Helper
-
Постов
765 -
Зарегистрирован
-
Посещение
-
Победитель дней
19
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Helper
-
КХМ - это Коксохиммонтаж?
-
А, что пускай поэкспериментирует! Только не забывать про средства защиты - диэлектрические перчатки, галоши и т.д., через воду хорошо вдарит током. Прикольно он еще и ток регулирует расстоянием между пластинами, а водичка, поди, закипает со временем!
-
 Если наконечник горелки разборный, можно посмотреть. Если на горелку так настроено, то это очень много! На сварку и ацетилен убавить и кислород тоже, у мундштука горелки выход совсем мелкий, может и в ацетиленовый канал передавить. @aLEX, а Вы пробовали первый вентиль, при работе резаком, открывать полностью?, а то получается при проходе через вентиль заужение канала кислорода, а потом еще разделение этого канала на кислород пламени и кислород режущий.
Если наконечник горелки разборный, можно посмотреть. Если на горелку так настроено, то это очень много! На сварку и ацетилен убавить и кислород тоже, у мундштука горелки выход совсем мелкий, может и в ацетиленовый канал передавить. @aLEX, а Вы пробовали первый вентиль, при работе резаком, открывать полностью?, а то получается при проходе через вентиль заужение канала кислорода, а потом еще разделение этого канала на кислород пламени и кислород режущий. -
Собственно тоже так подумал, что таблица никак не связана с технологией сварки арматуры. @smothdrive, чем Вас троечка электрод не устраивает? Вашим аппаратом, кстати не известно еще постоянка или переменка, максимум четверкой варить и то не всегда 180А достаточно.
-
Еще у одного подъемника, при подъеме отпал уголок и зацепился за кронштейн. Кабина смялась. Порезал на металлолом и сварил новую. Сейчас в отпуске, доделывают другие, думаю нормально ездит. 1. Не так много искр! Для более горячих работ есть сварной костюм. Сапоги быстро развалились, купил за свой счет ботинки сварочные. 2. На пассажирский нужна лицензия (т.е. должна монтировать лицензированная организация с аттестованными сварщиками, естественно), грузовые никто у нас не контролирует. Людям запрещено ездить, но все равно катаются. 3. Форсаж 161, направляющие рельсы кабины из 100 уголка варил трансформатором

-
Последнее время, в основном, подъемниками занимался. На одном переносили "лифтовую" на крышу, чтобы грузовой лифт до верхнего этажа поднимался.
-
Это я в Октябре покупал электро культиватор на дачу ну и увидел на витрине мелкие электроды, у меня как раз закончились, взял пачку 1кг., чтобы были, вдруг, что аккуратное нужно будет делать. А недавно еще прикупил OK-46, 2мм, Lb-52, 2,6мм и OK-48, 3,2мм.
-
Пока ничего не скажу, повода не было варить мелким электродом. Через неделю выйду на работу, возьму с собой, испытаю и напишу. OK-48.00 тоже еще не пробовал ни разу, длина стержня как у четверки 450мм, удобно будет длинные швы делать.
-
Мой домашний арсенал. Сейчас дома нечего варить и подработок нет, вот и накопилось.
-
УОНИИ ЛЭЗ очень много брака, покрытие наносится неравномерно! Из последних пачек козырек больше сантиметра, скручивается и остается не расплавленным на шве. Варить таким электродом получается только на вертикальной плоскости, в нижнем, особенно в угол просто невозможно направить дугу, чтобы равномерно расплавить кромки. Плюс к этому покрытие очень гигроскопично, если свежая партия можно хороший шов положить, то немного времени спустя отсыревают, швы даже при внешней привлекательности, внутри в порах. Прокаливать нужно обязательно! На сварку УОНИИ ЛЭЗ нужно очень мало тока, на сварку заглушек ставил порядка 40-50А.
-
@saper24, а телега прицепом к машине будет или в ручную перемещать? Если руками не будет тяжело?
-
На...рать можно и не факт еще, что Ваш аппарат выдает эти 180А!
-
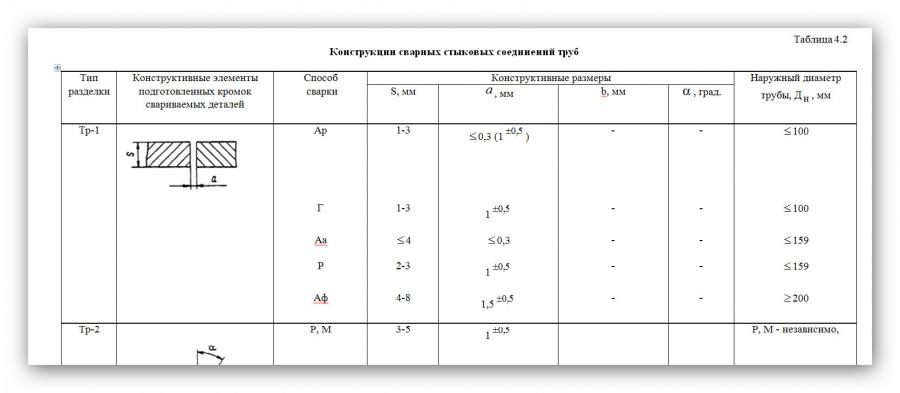
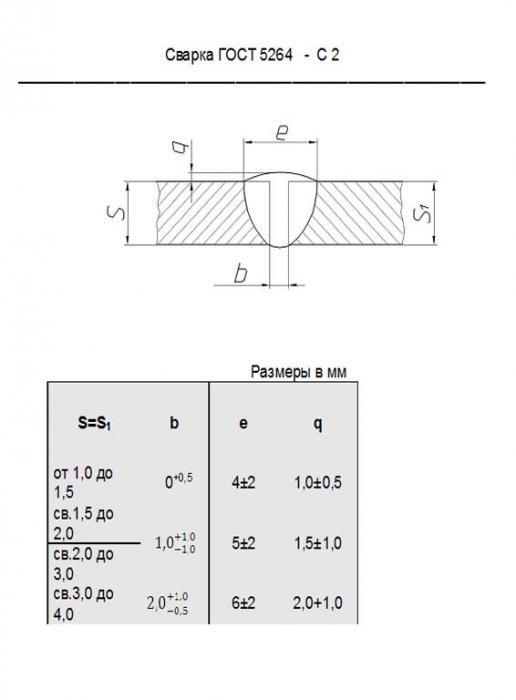
Вообще проблема, можно сказать, из пальца высосана! В ГОСТе указаны рекомендуемые конструкции сварных соединений, но конструктивные размеры могут отличаться от ГОСТовских, если при этом, обеспечивается надлежащее качество соединения. И это естественно ведь в ГОСТе не указаны типы и марки, диаметры электродов, поворотно или монтажный стык и количество слоев, проходов. А как Вы сами @Урий, заметили, различные электроды варят по разному! В ВСН 006-89 зазоры для электродов 2-2,5мм на стенку до 8мм - 1,5-2,5мм. Для электрода 3,0-3,25мм - 2-3мм. РТМ 1С таблица 4 тип разделки Тр-1, без скоса кромок, что соответствует соединению С-2 указаны толщины 2-3мм, более с разделкой.
-
@smothdrive, Вы можете показать (или рассказать), что за таблица по которой выбираете диаметр электрода, а также вид сварного соединения? Ток, примерно, подбирается 40-50А на 1миллиметр диаметра электрода (это для больших, 4мм и более, диаметров). А вообще разные типы и марки электродов могут сильно разниться в подборе тока. Одни электроды могут на очень низких значениях тока варить, на другие очень много требуется. Плюс пространственное положение - в нижнем много, на вертикал уменьшить.
-
@Рудольф Шнапс, Еще в первую группу добавить ЗАО «Электродный завод» (ЭЛЗ) Санкт-Петербург, ул. Литовская.
-
"Завхоз 2-го дома Старсобеса был застенчивый ворюга. Все существо его протестовало против краж, но не красть он не мог. Он крал, и ему было стыдно. Крал он постоянно, постоянно стыдился, и поэтому его хорошо бритые щечки всегда горели румянцем смущения, стыдливости, застенчивости и конфуза." (12 стульев).
-
Он ведь только служит для продолжения канала кислорода, а регулируешь пламя вторым вентилем.
-
У этих универсалов один канал на кислород пламени и кислород режущий, поэтому при резке происходит разряжение в пламени, отсюда резать не очень комфортно, так дырочку прожечь под врезку или чуток кромки подравнять. Если по крупному резать лучше специально резак иметь. И первый вентиль кислорода нужно на всю открывать!
-
@svarnoi69, Это для сварки набор - значит работает на ацетилене.
-
Это просто удлинитель, он должен быть плотно закручен. Проверьте герметичность соединений. А вообще универсальные горелки + резак, два в одном - плохо подходят для резки, если так по мелочи..., лучше купите отдельно резак!
-
01-001-06.pdf Уже выкладывал, в другой теме РД 01-001-06 Сварка стальных газопроводов и газового оборудования в городском и коммунальном хозяйстве и энергетических установках.
-
Главное качество соединения, а конструктивные размеры шва могут отличаться от ГОСТа. Зазор оптимальный для провара, если необходимо фаска, плюс шов должен перекрывать кромки на 2мм каждую кромку (в РТМ 1-3мм с каждой стороны), вот и получается ширина отличная от ГОСТа.
-
Ну так я уже написал, что по ошибке открыл не тот ГОСТ на своем компьютере. А Ваш начальник неправ! Допустим ширину шва можно соблюсти, а вот как проплавить такую толщину (5мм), да с таким малым зазором, без разделки?
-
Ну, да, по запарке другой гост на своем компе открыл! А Вы сами в какой отрасли работаете и как Ваши коллеги собирают стык под рентген? РТМ1с соединение С-2 толщины 2-3мм, т.е. со стенкой не более 3мм. Есть и много других документов, других отраслей.
-
В других документах написано! Смотрите внимательней 19.doc