстие в шве при чрезмерно сильном поджатии флюса или чрезмерно большом зазоре в стыке при нормальном поджатии флюса. Таблица 20. Ориентировочные режимы односторонней сварки стыковых соединений металла толщиной 3—8 мм на магнитных стендах с флюсовой подушкой. Толщина листов, мм Зазор в стыке, мм Диаметр электрода, мм Iсв, А Uдв vсв, м/ч Грануляция флюса подушки Давление воздуха в шланге флюсовой подушки, ат 3 0—1,5 1,6 275—300 25—30 34 Мелкая 0,8 0—1,5 2 275—300 28—30 44 Мелкая 0,8 0—1,5 3 400—425 25—28 70 Мелкая 0,8 4 0—1,5 2 375—400 28—30 40 Мелкая 1,0-1,5 0—1,5 4 525—550 28—30 50 Мелкая 1,0 5 0—2,5 2 425-450 32—34 35 Мелкая 1,0-1,5 0—2,5 4 525—625 28—30 46 Мелкая 1,0 6 0—3,0 2 475 32—34 30 Мелкая 1,0—1,5 0—3,0 4 600—650 28—32 40,5 Нормальная 1,0—1,5 7 0—3,0 4 650—700 30—44 37 Нормальная 1,0—1,5 8 0-3,5 4 725—775 30—36 34 Нормальная 1,0—1,5 Ну вот и ответы.
-
Очень мало практиковался в автоматической сварке под слоем флюса. Для себя хотел выяснить вопрос о сварке на флюсовой подушке. На практике можно ли получить стабильный процесс сварки листов в стык, толщиной 10 мм, низкий углерод, длина стыка до 1 м, сварочная проволока ф 4 мм в один проход без разделки,односторонняя сварка, без зазора или с зазором до 2 мм (длина, расстояние между прихватками, сторона с которой расположены прихватки ?), на флюсовой подушке без поджима снизу - просто за счет веса детали, при этом получать стабильный обратный валик по всей длине включая места прихваток, при условии что сборка близка к идеальной, контроль как обычно УЗК 100%? Напишите пожалуйста если не сложно стоит ли голову ломать или сразу двусторонний настраивать. Спасибо.
-
В Китае - нашел работу уже счастье. А если еще зарплату будит платить это как на инфинити по деревне ездить. ) Расчеты образные. Поэтому 7х4 не 20. Кому надо посчитают и обрезки после раскроя и площадь поверхностей шара сравнят. Это не сложно.
-
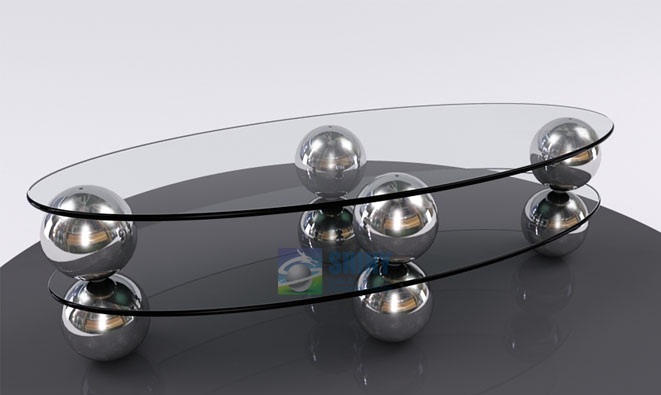
Китайцы ответили что шар 300х1,5 матовый стоит 4000 руб, а 800х1,5 матовый стоит 20000 руб. Оно и понятно 300-е штампуют из половинок и варят как показано выше, а с 800-ми приходиться повозиться, да и металла в 7 раз больше надо.
-
https://www.youtube.com/watch?v=x_U2OB_xHes https://www.youtube.com/watch?v=_bWTg96UMgw
-
Да, видимо действительно придется шлифовать до зеркала пастой гоя. https://www.youtube.com/watch?v=IWjMvPDkuGQ https://www.youtube.com/watch?v=e47t62kcIhQ Ну и по теме: https://www.youtube.com/watch?v=1t_Xorv6IJA https://www.youtube.com/watch?v=gayLBBFVl1o https://www.youtube.com/watch?v=XK8Bv3Ew5XU Камин: https://www.youtube.com/watch?v=o0W-XhjqHcs Шар https://www.youtube.com/watch?v=4SEMc39BoYE https://www.youtube.com/watch?v=pbXoJKzSs28 Как поправить: https://www.youtube.com/watch?v=XAAcZqtCb08 Как сварить половинки: https://www.youtube.com/watch?v=3W11mwzaaYE
-
Ну вот как то так во всем мире принято изготавливать.
-
Нашел технологию создания покрытия зеркального шара. Респект автору https://www.youtube.com/watch?v=_9PpgzpsFgk
-
 Понятно что сварить петуха не так то просто, нужен особый художественный талант, который либо надо было развивать, либо иметь с детства. Поэтому видимо изображение самого животного лучше вырезать из листового материала на лазере а потом приварить к какой нибудь полезной поделки которую потом не стыдно показать или подарить на новый год чтоб даром не пропала. Наиболее распространённый подручный материал у сварщика это сварочная проволока. Чтобы конструкция была долговечной и презентабельной наверное лучше использовать нержавеющую сварочную проволоку (это удовольствие не дешевое да и варить её между собой лучше контактной сваркой). Конструкции из проволоки в обиходе встречаются следующие: мыльница подставка, под столовые приборы, решётка для жарки картофеля фри, подставка для сушки тарелок, подсвечник, подставка для салфеток, кормушка для птиц (кстати мысль довольно своевременная).
Понятно что сварить петуха не так то просто, нужен особый художественный талант, который либо надо было развивать, либо иметь с детства. Поэтому видимо изображение самого животного лучше вырезать из листового материала на лазере а потом приварить к какой нибудь полезной поделки которую потом не стыдно показать или подарить на новый год чтоб даром не пропала. Наиболее распространённый подручный материал у сварщика это сварочная проволока. Чтобы конструкция была долговечной и презентабельной наверное лучше использовать нержавеющую сварочную проволоку (это удовольствие не дешевое да и варить её между собой лучше контактной сваркой). Конструкции из проволоки в обиходе встречаются следующие: мыльница подставка, под столовые приборы, решётка для жарки картофеля фри, подставка для сушки тарелок, подсвечник, подставка для салфеток, кормушка для птиц (кстати мысль довольно своевременная).
-
Кризис в стране. Петухов варить нехотют.
-
Что интересно не падает.)
-
Самое главное это выбрать концепт. Петух в виде флюгера. Статуэтки. Светильника. Или формы для печенья.)):
-
Человек знает..человек понимает. )