nOOdle
-
Постов
117 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент nOOdle
-
вы же сами уже на 90% решили свою проблему ))) сталь 20кп склонна к появлению трещин сама по себе! вернитесь на сталь 20!
-
можно еще сварить муфтой! но муфта большого диаметра стоит бешеных денег! другим способом сварить КАЧЕСТВЕННО не получится!
-
а при чем здесь атт. центр и испытания. испытания проводит лаборатория. тогда вопрос почему на Урале мало лабораторий, которые могут провести испытания? иностранцы сдающие экзамен на русском это скорее реалии России. или мы все здесь такие белые и пушистые, что никогда не нарушаем правила? ))) смешно! а скажите пожалуйста чем будет отличаться добровольная сертификация, от аттестации? я вот могу представить добровольную сертификацию завода выпускающего ложки, вилки, пуговицы. но вот организацию, изготавливающую газопровод, или ремонтирующую подъемный кран, который будет работать рядом с жилым домом я плохо себе представляю. если сделать аккредитацию добровольной, то это значит ее никто не будет проходить ВООБЩЕ!!!! а что кстати за организация нацпромсвар (читал ваше письма)? чем она занимается? чем она лучше накса?
-
надежно не получится. это разные материалы. бочка изготавливается из пластика (маркировку нужно смотреть на самой бочке), а труба изготовлена из полипропилена. соответственно у бочки и трубы разный молекулярный состав, а следовательно разная температура плавления. а пластики и полиэтилены, имеют такое свойство, как охрупчивание при перегреве. вот поэтому у вас соединение вроде прочное, держит опред. нагрузку, но при ударе отваливается.
-
вот это называется переходом! http://stkmos.ru/sub/poliehtilenovye-fitingi/ehlektrosvarnye-fitingi/soedinenie-poliehtilen-stal/ соответственно с одной стороны стальная труба, с другой п/э. но труба заводского изготовления. один конец мы варим РД сваркой. второй конец мы варим НИ (нагретым инструментом) http://vinda-snab.ru/wp-content/uploads/2012/02/ncpc03.jpg
-
а разве современные атт. центры не несут ответственность за аттестованных ими людей? насколько я знаю несут. даже вон внеочередная аттестация есть! ну а представьте что будет, если отдать аттестацию на откуп производителя работ! типа собрал внутреннюю комиссию и все!
-
погуглил. это чистый гелий. http://www.us.airliquide.com/file/otherelement/pj/spec%20gas%20cat_06_search31136.pdfэто каталог фирмы что им занимается. ну и судя по состоянию этикетки на баллоне стоит он давно. поэтому что там внутри, какой газ закачан на форуме не скажет никто точно. если хотите заморочиться, то ищите хим. лабораторию и проводите хим. анализ газа. как писали выше, в данном баллоне может находиться аргон, смесь аргон/гелий, углекислота и т.д. либо же в баллоне просто остаточное давление, поэтому шарик и не полетел!
-
а переход полиэтилен/сталь не используете по какой причине?
-
попробуйте так: 1. зачистите металл до блеска на ширину 20мм снаружи и изнутри. 2. выставьте зазор 1-3 мм. 3. поставьте ток 100-120 А. и без колебательных движение пройдите корень шва. 4. зачистите корень от шлака и брызг. 5. наложите еще один шов шириной 8-10 мм. сварку старайтесь вести без отрыва. если все же оторвали электрод, то дугу зажигайте вновь на сваренном шве, приблизительно за 10 мм от окончания шва. посмотрите полярность. возможно у вас стоит неправильная полярность.
-
не путайте сертификат качества, который может выдать любой завод-изготовитель и свидетельство НАКС. это две разные вещи.
-
реклама.... она такая реклама! то зубы жвачкой отбелит, то пиво сварят самое натуральное.... данные с оф. сайта НАКС. аттестован всего лишь один аппарат, у монтажной организации. если на пачке написано, то это не значит что правда!

-
если мне нужен сварочный аппарат для дома/гаража, чтобы приварить две железки раз в месяц, то мне аппарат с НАКСом незачем. я куплю УСЛОВНО дешевого китайца за три копейки. если мне нужен серьезный аппарат для сварки газопроводов, паропровода, сосуда работающего под давлением, то да! я буду выбирать тот который аттестован. так как это гарантия того, что аппарат соответствует требованиям НД по сварке. как и писалось выше НАКС не несет ответственности за аппарат, за то что он ломается. а выдает разрешение на использование данного аппарата при сварке ОПО. сертификат завода изготовителя свидетельствует лишь о том, что аппарат прошел испытания и соответствует стандартам безопасности! что если сварщик включит данный аппарат его не шандарахнет током и т.д. ну а про материалы я вообще молчу. откройте пару-тройку НД на разные группы технических устройств, и там найдите пункты, касаемо требований к СМ, и качеству сварных соединений. и сертификат завода изготовителя уж точно не разрешает вести работу данными СМ на объектах подконтрольных Ростехнадзору.
-
а как можно подтвердить качество сварочного аппарата? или качество сварочных материалов?
-
ну я так просто, оставлю в этой теме! для тех кто плачет что в Советском Союзе не было никакой аттестации и все было хорошо, и дома не падали и газопроводы не взрывались)))) стр. 4, пункт 18. Правила аттестации сварщиков - 1971.djvu
-
ГОСТ Р 52630-2012. СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ п. 6.8.1 Сварку корпусов сосудов 1-й, 2-й, 3-й и 4-й групп, а также сварку их внутренних и наружных деталей должны проводить сварщики, аттестованные в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства, имеющие удостоверения установленной формы. в каждом документе по сварке ОПО есть такие требования. вот Вам и основание для остановки предприятия или предписания.
-
это сколько же напруги дали, если шов так растекся?
-
поры! наверно флюс закончился?
-
1. http://www.naks.ru/upload/iblock/7c4/perechen_OTUN_new.doc 2.3. https://ru.wikipedia.org/wiki/%CE%EF%E0%F1%ED%FB%E9_%EF%F0%EE%E8%E7%E2%EE%E4%F1%F2%E2%E5%ED%ED%FB%E9_%EE%E1%FA%E5%EA%F2 Гугл нынче по талонам?
-
http://metallicheckiy-portal.ru/articles/svarka/asf/xarakteristika_svarochnoi_dugi_avtomaticheskoi_svark
-
"При постоянной независимой скорости подачи электродной проволоки устойчивый процесс сварки под флюсом можно получить при питании дуги от источника постоянного тока с жесткой вольт-амперной характеристикой. Плотность тока в электродной проволоке в этом случае должна быть достаточно высокой. Так, например, для электродной проволоки диаметром 5 мм минимальный ток должен быть не менее 600 А, а для проволоки диаметром 1,6 мм - не менее 250 А. При относительно небольших плотностях тока в электродной проволоке питание дуги от источников тока с жесткими внешними характеристиками приводит к резкому снижению устойчивости горения дуги, шов плохо формируется."
-
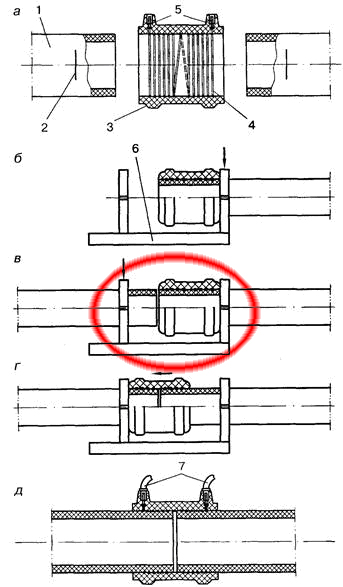
СП 42-103-2003. п. 6.71 Сборка стыка заключается в посадке муфты на концы свариваемых труб с установкой по ранее нанесенным меткам, по ограничителю или по упору в позиционере. Рекомендуется для сборки стыков труб, поставляемых в отрезках, использовать центрирующие хомуты и позиционеры, а для сборки стыков труб, проставляемых в бухтах или на катушках, использовать выпрямляющие позиционеры. Процесс сборки включает: - надевание муфты на конец первой трубы до совмещения торцов муфты и трубы, закрепление конца трубы в зажиме позиционера (рисунок 12, б); - установку в упор в торец первой трубы и закрепление конца второй трубы в зажиме позиционера (рисунок 12, в); - надвижение муфты на конец второй трубы на 0,5 длины муфты до упора в зажим позиционера (рисунок 12, г) или до метки, нанесенной на трубу.
-
а почему не был обезжирен нагревательный элемент? и что-то Алексей Николаевич передавил трубу (на мой взгляд), уж больно грат у него широкий и закругленный!
-
видео хорошее и занимательное. позиционер это здорово, но вот на практике в траншею такой не засунешь. и раз вы используете позиционер-центратор то все-таки трубу нужно зажимать в нем правильно. муфта должна касаться одной из стенок центратора, у Вас же она посередине.
-
получается что ВАХ не меняется. просто подается доп. ток для поддержания устойчивого горения дуги без обрывов!
-
Форсаж дуги (Arc Force) Форсаж дуги, арк-форс, Arcforce или Arcforsing – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.