

tig
-
Постов
1 748 -
Зарегистрирован
-
Посещение
-
Победитель дней
69
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные tig
-
-
Да, постоянкой. На переменке нет ни одного источника, вот и пришлось извращением заниматся.
-
митька51, извени, просто лень еще раз писать(там в сварочных швах вроде все описано) инвертер KEMPPI Master 2200, выпущенный лет 10-12 назад
-
"Трудно искать черную кошку в темной комнате, особенно если ее там нет" Кунфуций.
Цветом маркируются вольфрамовые электроды, присадка маркируется штампом, как здесь-

К стати, если все же такая таблица для присадки существует-поделись со всеми
-
 2
2
-
-
Я тоже всего не знаю, хоть и варю почти 30 лет...
"блю вилд 175" - тут могу точно сказать-можно. но не стоит. Стоимость сварочных швов будет слишком высокой. Варить придется только на обратной полярности, максимальный ток будет не больше 45-50 ампер для электрода d-2.4 мм . В "Сварочных швах" есть фото-ремонт топливного бака, алюминий толщиной 3 мм.
Общая длина швов 20-25 см. Расход -4 прутка присадки, 1.5 электрода ! и сгоревшее от перегрева керамическое сопло... Тем более, если опыта нет то врядли сразу получится. Больше никаких "примочек" не нужно. По крайней мере при ремонте этого бака я использовал ТОЛЬКО: инвертер, горелку, газ.
Хотя, я ведь тоже когда то не умел.
Ну, вроде ответил на твой вопрос, а ТЫ на мои воросы ответиш?
-Что такое "катодное распыление" ?
-На что влияет "высокочастотный ток " при сварке алюминия ?
К стати, о насмешках. Я смеюсь не именно над тобой а над ВСЕМИ ЛЕНТЯЯМИ. Вас что, всех в GOOGLe забанили? (В GOOGLe к стати не банят). Простая лень что то поискать, неужели тяжело в окне поиска набрать интересующий вопрос? "Так там читать много придется, я лучше в игру поиграю или "в контакте" зависну"-это мне чаще всего отвечают. А что то найти, почитать, попробовать лень... или это религия не позволяет?
-
1
-
-
И что конкретно интересует?
-
Мда.... слов нет, одни мысли.
Прежде чем такое писать стоит "букварь" хотя бы почитать.
ответь пожалуста на сл. вопросы:
-Что такое "катодное распыление" ?
-На что влияет "высокочастотный ток " при сварке алюминия ?
И пожалуста опиши, хотябы на словах устройство сварочной горелки с двумя электродами или дай ссылку на эти "фирменные" аппараты.
А то я уже сколько лет варил его (алюминий) без этих "фирменных" примочек и почему то получалось.
-
2
-
-
ДИМЕТ
Технология нанесения металлов на поверхность деталей и изделий, реализуемая оборудованием ДИМЕТ®, использует газодинамический метод нанесения покрытий. Процесс является относительно новым, а основанная на нем технология динамической металлизации ДИМЕТ («DYMET» - «dynamic metallization») пока не изложена в учебниках. Однако уже накоплен опыт применения технологии ДИМЕТ в разных областях техники.
На основе алюминия, меди, цинка, никеля, олова, свинца в настоящее время разработано более десятка видов порошковых материалов для нанесения покрытий. Все эти порошки могут быть нанесены в разных режимах с помощью оборудования «Димет».
Жаростойкие покрытия обеспечивают защиту вплоть до 1000 - 1100 градусов Цельсия. Электропроводность в среднем составляет 80 - 90 % электропроводности объемного материала. Коррозионная стойкость зависит от характеристик агрессивной среды.
Метод разработан на основе открытого в 80-х годах прошлого столетия эффекта закрепления твердых частиц, движущихся со сверхзвуковой скоростью, на поверхности при соударении с ней. Технология является новой и ранее в промышленности не использовалось.
Макс Ульрих Шооп-изобретатель этой технологии, патент 1913 года
Anton5444 это НЕ ПОПЫТКА "наехать" или как то попытатся тебя уличить в обмане.
Обман со стороны "ДИМЕТа"
"пока не изложена в учебниках. "- а почему не изложен? все изобретения патентуются. тогда вопрос: почему не запатентовали?
И ответ очень простой-он УЖЕ запатентован! и знаеш в каком году? 1913-м
Очень широко применялось на "военке" как защита мет.конструкций на море(соленая среда), элементов ракетных двигателей(как первичная термозащита) и еще бог знает где ...
У меня дома лежит "пистолет" для нанесения такого покрытия, как то по случаю купил вместе с катушками проволоки(разных металлов). правда в домашних условиях пользоватся проблематично-шумно, пыльно и расход воздуха сумашедший...
НЕдостатки этого метода сказать?(они до сих пор не решены)-высокая пористость нанесенного металла, и решение этой проблемы пока только один-выдержка в слабоагресивной среде(примерно 1 месяц) для того что бы продукты окисления заполнили поры в напыленном продукте...
Так что "высокая электропроводность" это еще один обман-она будет высокой в свеже нанесенном покрытии и снижатся по мере "старения"покрытия
Читать об этом можно здесь:
http://ru.wikipedia.org/wiki/%D0%93%D0%B0%...%BD%D0%B8%D0%B5
или здесь поискать и почитать:
http://www.google.com.ua/search?hl=ru&...%BE%D0%BE%D0%BF
"ВСЕ НОВОЕ ЭТО ХОРОШО ЗАБЫТОЕ СТАРОЕ"- не мной сказано, но полностью согласен...
-
2
-
-
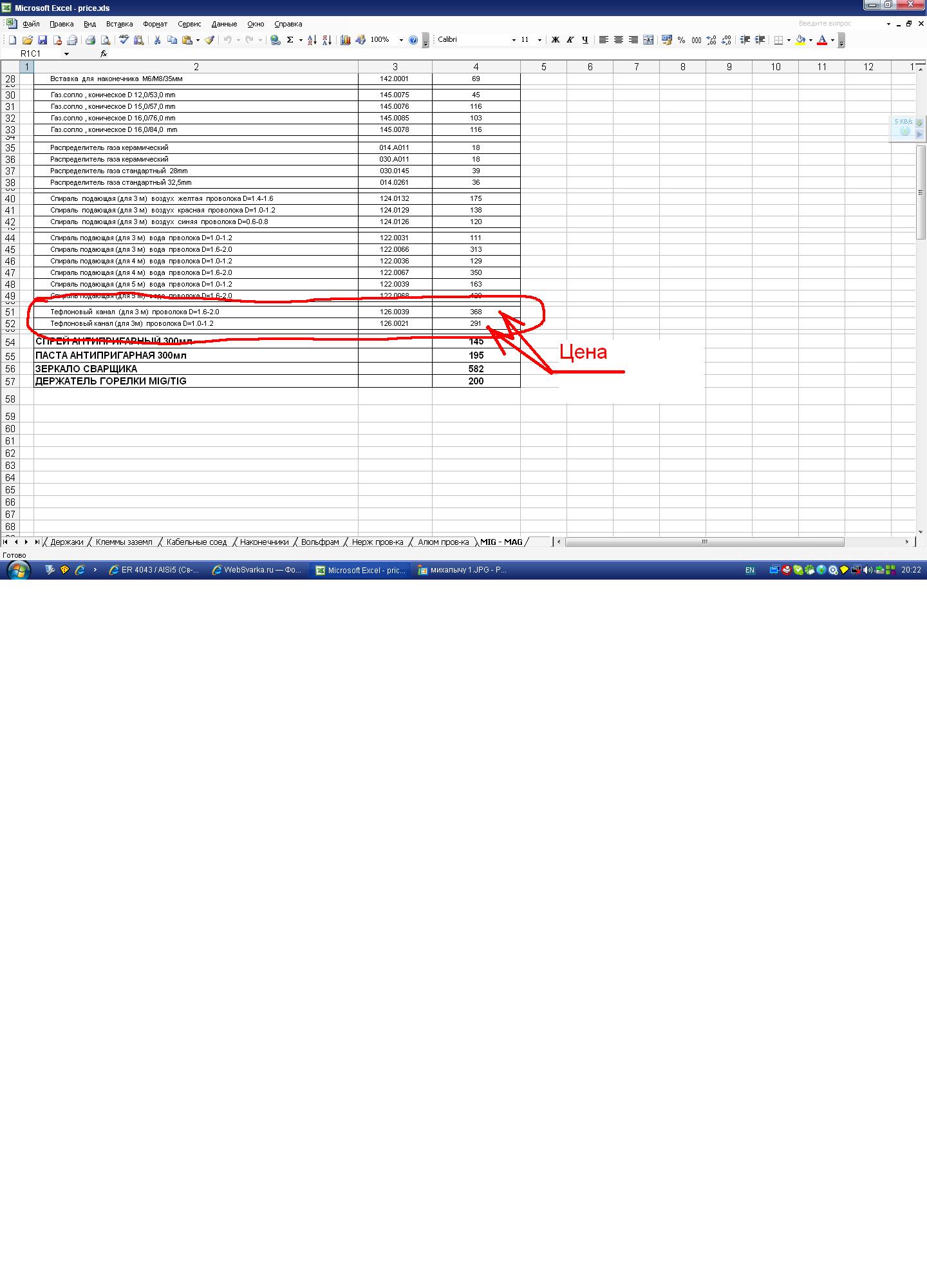
Обварка стыка трубок кондиционера,диаметр 1 см=3 см шва-350 руб. (это с похожего форума). На дружный возглас участников обсуждения "ОГО" ответ-так я на Сахалине живу, все привозное и цены на расходники тоже "ого"....
Вот еще выдержки с этого форума:
" - в москве от 30 до 100 рублей за см. шва. Откуда такие цены - непонятно, видимо, спрос опережает предложение. "
"У нас сантиметр качественной чернухи 30р. Алюминий - насколько хватит фантазии сварщика, т.к. варят ее единицы. "
"C год назад узнавал (ремонт автомоб. дисков) - 1 см - 60 грн (Украина) т.е. около 300 руб. "
"Мужик мне на работе заварил лопнувший чугунный фильтр бензина и выходной коллектор на ГАЗ-69, эксплуатировал все лето, проблемм нет. За работу поставил ему пузырь литровый..... "
"в питере на бойких точках до кризиса заявляли 150-180 за см. завышено, конечно. у меня расценка; поддон-от500 до1000( исключая уж очень сложный ремонт), также и корпуса кпп. отломанное ухо рублей 300 . топливный бак от 1000 до3000 (варится легко но надо заполнять аргоном, это 300-500л).диски не варю. "
И самый обстоятельный ответ:
"По дискам у меня след. расценки
-трещина поперечная на внутренней части диска (обычно доходит до внутреннего ограничивающего валика) 40-60гр.
-трещина продольная на внутренней части дика, в среднем 60-100гр.
-те же трещины на внешней стороне 60-80гр. и 70-120гр.
Если трещины со сложной формой или около спиц, цена соответственно выше.
Не варю диски от мотоциклов,мопедов. Не варю спицы на авто. дисках.
На всех дисках зачистка, шлифовка посадочных мест (входит в цену).
Гарантия на диски 100%, за исключением очень сложных ремонтов.
А вообще я формирую цену на свою работу (не только на диски) так:
1. Потраченное время.
2. Используемое оборудование.
3. Затрата материала.
4. Сложность работы.
5. Уникальность.
6. Риск испортить деталь, ее цена и степень ответственности.
-
1
-
-
Митька51--Да нет, все нормально. Просто с утра еще сонный был и как то неприятно резануло "х...лы".
Последнее время на разных форумах много нациков развелось как российских так и украинских(собачатся между собой, а чего и сами не знают) и не плохие форумы превращаются в черт знает что.
Spec-да никто ни на кого не нападает. посмотри на время постов-все еще сонные были. А опыт? опыт дело наживное и у каждого свой. Так что Митька51 давай показывай что ты умееш(тапками забрасывать не будем), а то мне мое хвастовство в теме "сварочные швы"уже надоедать начинает...
Spec, как отпуск отгулял? в аське я тебя еще не видел.
-
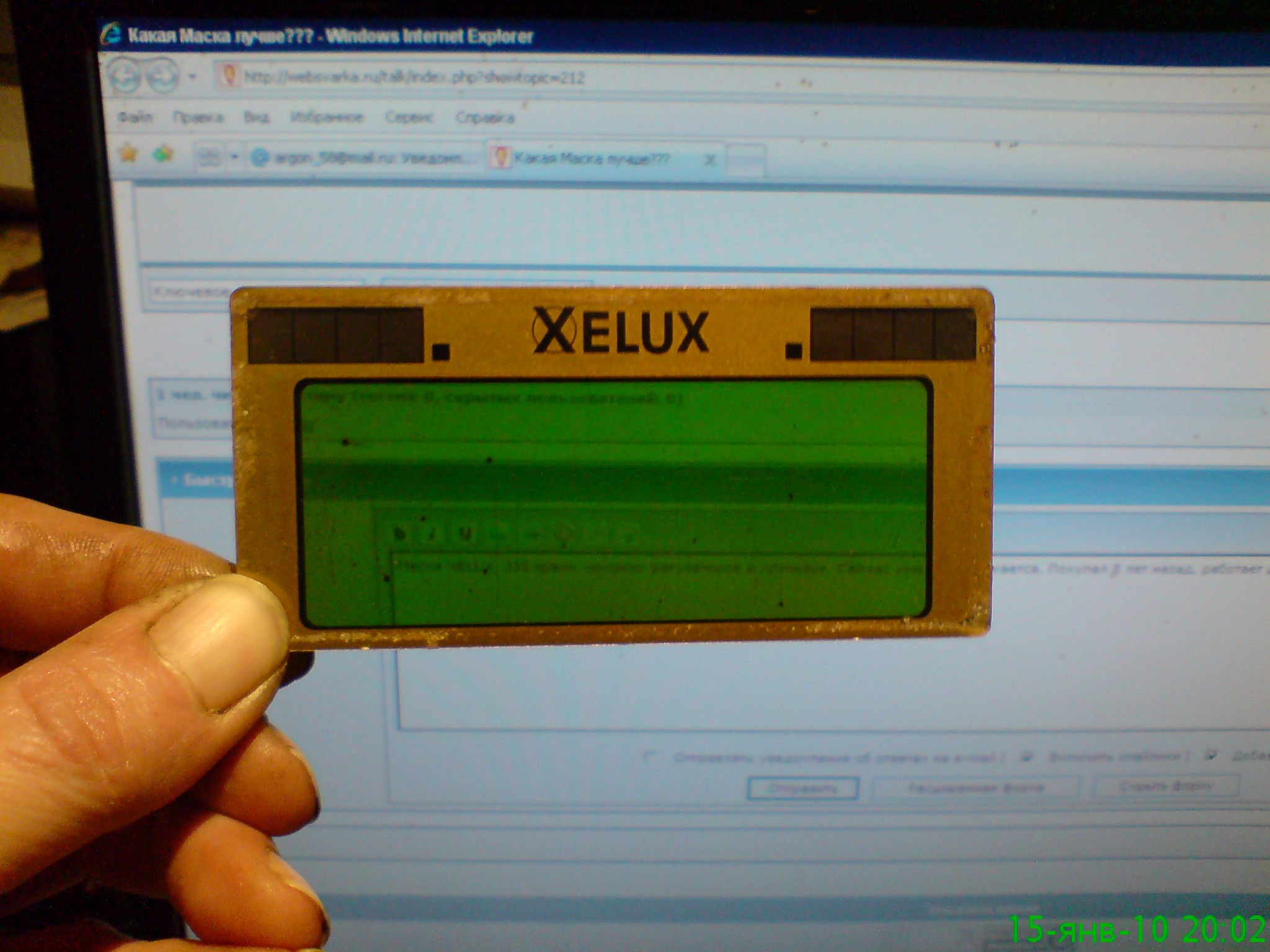
Маска XELUX, 315 грамм, никаких регуляторов и переключателей. Сейчас уже не выпускается. Покупал 8 лет назад за 150 евро, работает до сих пор

светофильтр

-
1
-
-
Да вопрос очень интересный и скоро для меня тоже станет на первое место...
Из своего опыта могу поделится, но это давняя инфа.И цены и доходы у народа были другие.
В 2001 году при сварке головке головок цену назначал 1гр/см но это погонаж,сварка за один проход. А вот когда приносили колектора, блоки, патрубки...там цена больше от внешнего вида клиента зависила, сложности работы(иногда 2 часа подготовки и 3 мин работы). А бывало что за сигарету (не потому что денег у меня не было)-просто иной раз придет бабанька лет 70 с прогнившей кастрюлей. Ясное дело что если на новую кастрюлю денег нет то на сварку и подавно.
Так что прикинь минимальную стоимость расходников на 1см шва, отсюда и танцуй. И еще совет-не дери "три шкуры"поначалу но и себе в убыток не работай.Тогда клиенты к тебе потянутся
-
В Португалии все новогодние праздники закончились 2 января...Разница во времени между Лишбоа и Москвой-3 часа. Это так для справки, для интелектуалов с ограниченым кругозором.
Есть желание пофлудить? Или помочь чоловеку(Михалычу) ответив на его вопросы?
Если первое, то ты форумом ошибся, это лучше на башорг...
пс. А что в России старый Новый год уже не празднуют?
-
Обещаные фото



А сдесь немного еще теории
<noindex>http://www.russvarka.ru/article/showtext.aspx?id=14</noindex>
Сварка алюминия полуавтоматом в самом конце, там же и режимы сварки. Так что можете примерно прикинуть подойдет ли Ваш аппарат для Ваших задач
-
Михал-Михалыч...
Вы где проживаете?
Спрашиваю потому что не знаю в какой стороне Вы живете. На поиски этой инфы без привязки к местности я потратил примерно 3 минуты...
<noindex>http://www.google.com.ua/search?hl=ru&...mp;aq=f&oq=</noindex>
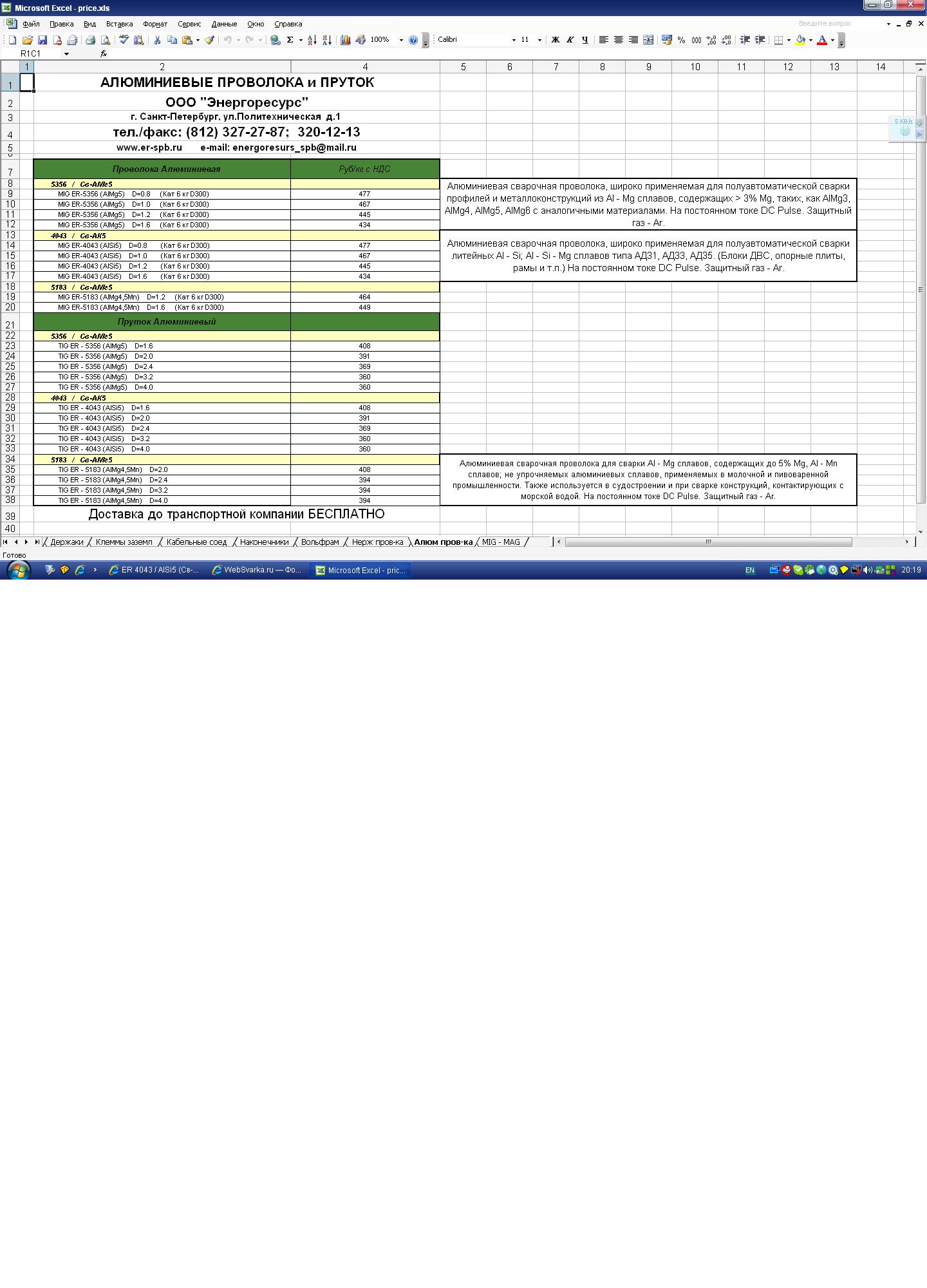
поищите на этой страничке, в окне поиска можете заменить поисковые слова на к примеру "купить проволоку для сварки алюминия", "расходные матариалы для полуавтоматов" и там же укажите ближайший к Вам город покрупнее-найдете Вы все и не по тем ценам что Вам сказали.
А по поводу качества... НЕ хорошо конечно будет, но наступлю на свое самолюбие и амбиции, украду с похожего форума несколько фото и выложу здесь. Сразу говорю-сварщик этот класнейший, аппарат у него ....дайте слюни вытру. Жалко далеко живет, не могу вживую пообщатся с ним.
Про редуктор Вам наврали-давление 150атм и в кислородном и аргоновом балоне, конструктивно редукторы одинаковы, цвет у них только разный. Дома я кислородным пользовался, да и в "почтовом ящике" где когда то я работал аргоновых редукторов отродясь не было.
пс. картинки открывайте кликая лев. кнопкой мышки, когда она загрузится в новом окне изображение будет маленьким-кликните по ней еще раз и оно увеличится(это если не знаете)
-
На счет химии спорить не буду-все равно слова словами останутся. Просто при сварке вертикального шва было плохое сплавление металла, расплавленый метал проволоки скатывался не сплавляясь с основным.Или другими словами проволока, не смотря на регулировку подачи, не успевала донести шарик расплава до нужного места.
-
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с "какойто матерью" и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится. В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали"крутые теоретики" и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
-
1
-
-
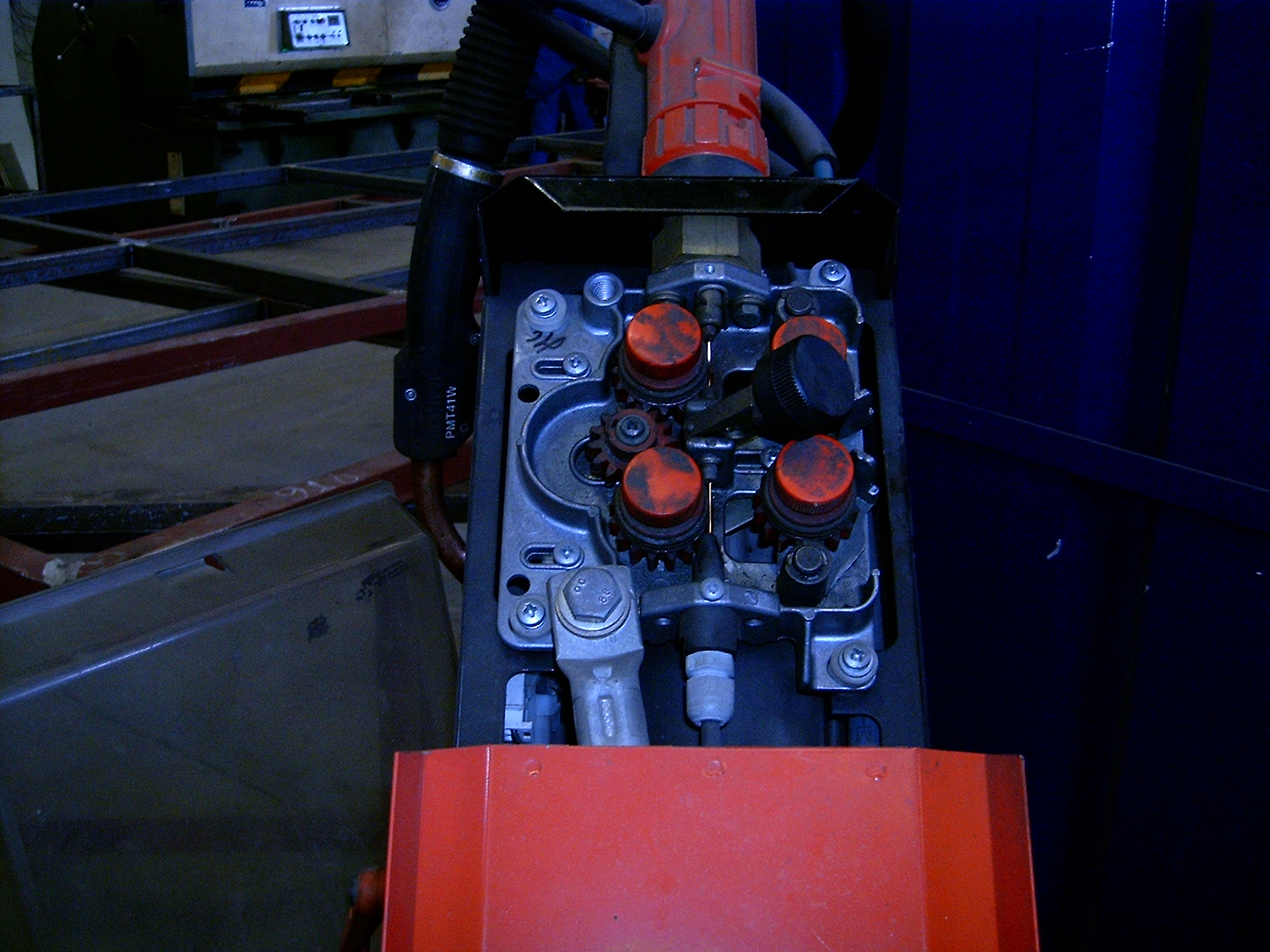
Поискал среди моих фото.
Kemppi Pro 510 Внешний вид, панель управления и раскрытый мех. подачи проволоки.



-
Праволока есть диаметром от 0.8 и до... не буду врать. Но сразу брать 1.2 не советую, не уверен что П/А на ней работать будет. Пробовать (как на мой взгляд) лучше 0.8. Она все равно не пропадет, а "набить" руку на ней легче будет, заодно и прикинуть пойдет ли диаметр 1.2...(имею в виду -хватит ли мощности трансформатора)
Потирать руки рановато-возни с настройкой будет много, особенно это касается подающего механизма. Довольно капризное это занятие регулировать тормоз, усилие сжатия роликов и тд. К стати во всех промышленных аппаратах механизм подачи проволоки четырехроликовый, хотя встречал на форумх что люди пользуются стандартными 2-х роликовыми. Удачи!
-
Михалыч, переменка нужна для ручной горелки с вольфрамовым электродом.Но ее бесполезно подключать к твоему агрегату даже перед выпрямителем-там нужно напряжение не меньше 70 вольт, а транс твоего П/А по переменки выдаст не больше 30 (это примерно, но все равно оч. мало)
180 а.... и много и мало. Не претендуя на очень точные цифры, алюминий толщиной 6 мм варить будеш со сплошной проваркой, толщина 10мм -за один проход не провариш, придется варить с двух сторон. Это так примерно и без претензии на 100% гарантию. Мог бы еще пофлудить на счет ПВ, но это лишнее применительно к твоему аппарату (сделано в СССР-этим все сказано). Уже по моему писал, но повторюсь-головки и блоки этот П/А не потянет, попробовать конечно можеш, но на особо "шикарные" результаты не надейся-тока будет маловато.
-
tig-это мой самый давний логин. По нему меня можно на многих форумах найти.А сам я вообщето рожденный в СССР(правда паспорт украинский). В Португалию попал 8 с лишним лет назад. Первый год нравилось, позже когда язык подучил и с ихними законами понемногу разобрался, понял что эта европа (вонючая как застойное болото) не для меня. Держало только то что детей нужно было учить. Скоро домой собираюсь. Перспектив дома намного больше. Сам из Полтавы.
AkaShira- внутренних швов там нет, есть следы "побежалости"или как еще говорят следы !термического воздействия". Снял специально что бы показать что перегрева и выгорания хрома не произошло(это был бы брак и работу бы не приняли)
-
Так, теперь полегче стало советовать...
На скорую руку в нете ничего конкретного по этому аппарату не нашел, в этом есть свои плюсы и минусы.
Минусы-нет принципиальной схемы и нет внешнего вида. Схема двум радиолюбителям в данном случае не особо нужна(сам паяльник из рук долго не выпускал). Внешний вид-просто не знаю как подсоединяется сварочный рукав(шланг, кишка.. итд). Если на стандартном разьеме- оч. хорошо, если шланг заходит во внутрь и там уже подключается это намного хуже. В оптимальном варианте нужно купить и установить на лицевой панеле гнездо для подключения сварочного рукава.Это позволит быстро его менять. Дело в том что при сварке "чернухи" нужен спиральный (стальной) канал внутри рукава. При сварке алюминия необходим канал из тефлона, он заметно дороже, но при движении алюм. проволоки имеет заметно меньшее сопротивление трением(проволока намного легче двигается и имеет более равномерное движение).
Теперь плюс того что в нете инфы-это довольно старый аппарат, еще времен СССР. В те времена качество было не в пример теперешнему. Поэтому не стоит его курочить, разбирать и переделывать-лучше все равно не сделаете, а вот хуже сделать эт всегда.
Так, первое (гнездо подключения горелки) я Вас уже озадачил...
Второе- при сварке алюминия полярность питания нужно изменить-провода выхода выпрямителя:провод идущий к горелке включит на "массу", а провод "массы" подключить к горелке. Это требуется для того что бы получить так называемое "катодное распыление"-разрушение оксида алюминия.Собственно из за него и существует главная проблема, он не дает расплавленному алюминию кромок сплавлятся. Если Вам нужно только алюминий варить -смена полярности один раз и забыть... Если хотите оставить и сварку "чернухи"(а я бы от этого не отказывался)-нужно вывести на переднюю панель выводы выпрямителя и выводы подключения горелки и массы и уже на панели перемычками комутировать полярность. Работы побольше, но это того стоит.
Третье.(уже говорил, но повторюсь) нужена сменная сварочная горелка с тефлоновым каналом.
Четвертое-углекислотный редуктор для аргона не пойдет, нужен хотя бы кислородный(аргон закачивается в баллоны, давление 150 Атм)
В принципе это пожалуй основное что потребуется для сварки алюминия. Хотя вполне возможно что придется переделать рег. скорости подачи проволоки(для Ал. нужно будет выше скорость)
-
Михалыч, не знаю какой конкретно у тебя П/А но теоретически варить им алюминий можно, правда ток 180 ампер не потянет к примеру сварку блоков и головок.
Переделывать "по легкому" можно, но тогда варить "чернуху" не сможеш.Захочеш варить и то и другое переделка потребуется более серьезная. Напиши какой конкретно у тебя П/А, тогда и ответить будет легче и точнее.
-
И в дополнение еще один образец- динамический тормоз, тоже нержавейка, тиг, ток от 50 до 70 А








-
3
-
-
Ну, тему пожалуй не закроют. Тема не флудит...
Что то мне скучно становится здесь.. У меня что единственного есть телефон с фото?
Ладно, попробую еще "похвастатся", может хоть кто обругает...
Один из клиентов фабрики заказал модификацию линии по производству рисовой муки, посколько это продукт питания все оборудование изготовлено из нержавейки. вот кое что мне и пришлось варить на этой неделе-переключатель потоков продукта(примерно так в переводе).А своими словами-мука сыпится по трубе, и этот переключатель направляет муку то в одну, то в другую трубу для поочередного наполнения букеров готового продукта
первое фото это уже готовый переключатель, остальные-переключатель в процессе изготовления







-
2
-






















У кого есть таблица цветной маркировки присадочной проволоки???
в Аргонодуговая сварка — TIG
Опубликовано
Anton5444 -вот таблица цветной маркировки вольфрама
Взято от сюда: http://www.gweld.ru/materials/wolframelectrod.html
Тут же и пояснения для чего вольфрамм легируется.
А вот о цветной маркировке присадочной проволоки все поисковики растеряно разводят руками...