

ARGONIUS
-
Постов
2 788 -
Зарегистрирован
-
Посещение
-
Победитель дней
35
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ARGONIUS
-
-
Да, Дим, это твои прутки. А по алюминиевой бронзе ещё лучше ложатся на чугун. Причём на постоянном токе.
У Эрики, судя по блеску какой то материал с содержанием никеля, может электроды для аустенитных сталей, а может и специализированные по чугуну.
-
@Erika, очень рады, парни и дядьки здесь хорошие, а вот девчонок нету.
-
@Erika, хотел поэкспериментировать и погнуть вольфрам, да что то не доверяю своему аппарату, как бы не спалить его.
-
@Erika, получилось вварить электродом, или будете пробовать как АВН советовал?
-
@K117HM174, да не получилось, на горелку с порошками не уговорил. Так и обхожусь сваркой и пайкой.
Чебоксарцы кусок какой то проволоки для тиг-пайки в подарок прислать обещали, "Корнет" называется, попробую чего ей получается- выложу.
-
Да никак, я в организации работаю, это не калым.
-
Не, они на удивление трезвые и работают хорошо.
Срочно доложить печку нужно, а без дверки никак.
-
- Популярный пост
- Популярный пост
Терпеть не могу что то делать срочно, ночью, да и ещё когда через каждый час заходят и смотрят добрыми глазами: ещё не закончил?
Дверь хлебной печи, только отдал:




-
 11
11
-
Может стоит весь чугун собрать в одну тему? А то: тиг сварка чугуна, проблема со сваркой чугуна, методы сварки чугуна...
-
@Фунтик, не совсем понял, каким электродом? Водьфрамом в аргоне, или УОНИ зажгли ванну и туда же медь?
-
Ну да, "бы"... например вначале вварить муфту, потом балки и всё остальное. Особенно умиляет в таких случаях, как, когда говорят: "ну там немножко, капнуть только".
-
а можно теорию этого дела? Мне такие подлючие места попадались несколько раз- врезки в цистерны.
-
@АВН, там расстояние между муфтой и балкой 5 мм. Или всё таки можно как то исхитриться?
-
Да уж....наварят иногда специалисты... доводилось отбеленный чугун выгрызать, вместе с нагажеными на него "швами".
-
Вертикал то можно... это не потолок. Всё равно варить по сантиметру-полтора, потом ждать пока остынет. Но это только в тёплом помещении, на улице на холоде не поваришь. Или постоянно греть газовой горелкой, но это замучаешься. Ну и после сварки -опайка снаружи для герметичности.
-
@Erika, ещё одно мнение за электрод.
Правда чтобы по воде нержавейку варить, я первый раз такое слышу.
-
Теоретически можно капля за каплей наплавить и сделать что то похожее на шов. Но трудозатраты и длительность такого ремонта будут раз в 10 больше, чем просто снять деталь отмыть её от масла отжечь и заварить. 30 см чугуна, это по моим прикидкам минимум 8 часов работы. Ну,можно сделать этот фокус дня за два-три в потолочном положении (не знаю правда как не снимая деталь избавиться от масла), но нужно ли это? Нервов, времени и труда уйдёт несоразмеримо результату.
-
1
-
-
ага. Видимо до кого то из тех крутых сварщегов дошло, что вы им собираетесь принести, и они решили плавно съехать с темы.
-
Так и я о штучном электроде по нержавейке говорил выше. Навеорное можно показать начальству проблемный участок сварки и обьяснить ситуацию?
Очень не люблю ММА, но когда невозможно ТИГом, варю вот такими по нерже:

-
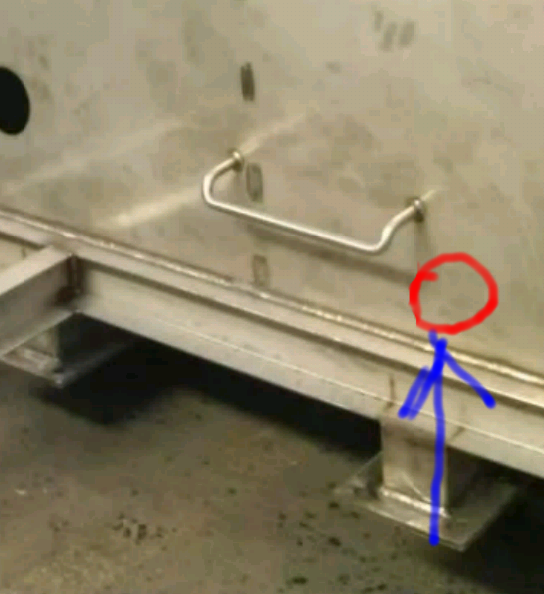
Я правильно понял, это выглядит примернотак? Основание ввариваемой детали и место куда нужно подлезть?
Скорее всего подрезать балку, для того чтобы был доступ к нижней части шва не дадут? Вырезаный кусок балки вварить на место было бы реальней.
Если нельзя резать балку, может срезанное под 45 º сопло дало бы возможность подлезть в эту щель?
Если такие варианты не проходят, может здесь найдутся более опытные коллеги, кто подскажет.

-
@Erika, фото в студию бы....
а штучным электродом никак?
-
Заплавил выбоины в тисках ТИГ-пайкой для интереса двумя разными присадками, для сварки алюминиевой бронзы и присадкой CuSi3. Зоны отбела не возникло, риски напильником спокойно проводятся, именно по границе шов/основной металл.Особенно красиво присадка для бронзы ложится-практически неразличима граница основного и наплавленного металла, и цвет один.


-
2
-
-
А технологию изготовления бутона рассказать можете? Получше моего будет.
-
@saper24, введи поправку...речь идёт о высокоточном, качественном инструменте. Я снайперки сравнивал вообще то, там категория дёшево-хорошо неприменима.
По всему остальному согласен.







Кто есть кто
в Курилка
Опубликовано
@schkaliki, я тока медляк топтаться умею
Насчёт образования-не знаю.. Когда устраивался на подработки, оно мне мешало. Точней не мне, а работодателям...прям спинным мозгом ощущал что от меня избавиться хотят. Даже раз прямо сказали: уходи, мешаешь, неспокойно и начальником с тобой себя не чувствую. Я аж обалдел малость, в бригаде тогда обязанности за троих тянул, да и неконфликтный характером вроде..