

Миротворец
-
Постов
7 930 -
Зарегистрирован
-
Посещение
-
Победитель дней
39
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Миротворец
-
-
А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина.
Всё правильно и главное корень должен быть проварен по всей длине разрыва иначе порвёт снова.
-
 1
1
-
-
Подскажите пожалуйста, а алюминий можно варить на этом девайсе?
Варить можно,но только тонкий и на обратной полярности с максимально толстым вольфрамовым электродам, желательно чёрного или светло-синего цвета.
-
-
- Популярный пост
- Популярный пост
Главная особенность это разделка кромок плазменным резаком(потому что ломаются обычно там где даже резаком сложно подлезать). Если нет возможности проварить корень, то за сварку рам лучше не браться. Первый проход проварка корня; ток 100А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика. Второй и третий проход ток 110А точно так же но валики должны быть тонкие и перекрывать друг друга. Четвёртый проход ток 120А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл(3-5 валиков и прерывание дуги( если честно, то каждый случай сварки рам очень индивидуальный)). Пятый валик перекрывает в каждую сторону минимум 5 мм варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный. Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится. Таким способом варю с 1994г правда раньше с СО2 и проволокой 1мм, а ток такой же. Правда гиморно это и долго, иногда на 30см шва уходит целый день(с подготовкой).
-
12
-
Заливание воды внутрь лодки на сутки показало, неплохую герметичность
Не целесообразно и не эффективно. Лучше намазать меловой пастой (или просто натереть мелом) по шву и с обратной стороны брызнуть ВД 40, жидким ключём или керосином.
-
Вот вопросы.... которые возникли.... при сварке....?
Ничего страшного, если не нравится, то лишнее сошлифуй. На последнем фото правую сторону не проварил, нужно ещё раз пройти на более высоком токе.
-
не советую варить чугун ТИГом
Дима,а если ТIG-ом короткими с проковкой ПАНЧ 11 тоже не катит?
-
А может есть у кого мануалы от п/а семейства BRIM'ы?
Могу сбросить только по мейлу.
-
И тут Вопрос: инверторные п/а на 380в используют трех фазное подключение или двух фазное? А то у меня есть транс дак ему по барабану 220 или 380, его сеть запитывается от двух проводов (фаза-ноль или фаза-фаза).
Нужно смотреть характеристику аппарата, если написано 3ф 380В то это трёхфазный(здесь всё понятно), а если 1ф 380 В то это однофазный и присоединяется два линейных вывода(две фазы) которые в паре создают одну фазу, но на 380 В.
-
помнится недавно кто-то жаловался что показания пирометра на грязной и очищенной поверхности сильно отличаются
Да, это так, на моём даже специально нужно вводить коэффициент погрешности на разные материалы и на грязь тоже.
к томуж они подклеенные двухкомпанентным клеем,если при проверке показала течь
Дмитрий, а с верху потом ещё и серебрянкой закрашиваете, чтоб не видно было? Мне такие пару раз попадались, этот клей держит только первое время, а потом или даёт трещину или просто его поднимает. И ещё вопрос, а элементы с Китая везёте или сами изготавливаете?
-
к томуж они подклеенные двухкомпанентным клеем
А я то думаю, что за хрень такая: проверяешь радиатор и находишь к примеру три течи между элементами опорной пластиной, паяешь и при повторной проверки может вылезти ещё десять течей. Получается, что просто клей выгорает? Я сейчас немного поменял технологию пайки, сперва прогреваю его до 300 градусов по пирометру, а потом после остывания проверяю. Без предварительного прогрева, раньше, приходилось до 10 раз паять один радиатор, теперь максимум два раза.
Это пирометр -50 +700 градусов

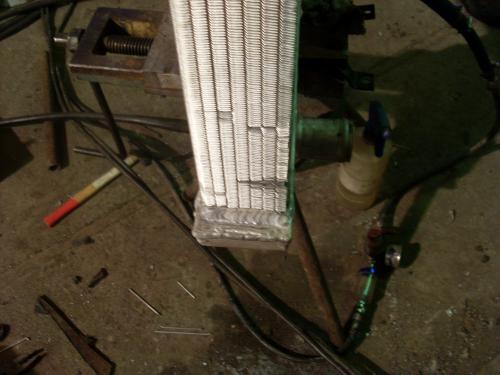
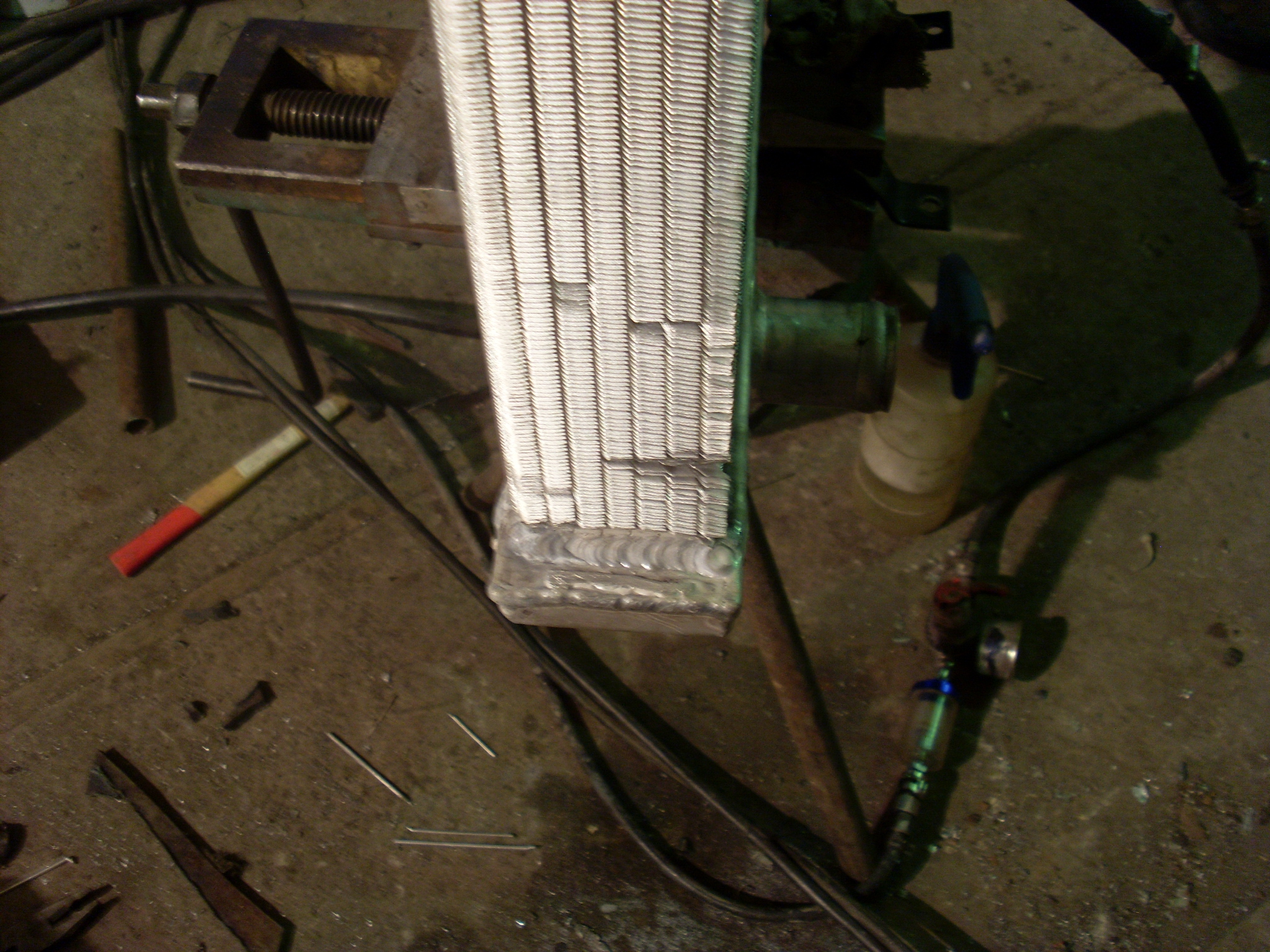
Это уже не ваш интеркуллер, но проблемы те же.


-
3
-
-
.Рвать не должно
Но почему то рвёт их как газету. Иногда приносят в ремонт радиаторы, которые отходили всего 2-3 месяца и уже по 20-30 течей. Рвёт по разному, иногда лопается трубная доска рядом с ребром соты, чаще лопаются соты внутри трубной доски по краю сварки и очень часто отрывает боковые панели вместе с куском трубной доски.





-
2
-
-
На среднем снимке на торцевой трубке какое клеймо стоит?.
НПООО "ТАСПО РБ г. Смолевичи 1.05.2010. ОТК 2
-
Ох и давновато сюда заходил,всё времени не было. Миротворец трубки в нутри обварены,если глушиш какую нить рядом рвать не должно,хотя у нас есть чудики которые их без присадки варят,вот тогда и может, короч гонят такую ху...ню. Серега 1988 раньше варил на сварочнике УДГУ-301,теперь на ESAB.
Как то на этом с трудам верится, что они варены и когда глушил изнутри то ощущение при сварке как будто по HTS 2000 или Harris 52 варишь.


Вот на таких точно ничего не распаивается.

-
3
-
-
http://websvarka.ru/talk/public/style_emoticons/default/unsure.gifлишь бы глаза не лопнулиhttp://websvarka.ru/talk/public/style_emoticons/default/blink.gifот тренировкиhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
перемножив мы получим =8.3163278125159193748243236645455е-112 (быть может я оБшибся)http://websvarka.ru/talk/public/style_emoticons/default/unsure.gif
вот Это ващще
 ребусЦ.........
ребусЦ.........В этом ответе не должно быть целых чисел.
-
мужики при резке держат расстояние между металлом и соплом (что крайне неудобно)
Я режу только с опиранием сопла на металл (аппарат HELVI PC 32). В этом случае не много больше износ сопла, но меня это вполне устраивает. Опирать можно, если не запрещено производителем.
-
На маленьких инверторах на крпусе сверху где таблица ТТХ написаро Италия (Штрих Германия)
... Продавцы сами репу зачесали.. Такое делается только в Китае.
-
А можно фотку соединения (сварка, пайка, изолента)? На будущее как инструкция, полезная будет.
-
1
-
-
А так ставлю мах. на аппарате (200А), при горении дуги показывает 160-170.
На 0,8 проволоке так и будет, поставь 1,0 мм будет под 200А.
смущает большой ток BRIM'ы 50-200А. У FUBAG заявленный ток для MIG/MAG 20-200.У моего минимум 40А и то много, гнилушки уже не поваришь. Для кузовщины вполне хватит фубога, Брима немного выше классом за счёт высокого ПВ (ПН).
-
В 47 посту я как раз дал ссылочку на свариваемость материалла и чем варить если вартися.
-
Вас или с СО2 надули или редуктор какойто неправильный. Варил при -30 весь день без подогрева с кислородным редуктором и ничего у меня не замерзало
Ни кто ни кого не надул, просто если поставить на редукторе нормальное давление для сварки, то через пять минут непрерывной сварки газ перестанет идти. Ты просто ставишь изначально высокое давление в пределах 1,5-2,0 кг/см2 потому газ и не замерзает, но это очень большой перерасход, в 2-10 раз больше нормы, в зависимости от аппарата и шланга.
-
что АД31, что АМг2 - получаются трещины. Т.е. как бы не извращался с режимами сварки и расходами газа, ни как не получится сделать равнопрочный шов.
Не знаю не знаю у меня и без присадки и то и другое варится прекрасно, а вот АМг5 или 6 варится тоже хорошо, но стоит чуть перегреть или шов широкий положить, то сразу трещины идут независимо с присадкой или нет.
-
перемножил но не скажу,до правильного ответа
Да там цифра в приделах 94 нулей после запятой или я ошибаюсь?
-
и правильный ответ,при сложении этих дробей (((62,5))) 62 1/2.
[b
И откуда такие познания в математике?, наверное не один букварь искурил
 , садись два.
, садись два.Правильный ответ 46,5
А перемножить то хоть перемножил?
-
1
-











Дуга 318 МА,Индустриал 200М или Ресанта 220?
в Советы в выборе
Опубликовано
В стык 1,5 мм, в тавр или нахлёст 1 мм. Это всё приблизительное и зависит от общей теплоёмкости всей свариваемой конструкции. Смотрите таблицу силы тока для вольфрамовых электродов на обратной полярности, там токи сильно ограничены.