
nOOdle
-
Постов
117 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные nOOdle
-
-
За пол года сгорело 3 штуки у четвёртого не работала функция РДС.
Это вы чего с ним делали?
-
Сталь марки 12Х18Н10Т и 08Х18Н10Т варится проволокой Св-05Х20Н9ФБС. Флюс АН-26С.
Какую разделку вы вбрали? Смотрите ГОСТ 8713-79. Если С18 то тогда диаметр проволоки 5мм, варите в 2 прохода. корень и заполнение. Ток 780-830А, напряжение 38-40В, скорость сварки 28-32 м\ч, ск-ть подачи проволоки 1 слой 87-95, 2 81-87 м/ч. Если варите пластины, то начало и конец шва делайте на выводной планке.
По поводу подогрева точно не знаю, но думаю что он не нужен.
Термообработка швов нужна только при наличии требований по МКК (межкриссталлитная коррозия).
Если изделие ответственное, то можете еще нарваться на контроль ферритной фазы!
P.S. И варить при минусовой температуре это просто "жесткое порно" какое-то

-
 2
2
-
-
вопрос может и не актуален уже. но почему не взяли Форсаж-160 АД?
-
А в чем сомнения? 80\20 - стандартная смесь для сварки черной стали. 98\2 - смесь для сварки нержи. 99.963 как минимум - сварка алюминия и его сплавов. Это для полуавтомата.
Товарищ АВД имел ввиду что швы из углеродистой и низколегированной стали сваренные такой смесью выходят золотыми. Обычно "чернуху" варят чисто в СО2.
Хотя возможно у вас есть свои какие-то специфические требования
 .
.-
1
-
-
У меня два 5-ти литровых (кислородных) на выезд. Их перед заправкой вакуумируют. Один заправляю аргоном, второй СО2. Пока замечаний нет. Баллоны по ГОСТУ одинаковые, отличаются только цветом.
а как кислородные баллоны могут отличаться по цвету? они же всегда ГОЛУБЫЕ

-
вот как-то так может выглядеть:
-
3
-
-
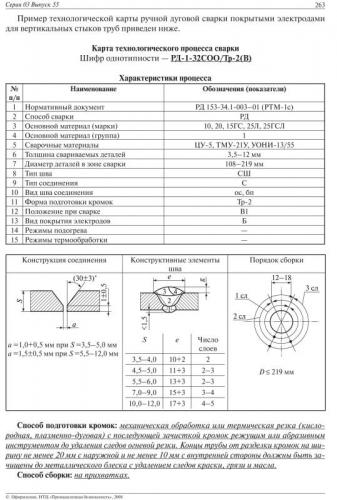
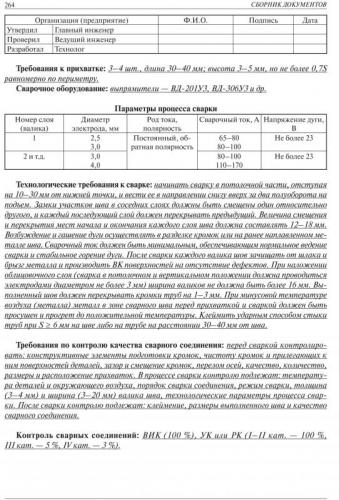
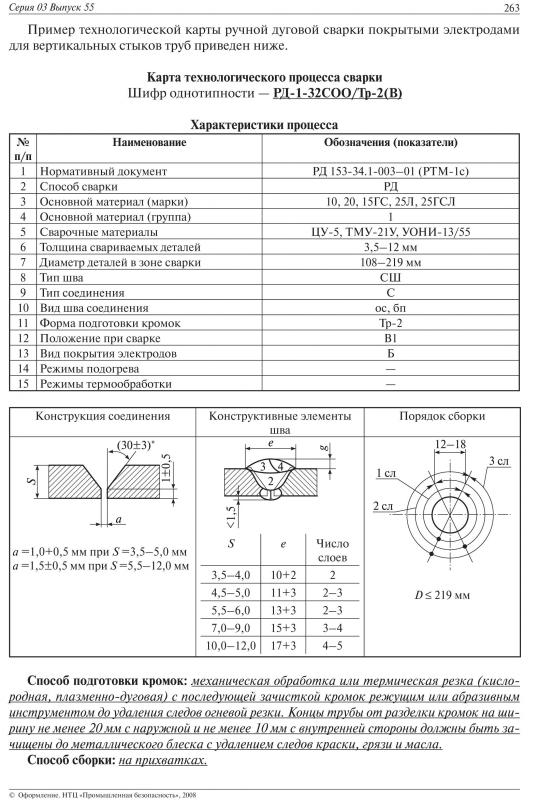
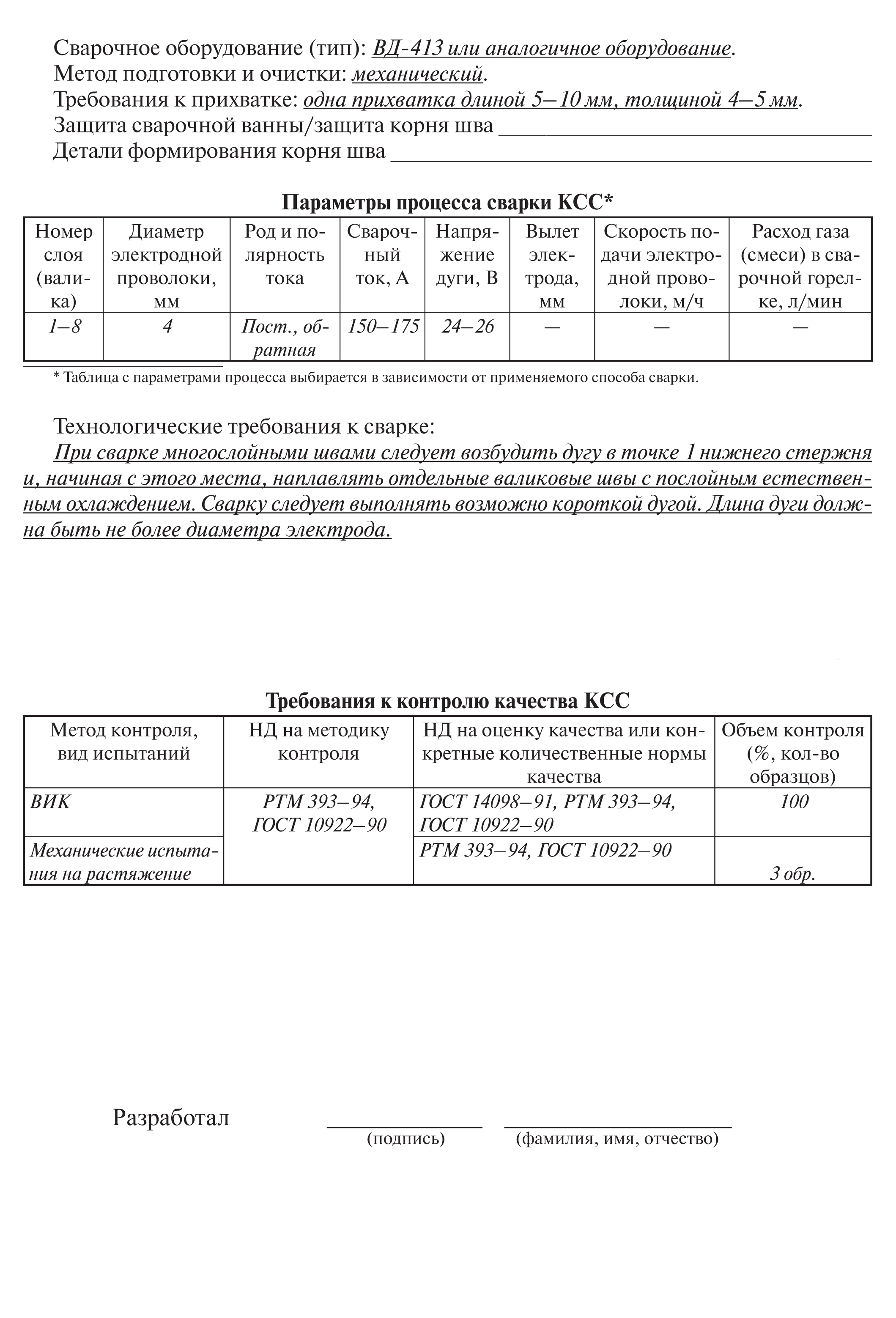
в техкарте указываются требования и особенности сварки. поэтому если у вас требования одинаковые к нескольким типоразмерам, то можно и на диапазон диаметров-толщин сделать.
-
открывайте ПБ 03-576-03 http://www.docload.ru/Basesdoc/39/39862/index.htm смотрите п. 10.1 и далее! и будет вам счастье!
-
2
-
-
здравствуйте.Подскажите пожалуйста какие нормативные документы используются для аттестации технологии по ОХНВП 8?
было указано РД 26-02-80-2004,оказалось мало.у меня в характере выполняемых работ указанно: изготовление,монтаж,ремонт,реконструкция.Группа основного материала М(01).Способ сварки ручная дуговая.
Технологию разрабатывал просто другой специалист,которого уже нет в организации,а я доделываю за ним.
Пришел на работу и попал )))
А по МО(1.3.4.6.),это уже я составлял заявку на аттестацию.Указал СНиП 3.03.01-87: Рд34.15.132-96 и ГОСТ5264-80.
все нормально,но Москва докапалась до СНиП-а.
Может кто знает какие нормативы нужны на эти 2 технологии.
МО: ПБ 11-493-02 Общие правила безопасности для металлургических и коксохимических предприятий и производств; ПБ 11-542-03 Правила безопасности в доменном производстве; ПБ 11-543-03 Правила безопасности в коксохимическом производстве; ПБ 11-552-03 Правила безопасности в сталеплавильном производстве.
СНиП 3.03.01-87: Рд34.15.132-96 - здесь если честно вообще ни о чем!
ОХНВП: вот ссылка. выберете сами что нужно. http://heriot-watt.ru/t1635.html
-
вопрос поставлен очень интересно. как проверить спросили, а зачем, почему, кто требует не сказали.
если для себя хотите проверить опрессовка вам в руки. способ мел-керосин подходит когда есть доступ с обоих сторон сварного шва!
если требут заказчик (вы сварили трубопровод и сдаете его), то тогда вам будут нужны заключения по контролю сварных швов. соответственно никто кроме спец. организации типа Лаборатории НК вам их не даст. тогда дйте к ним и они вам все "светанут".
P.S. автор чего-то отмалчивается и недоговаривает, а люди за него догадки строят и решения придумывают....
-
Пример взят из нормативной книжки, поэтому "тупо" копировать не советую. Лучше взять как основу и сделать что-то свое!
-
3
-
-
Зажигаю дугу на РАДС контактно пару десятков лет-прилипает,обламывается и остаётся в металле шва,но никогда не оплавлялся из-за этого.
Про заточку W-электрода знаете? А про ожоги металла?
-
А Форсаж Российский!? не знал..
Рязань вроде давно как российский город

-
Мужики а скажите пожайлуста реально ли вообще устроиться на работу и отучиться от конторы на НАКС.Ну естественно потом работать у них
такая практика есть. но обычно контора заключает с тобой договр, по которому ты должен отработать в ней определенный срок, чтобы отбить стоимость корки.
Привет господа сварные.Решил аттестоваться на НАКС как частное лицо-РДС на СК.Узнал всё в центре,мне предложили 2 недели, из них 5 дней практики - 20тыс.руб.На сургутском форуме сварщиков пообщался со сварными (там все в основном НДПГО,трубники),сказали что эта аттестация пустая трата времени и денег.СК никому не нужно,да и аттестовываться надо за счёт конторы.Я сейчас работаю на МК,поэтому СК для меня подходит больше,контора аттестовывать меня не будет ей это нафиг не надо.Вот и не знаю, что сейчас делать то ли аттест-ся то ли забить на всё это.Сам сварной, 5р в основном РДС.Кто что посоветует,жду комментариев
СК тоже вещь хорошая,только тебе самому нужно определиться с тем что тебе потребуется (то есть то, где ты собираешься работать), и реальную твою квалификацию (трубы потянешь).
-
из двух зол бери меньшее. бери Ресанту 220 для дома вполне хватит. из наших Форсаж хороший (тот который от 220В)
-
Осциллятор применяется для бесконтактного зажигания дуги (то есть не касаясь металла). Целесообразно применять осциллятор при сварке неплавящимся электродом (т.к. если зажигать W-электрод касанием, он быстро оплавится) и при сварки цвет. металлов из-за наличия окисной пленки, которую нужно разбивать.
-
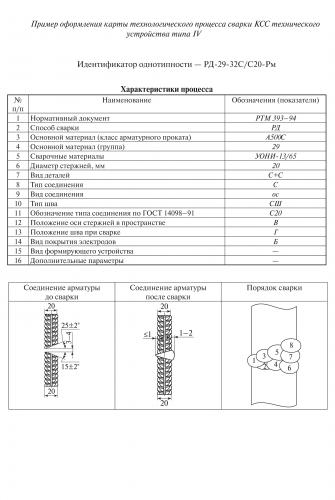
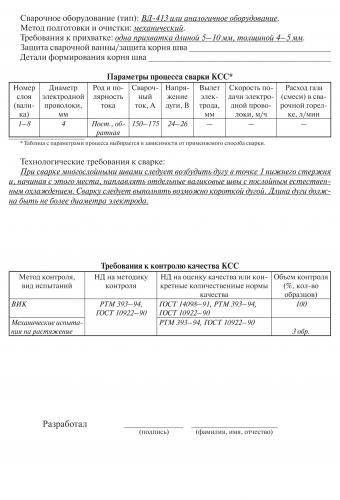
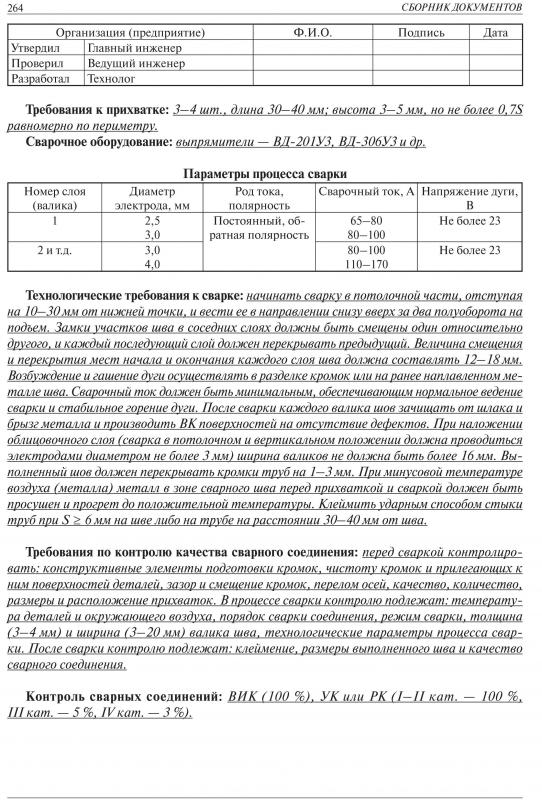
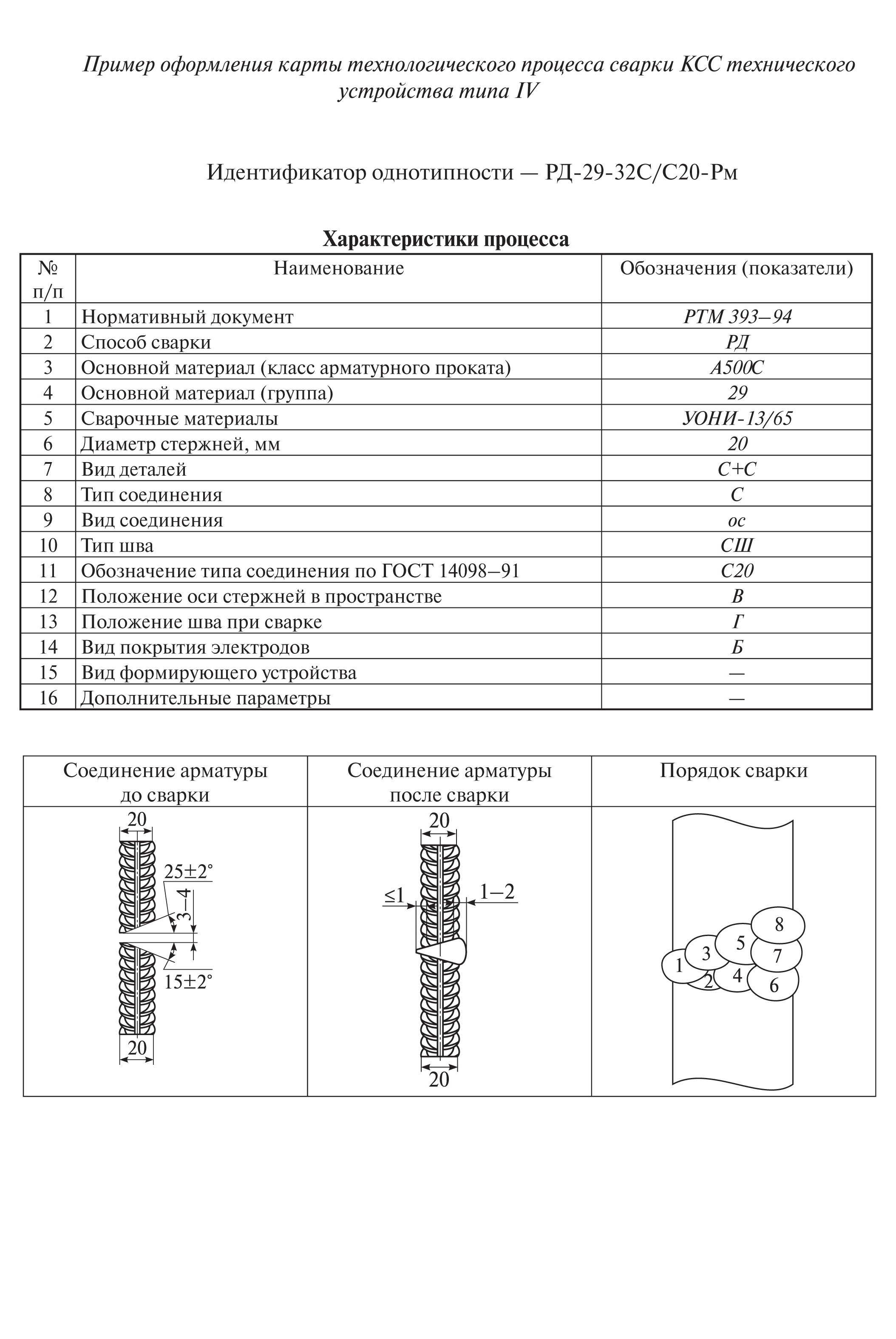
по сварке арматуры есть 2 основных документа - это РТМ 393-94 и ГОСТ 14098-91. выбираете по госту соединение (исходя из толщины и марки стали). по РТМ-у выбираете тип электрода и его марку. дальше нужно разработать саму технологию сварки. тоесть вы должны написать какую сталь используете, какие электроды применяете, какое сварочное оборудование. дальше идут требования к сборке и прихватке. дальше идут требования по самой сварке: требования к зачистке, требования к прихваткам, требования к технологии сварки (количество проходов, порядок наложения и т.д.) и последнее требования по контролю: способы-методы контроля (ВИК, УЗК, Рентген, Мех. испытания и т.д.) и количество контроля (кол-во образцов). это если вкратце.
-
5
-
Выбор аппарата TIG АС/DС #1
в Советы в выборе
Опубликовано
Ну а чего вы тогда хотите! Если не соблюдаете условия эксплуатации, то аппарат здесь не при чем.