

chegevarik
-
Постов
171 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные chegevarik
-
-
!12 км и слить? неа
понятно))) Спасибо за интересный вариант.
-
А не проще было бы задвижки расфлянцевать и отблинить , или к задвижкам доступа не было ? Заодно и систему бы слили.
-
@svarnjuk, С удовольствием, за это ведь денег не берут! Поставил шеф задачу: надо на "осветлёнку"- труба диам.325 . сделать врезку на 150 и поставить задвижку. Только вот огорчение- промежуточные задвижки не держат, подтапливают малёха(чуть боле половины трубы).. Напарник- дядька с большим опытом нарисовал сразу: на расстоянии от точки врезки где-то 300мм в одну и в другую стороны резать 2 операции в пол-диаметра основной 325 трубы.. Однако рез немного хитрый- с одной стороны немного ниже центра. Как потом оказалось это было на всякий случай для перелива воды. Вырезал, потом сунули во внутрь по средине операционки 2 сегмента по внутреннему диам.трубы и прихватили их по верхам.Кинули 3 шланга: 2 в операции и один диаметром побольше между ними. Водичка стала по серединке хорошо убавляться. Потом понемногу сверху вниз мы стали обмазывать глиной с шамотом изнутри наши сегменты- это тоже на всякий пожарный, чтоб вода не слезилась. Со спокойной душей привариваю заранее свареный кусок трубы с фланцем, а затем через него режу отверстие. Через него кидаем шланг, вытаскиваем сегменты и завариваем операции.Ну а потом ставим задвижку. Было разок, что не было привезено во время фланца, а мы уже эту операцию всю проделали, так пришлось когда его привезли, натолкать в трубу тряпья и сделать буртик из глины. Водичка все равно ссала, поэтому сначала в глине пустишь ручеёк с одной стороны, а сам варишь с другой и наоборот..Низ порекрыл- ковыряешь дырку посередине и варишь дальше. Голь на выдумку хитра- видели бы это капиталисты!
А подпирало с обеих сторон? Сегменты я так понимаю это блины по внутреннему диаметру 325 трубы?
-
Есть еще вариант прогнать систему через обратку , открыв спускник на подаче , я недавно так калориферы запускал , воздушники старые недержали походу вот на них заглушки впендюрили , а отвернуть не вышло , страшно за резьбу .
-
для воздушника такой вариант подойдет.
-
Под давлением прожигать бесполезно ))) , максимум решето получится , и то если просто вода мешает , но нормального проходного отверстия не будет.
-
 1
1
-
-
Что за приспособа ?
Если использовать обычную эл.дрель, даже при малом давлении воды возможно поражение эл.током.
Вот интересная ссылка : http://www.ctf-m.ru/oborudovanie-dlya-vrezki-pod-davleniem.html
-
1
-
-
Про врезки под давлением слышал только на газопроводе, называли "горячая врезка". Так у нас подключали потребителей к газовой магистрали. Сам не видел, но слышал, что там замазка какая-то на стык мажется и расплавляя её варят шов.
Врезка под давлением на водопроводе вряд ли возможна.
Вполне возможна , приваривается штуцер к трубе , ставится шаровый кран и с помощью приспособы высверливается отверстие по внутренему отверстию штуцера , есть даже видео в ютубе правдо там врезка в пластиковую трубу но принцип тот же http://www.youtube.com/watch?v=DsN6wUQk2tU
-
2
-
-
Самый простой, возможно Вы и знаете, забиваем деревянный чёпик в дырень, чтоб вода не лилась, сверху на чёпик одеваем кусок заглушенной с одной стороны трубы и обвариваем. А вообще, где то тема была похожея..
да как раз этот способ я и знаю , может быть есть еще какие то способы .
-
1
-
-
Подскажите какие бывают способы врезок под давлением , устранение свищей под давлением , с помощью сварки . Беда наших коммуникаций в том что за ними ни фига не следят.Пару вариантов я знаю , хочу узнать мнение коллег.
-
А можно перефразировать вопрос? не очень понятно что за система...
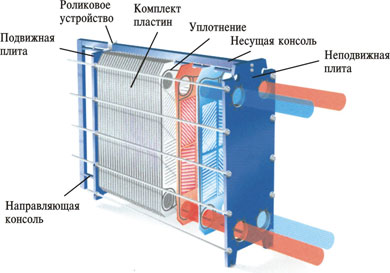
система гвс на многоквартирный дом , установлены 2 пластинчатых теплообменника , которые запитаны централизованным теплоносителем и хвс. в теплообменнике 2 контура 1 для теплоносителя другой для нагреваемой воды . Мы запитали на греющий контур нагреваемую воду а на нагреваемый, теплоноситель , но я уже разобрался , для нашего типа теплообменника такой перевертыш ничего не изменит система работает нормально , проблема была в малом перепаде давления на обратке и подаче теплоносителя.
-
1
-
-
Вы,Дмитрий Нино,наверное не читали несколькими постами выше о том,что я не работаю на таком оборудовании и самозащитной проволоке.Вообще-то я заявил обо всём этом ещё в теме про промышленные аппараты (о чём и была ссылка) и в теме "порошковая проволока".
Можете рассказать как по аппаратам Кемппи проезжает КАМаЗ и карбон после этого восстанавливает свою форму...
Вы продаёте аппараты,а я работаю на них - вот и вся разница в подходе.Кстати, FiT 300 тоже не 220В: fitweld
А у каких производительность выше ? Мне сказали что у работающих в среде углекислого газа производительность повыше .
-
Здравствуйте. У меня такой вопрос: как отразится на работе теплообменника, если по греющему контуру запустить хвс, а по нагреваемому теплоноситель? Просто установили новые теплообменники и если делать все как положено, то будет очень много переделок, а сейчас возникла проблема - плохая циркуляция теплоносителя, правда перепад по обратке и подаче всего 0.2 атмосферы.
-
10 м однопроходного вертикала?Стык или тавр (катет)?
Как говорят мои друзья станочники:"-Чертёж!" ,а я обычно говорю:"Быстро хорошо не бывает".Не знаю на чём Вы остановите свой выбор,если собираетесь лазать по мет.конструкциям с однокорпусным п/а на 220 В.Ваш начальник давно "с зоны откинулся"?
тавр косынки проваривал уони 13 55 3мм катет 6мм . без отрыва . а я обычно говорю , что не бывает быстро качественно и дешево разом , всегда чего то одного не хватает ))) а я дешево не работаю.
-
Прям за один проход хотите проваривать до 40 мм? Когда очень надо можно развалить фаску и на 150 гра амперах не спеша заварить под рентген.
Нет нет торцевое соединение , основание колонны , просто нужен хороший провар и катет . Начальник загорелся идеей взять полуавтомат для работ на монтаже , строительные конструкции балки колонны , косоуры и дт. и тп. Нужна скорость и красота . Вчера посчитал у меня задень вышло около 10 м вертикала , я так скоро крякну .
-
@oleg1974, Не путайте, тема про полуавтомат... носить на плече 15 кг. без проволки...
 И ПА ресанты на 250А нет, на 220 только...@chegevarik, а Вам советую почитать раздел "Советы в выборе" ...
И ПА ресанты на 250А нет, на 220 только...@chegevarik, а Вам советую почитать раздел "Советы в выборе" ...А что в Вашем понятии?
Я имел в виду , что бы можно было проваривать большие толщины , до 40 мм , без перекуров для аппарата
-
Существуют такие аппараты для монтажных работ(небольшие габариты и вес + большая мощность) ? Так же я слышал что сейчас появилась проволока с защитным покрытием , и поэтому углекислый газ уже не требуется?
-
На толстом металле - любыми, даже МР-3, но лучше с основным покрытием.
Последняя партия лосиноостровских мр3 4мм очень расстроила (большой козырь сильнозалипают ) так что мр3 неоассматриваю тем боллее что они слишком жидкотекучие
-
Свэловские гумно! Шведские чудо!
Спасибо .
-
УОНИ 13 45, УОНИ 1355, ОК 48 00, МТГ, ЛБ52U, ОК 74 70, ЦУ-5--которые знаю и вспомнил.
а ок 48 00 меньше залипают чем уони ? Просто 46ми работал , очень комфортно по сравнению с мр3.
-
Посоветуйте , какие электроды выбрать , для прохода вертикалов ( очень много ) , чтоб можно было проходить на большой скорости без отрыва , снизу в верх . Сверху в низ неподойдет , тк. большая толщина свариваемых деталей.
-
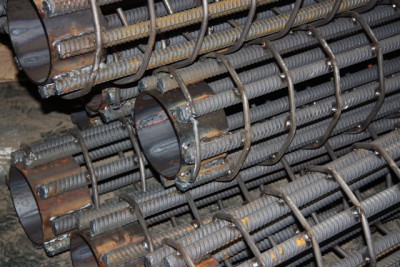
Посоветуйте ,кто занимался такими работами , как упростить облегчить процесс сборки и сварки каркасов свай. Я знаю что такие каркасы собираются на автоматизированных линиях, но кантора у нас маленькая и объемы небольшие , машину для этого покупать невыгодно.
Вот пример каркасов :


-
1
-
-
Мр гнилушки хорошо варить окшки гнилушки нелюбят как и уони
-
Да обыкновенные любые с первого попавшегося магазина . но зависит от местности и заводов производящих . Продаванам не верь . лутше узнай кто чем варит . но и то факт .
короче мр3 лосиноостровские сойдут ?


Врезка под давлением
в Сварка в сантехнике
Опубликовано
@schkaliki,
Был у нас такой же начальник , экономист хренов , доприжимал теплоноситель , весь завод в морозы без отопления оставил , хорошо
что резервная система была , правда вся как решето , тоже сутки на пролет ее шаманили и тоже ни слова про перегар не сказал нам .