
nOOdle
-
Постов
117 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные nOOdle
-
-
Вот опять НАКС . меня пока про него не спрашивали . Думаю даже сварщик ;Петрович: не сдавал на такую ново введённую хрень .
это не нововведенная хрень
 НАКС-у уже лет 10-12 минимум
НАКС-у уже лет 10-12 минимум -
на РД нужно минимум 1 год стажа. на п/а по решению комиссии могут скостить до полугода.
еще нужно умение варить образцы под конкретную группу ОТУ. в зависимости от группы дадут или пластину или трубу.
еще нужно иметь голову, потому что после практики, сдают теорию (если учились по сварке,то вас думаю как человека окончившего техникум освободят от сдачи общего экзамена). ну про документы думаю вам по месту сдачи скажут!
-
 1
1
-
-
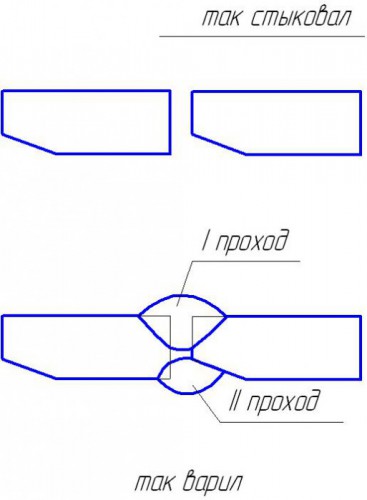
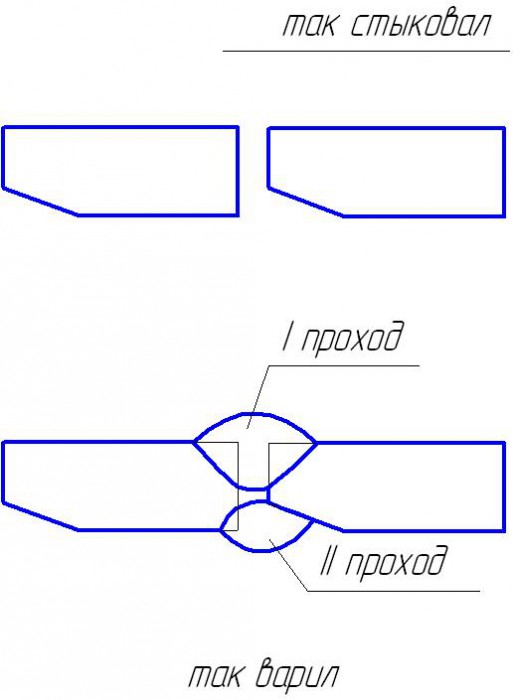
этот великий горе специалист, варит экипажку (рама у ж/д вагонов, цистерн)!
на вопрос почему так собрал и сварил ответил четко и ясно:
"Это же тавр, чего ему будет! заварил и ладно"
Есть желающие покататься на таких вагонах?

-
что конкретно вас интересует? если вы имеете в виду промбезопасность, то какие группы вам нужны?
-
а как же быть с теми сварными, кто варит "матерное слово из 3-х букв"во, даже очень. кто не выставляет зазор-в итоге непровар, косячит с прихватками-уводит кромки, у кого вечно плохие электроды и фиговое оборудование? а на все вопросы, почему не выставил зазор, почему прихваток столько поставил и т.д. приосаниваются, втягивают голову в плечи и чуть ли не бьют на упреждение.... пытаясь что-то объснить человеку, сталкиваешься с такой враждебностью и с такой неистовой верой в себя, в свой профессионализм, что начинаешь сомневаться в себе и понимаешь - бесполезно!
вот так вот заварил один сварной!АВН ваша оценка данного сварного?
-
Источник сварки STT очень чувствителен к высокочастотному излучению (см. инструкцию). Могут не функционировать вблизи плазменных и аргонодуговых установок. Следует располагать не ближе 4,5м от источника ВЧ-излучения и заземлять не ближе 7,6м от их заземления.
Возможно аппараты влияют друг на друга как источники ВЧ-излучения.
-
ну вообще-то его я вам и рассказал. только простым языком. еще хотел вчера ссылку прилепить, но подумал что вам не надо.
-
Есть два варианта. Пусть организация ЧП "Иванов" имеет 3 филиала: Москва, Питер и Уренгой. Головной офис в Урюпинске. По требованию НАКСА каждый филиал нужно проверить на соответствие требованиям аттестации: персонал, оборудование, база и т.д.
1 вариант. Офис из Урюпинска подает заявку в Урюпинский центр. В заявке будет прописан офис и филиалы. Сотрудники аттестационного центра должны выехать в каждый из 3-х филиалов. Посмотреть базу, сварщиков, оборудование, как варят образцы. В выданном свидетельстве прописано : ЧП "Иванов" в составе с филиалами Москва, Питер, Уренгой. Деньги платит соотв. офис за всех.
2 вариант. Каждый филиал обращается в свои центры по месту пребывания. Соотв. каждый платит сам за себя, сам отвечает за себя и "огребает" сам за себя. В итоге получается три свидетельства: ЧП "Иванов" филиал Москва, ЧП "Иванов" филиал Питер, ЧП "Иванов" филиал Уренгой.
-
1
-
-
кто будет платить за сие мероприятие? если головная организация хочет чтобы распространение аттестации было для всех филиалов, то и денюжку заплатить надо будет больше.
-
попробуйте такие Э-395/9. говорят ничего
-
ПБ 10-382-00 "Правила устройства и безопасной эксплуатации грузоподъемных кранов."; РД 36-62-00 "Оборудование грузоподъемное. Общие технические требования". есть еще ТУ 24.22.4973-98 ТУ на ремонт, изготовление, реконструкцию и монтаж грузоподъемных кранов с применением сварки, но это уже пишите по усмотрению.
-
Рекламный проспект составлял не я, поэтому про его качество содержания ничего не могу казать. Вы спросили про машинки, я нашел, показал.
По поводу 2 электриков. Новые НД меня тоже порой "удивляют". Но вот какая штука получается, на "желанных" объектах Газпрома и Транснефти (где крутятся большие деньги и серъезный надзор) сварщику дадут и хороший держак и хорошие электроды, и даже лампочку будет вкручивать электрик. А на обычной стройке сами знаете как! Так может все зависит от руководителя, от его в заинтересованности в качестве продукции, а не от желания сдать объект, срубить бабла, а дальше хоть трава не расти!
P.S. Слышал от ИТР-овцев рассказы, про подчеканку газопроводов, и про приемку таких газопроводов Надзором! А как Вам это нравится?
-
Да, в книге конечно всё правильно написано про заточку "иголок", но наша действительность не располагает к соблюдению книг. Представьте: глубокая ночь, утром машина должна с продукцией уйти, а у нас ещё лестница в бассейн только варить начата и так по мелочам кое-чего. Вот и тыркаешься сослепу этим w- электродом, уже практически не заточенным.
про действительность я прекрасно знаю. могу много чего веселого рассказать... но вопрос стоял про осцилятор, для чего он нужен, чем помогает. отсюда и всплыла заточка электрода.
@аргонавт,что-то не могу найти фото своего пенала с "заточенными" электродами,они бы Вас изрядно порадовали.
АВН я не сомневаюсь в вашей квалификации и в ваших познаниях, но иронизировать над моими словами пожалуйста не надо. кто-то бравирует тем, что никогда не пристегивается за рулем, кто-то на стройке ходит по стреле крана. так просто делать не так как нужно, как требуют правила и инструкции, а как проще и как удобнее! может поэтому за границей и не падают мосты, не рушатся дома, и не сходят поезда с рельс из-за разрыва литья, потому что там работаю по инструкциям?!
-
Может и схему заточки приложите? А как насчёт машинки для заточки W электродов,она тоже риски строго вдоль делает?Хотелось бы посмотреть...
любуйтесь
http://tctena.ru/index.php?page=shop.browse&category_id=118&option=com_virtuemart&Itemid=1
-
Может и схему заточки приложите? А как насчёт машинки для заточки W электродов,она тоже риски строго вдоль делает?Хотелось бы посмотреть...

-
Для получения повторяющихся качественных сварных соединений должное внимание должно быть уделено заточке вольфрамовых электродов.
Как известно форма дуги и ее свойства зависят от угла заточки вольфрамового электрода.
Чем больше угол заточки, тем шире пятно дуги, тем больше вносится тепла в деталь и тем меньше глубина проплавления.
На форму дуги так же зависит наличие и расположение рисок при заточке вольфрамового элетрода.
Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальна. Наилучшим вариантом является полировка электрода после его заточки.
Так же на форму дуги, стабильность ее поджига и срок "жизни" вольфрамового электрода влияет его притупление. Диаметр притупления выбирается в зависимости от диаметра электрода, величины сварочного тока и толщины стенки свариваемых труб.
-
1
-
-
Впервые слышу и про то и про другое!
прикалываетесь?
-
может я что-то не понял в вопросе, но не проще ли купить хороший дизельный агрегат? который может и варить и имеет непосредственно розетки для подключения электроинструмента.
например такой http://www.mosa.ru/index.php?option=com_virtuemart&Itemid=8
-
2
-
-
Вот ссылка на необычные сварочные маски
-
Самый распространенный электрод это МР-3 "синий" . Любой мужик его знает. А если серъезно, то все зависит от конкретного производства. Кому-то и МР-овских хватает за глаза, а на некоторых заводах и УОНИ 13/55 за электрод не считают, подавай им ЛБ-шки или ОК.
-
Попробуйте ПП-АН180 МН и Св-10ХГ2СМФ для сварки в углекислоте или АНП-13 для ручной дуговой сварки.
-
мне кажется ссылка по теме

-
Изменений к нему не было.
-
Вопрос слишком обтекаем, что именно Вас интересует? Какой диаметр труб, какое требование к трубе и т.д.
-
1
-

Дилетанты среди нас и внутри нас
в Курилка
Опубликовано