

crvnsk
-
Постов
62 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные crvnsk
-
-
Видимо вазелин действительно универсальное народное средство.
Два часа полет нормальный


-
 1
1
-
-
@crvnsk, Доброго дня,растворитель 646 и ацетон неплохой по качеству производства ООО"Полихим" г.Воронеж,
Спасибо, Алексей. Принял к сведению
-
Хотел у Вас попросить подсказки, как в этом случае искать упор, и на что опирать кисти?

На какую плоскость опирать правую кисть с горелкой?
Допустимо ли, левой рукой опираться на присадочный пруток для координации руки в момент отсутствия необходимости подачи прутка в ванну?
С внешним швом понятно для правой руки с горелкой, а для левой?
IMG_20191127_130240.jpg

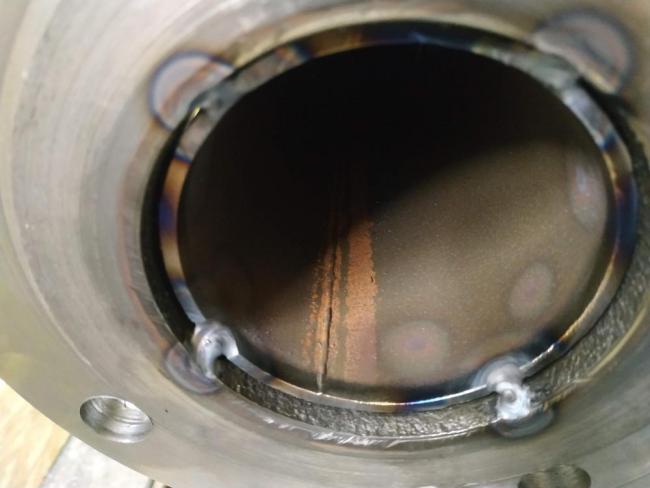
Как быть с внутренним швом? На фланце можно яишницу жарить.
IMG_20191127_130249.jpg

Вот мой правый локоть, про него и говорил вам.
IMG_20191127_130259.jpg

-
а если той же? пробовали?
никак не выходит, горелка и сварочник другой.
Этим сварочником не получается.
Опять разобрал, достал вазелин

-
А как же! Аргон - он чистоту любит...
Ну во всем должна быть своя разумность, так можно и всю трубу отшомполить, чтобы край заварить ))то в середине процесса указывает на включения в металле.Ну если даже и есть такой кусок, его или прожечь надо (раскислить) или вырезать кусок.
А вырезаю только верхнюю часть после начала появления пор, но в корень металла не ухожу. Потом беру другую горелку и спокойно прохожу этот кусок - логично? -
се же думаю защиты недостаточно.
Возможно, но при увеличении расхода аргона, при поднятии расхода на ротаметре, горелка не по детски шипеть начинает и ванну сдувает, пробовал расход от 10 и выше.
5-7 с линзой на самой горелке мерили?Нет, но считается, что трасса герметичная, и расход он что в начале, что в конце линии один и тот же.
По поводу 1,5 сек предгазаНа режиме 2T может и маловато, на режиме 4Т, пока осиляция пройдет, пока стартовый ток, пока выход на рабочий режим.....там уже основной поток газа идет.
По всему остальному - на мой непрофессиональный взгляд - с защитой беда (видно, в первую очередь, по электроду), на тавровом шве еще более-менее, на "лице" - маловато...Вот это меня тоже смущает - с чем это связано - понять не могу.
Такие разводы на металле, чернота сразу на прихватке......
Буду завтра на вентильной горелке пробовать
-
попробовать в этот момент на ней поварить и если все нормально то вновь перейти на трубу - сделали так? навряд ли. Все же думаю защиты недостаточно.
Ну нет у меня нержавейки, у меня только тот металл, который купил.
Надо, значит буду искать нержавейку - еще тот квест.
а вот попросить напарника снять видео через маску хотя бы телефономУ меня напарник в зеркало смотрит на меня самого, жену только если попросить, или камеру на штативе поставить, а потом еще видео нарезать.
Я же говорю, вел ванну, вел, присадку подавал, потом раз и бац и все. После этого электрод меняю, в другом месте пробую - все - не варит.
-
По поводу растворителя - протирать трубы от масла - да, обезжиривать место сварки - нет (ИМХО), ибо 646 - смесь "тяжелых" растворителей и ацетона, к тому же сейчас вообще неизвестно, что там замешано. Чем ацетон не угодил?
Приму к сведению, попробую ацетоном место сварки
Найти фасовку не в стекле проблематично, в леруа вообще нет.
Стекло последнее время не уважаю, не собирают его. Много места занимает, мусор то теперь платный.
Прикрепленные изображенияДык это уже после "взрыва". На оригинальном фото до сварки - так нормально?
http://websvarka.ru/talk/uploads/monthly_11_2019/blogentry-27393-0-19902800-1574842594.jpghttp://websvarka.ru/talk/uploads/monthly_11_2019/blogentry-27393-0-90359100-1574843457_thumb.jpg
Или еще чище и глубже надо?
-
@crvnsk,.
О спасибо, дремелей в виде фрез мне еще не хватало ).
-
бывает даже горелку на герметичность и шланг-пакет проверяешь. Проверяю методом опускания горелки и шланг-пакета в ведро с водой и пальцем сопло зажимаю. Лишних пузырей быть не должно.
Проверял аналогично - все ок.
Не могу я местами горелки поменять, надо покупать силовой разъем на sr-9 вентильную, ей дай бог уже 10 лет, чтобы в jasic воткнуть можно было
@crvnsk,Внутри попробуйте зачищать абразивом или фрезой.Не ершом.
Ёрш понадобился, когда срань полетела
Зачем?!
По поводу "какашек" - тоже соглашусь с Валерой, в частности - труба внутри не очищена от слова "совсем"
Прошу Вас указать словами, стрелочкой на месте фото, по последнему отчёту в каком месте какашки - не понимаю -
Предгаз 1,5 секунды надуть и сбросить расширение шланга.Зачем?!
По поводу "какашек" - тоже соглашусь с Валерой, в частности - труба внутри не очищена от слова "совсем"
5-7 с линзой, без линзы 7-8 дальше сдувает.
По поводу растворителя - трубы простите все в масле и грязи.
Я протираю их прежде чем на козлы кладу - уделаешься весь.
Также как и фланцы.
По поводу вазелина - замазать место соединения силовых разъемов с платой инвертора для уменьшения доступа кислорода и уменьшения окисления.
Неужели мне надо ещё аудиозапись разговора с сервисом выкладывать?


-
@crvnsk,Внутри попробуйте зачищать абразивом или фрезой.Не ершом.
Какой абразив на 89 трубу можете предложить?
Диск или что то другое?
Так недостаточно?

-
Дак поменяйте местами горелку. 99,9% что проблема не в аппарате, а в горелке либо в шлангах.
Цанга на фотке правильно установлена.
Оставьте вопрос подготовки, всё +- нормально, и даже если вы будите варить по нечищеной чернухе, если она будет без существенной ржи и без грата всё будет +- нормально, ну подрезы могут лезть, хотя можно и без них.
Дак поменяйте местами горелку. 99,9% что проблема не в аппарате, а в горелке либо в шлангах.
Цанга на фотке правильно установлена.
Ну слава богу хоть с цангой порядок
По поводу переключить горелки не судьба, у них силовые разъемы совсем разные.
А ради этого переделывать, лениво совсем.
Я пробовал горелку от jasic напрямую на ротаметр подсоединять, различий не увидел
-
было такое. Тоже голову ломали.
Ну как так то?

-
Посмотрел я пару фоток. Копоть на прихватках признак очень плохой защиты, либо то что у вас электрод во время сварки горит, а жта не правильная полярность.Меня как-то раз пригласили посмотреть отчего "горелка не варит", оказалось сварщик цангу в цангодержатель не той стороной засовывал, эффект бы тот же что и у вас.
Вот объясните, как можно цангу в цангодержатель вставить не той стороной?
У Сварога своя горелка, у блю своя.
Полярность и там и там прямая. На электроде минус, на крокодиле +.
Ротаметр, что на той и на той показывает один и тот же расход.
У jasic горелка подключена через клапан, трассу смотрел, претензий внутри аппарата нет.
У блю напрямую к ротаметру.
@crvnsk,Чернуха плюет и засерает электрод.Это бывает.Еще прихватки должны в аргоне остыть,в идеале должны быть белыми,но никак не серыми.Как по мне,то тоже думаю дело не в источнике.Вижу есть вентильная горелка- можно её к любому ручнику прицепить и проверить.Ну и зачистка,как уже говорили.Обезжирка тоже думаю,что лишнее.
Есть горелка sr-9 на блю.
Ей и доваривал.
По зачистке какие вопросы?
Ацетон только в бутылках, в Леруа его нет, чем плох 646, обезжиривает достойно.
По поводу зачистки каких мест, можно конкретно.
При внутреннем шве внутри трубы?
Насколько надо зачищать?
Одного см не достаточно? -
@crvnsk,Не знаю почему но есть уверенность что аппарат тут не при чем, @selco, Валера на 100% прав и судя по пьяному шву то точно аппарат не причем, просто не хватает опыта и понятия, плюс у вас дует пушка, подсос воздуха почти гарантирован. Лучшей способ уйти от ошибочных обвинений аппарата, пригласить опытного аргонщика и все повторить.
Пушка ни при чем. Не работает она, пока в помещении работы идут. Сквозняков нет, иначе я бы там дуба дал, у нас -20 по ночам.
У меня нет объяснений, почему на другом аппарате все получается закончить?
Мне жалко своего времени, а чужого и подавно. Сидеть, разбирать аппарат - не моя стезя.
Итог - это не кипения металла с индексом КП - с этим то Вы согласны?
-
Окончательный мой результат.
Нет никакого кипения металла в моем случае. Детали и процесс выполнения работ описан в отчете http://websvarka.ru/talk/blog/104/entry-354-otchet-po-voprosam-v-vetke-tig-kipenie-chernogo-meta/
Попробовал после пор и линзы, и без них, ни при чем здесь ни горелка, ни сопла.
Виноват 100% аппарат со стабилизацией тока. Попробую вазелин, как посоветовали в сервисе и менеджеры по продажам, потом кардинально буду ставить вопрос о замене аппарата.
-
Роман , в общем я посмотрел ваши картинки со швами и вывод ,,, металл и ваши трубы нормальные и нечего на них грешить.
Стиль пьяного мастера
Ответил в личку. На трубы и не грешу уже.
Уже выяснилось все.
Видимо судьба свела меня с этим форумом, слава богу остались люди с руками, с головой, знаниями и душой, готовые делиться своим опытом со страждущими.
Стиль пьяного мастера
Ответил в личку. На трубы и не грешу уже.
Уже выяснилось все.
Ну и немного в оправдание. В папке фото выложено все, и промежуточные результаты, и окончательные. Пока все шло нормально, фланцы получались более менее, правда подрезка кое где проскакивала. По отводам, резка плазмой, потом зачистным диском на 2-4 см вокруг отверстия, фаска, потом лепестковым кругом до блеска полировалось.
Как только начались проблемы с порами, так приходилось вырезать у отводов.
Потом переваривать.
В итоге, в ветку я залез, чтобы кто-нибудь не наступил на такие же грабли, с плохим контактом и гулянием тока.-
1
-
-
Спасибо, доходчиво объяснили. Прямо запало в память.Роман, у вас два варианта.
Если вы сварщиком работаете, то вам результат нужен здесь и сейчас, так что фиксируйте кисти.
Нервы успокаивает очень хорошо тихое шуршание аргона, пение дуги, есть время подумать
-
1
-
-
Согласен с Вами полностью, я всего лишь констатировал факт.ну как вам сказать... ценник копеечный (если сравнивать с другими, EWM, OTC)
Поэтому, брать, открывать, дорабатывать и радоваться дальнейшему использованию, ...Потом лучше новый куплю" .
Но самое интересное потом начинается, когда сгорит ....
Было интересно посмотреть в лицо менеджеру, который этот аппарат продал, при этом я ему говорил, что пользуюсь blueweld 228 pro уже 8 с гаком лет.
Так вот он ни разу не подводил.
Только два раза продувался от пыли и все.
Но это отдельная тема, видимо не в этой ветке, чтобы не разбавлять так сказать.
-
1
-
-
Меньше чего? Ценник совсем не копеешный.не вижу ни чего дурацкого. Заплатили меньше, вот и получили, ОНО ЖЕ РАБОТАЕТ!
А так да Вы правы, инженерная мысль покидает маркетологов этой планеты, лишь бы был бы спрос.
-
это даже не три сосны что бы заблудиться.
Ответил выше по поводу аппарата. Проблема может еще существовать в стабилизации тока при хреновом контакте и цепи измерения самого тока.
Визуально на тиге этого не видно, дуга стабильно горит, а вот на ММА появилось прерывание дуги - вот и закрался вопрос по поводу аппарата.
Проверю изменения - отпишусь.
-
@crvnsk, я вот читал читал это всё, и забыл упоминали те методы что я использую, или нет. Короче напишу.
Не топчитесь на месте, и защищайте основной металл присадком -- это самоочевидные вещи, их и так видно когда варишь.
Ещё заметил:
Чем больше подача аргона, тем быстрее вскипает. Если газ просто слышно как шипит, то уже варить нинада -- кипеть будет сразу и постоянно.
Чем ближе угол атаки электрода к прямому, тем быстрее вскипает -- варим углом вперёд.По вашим фоткам -- всё плохо. Скорее всего вы варите "на локтях", то есть у вас опираются и фиксируются локти, а надо фиксировать кисти. Благо сейчас для этого всё что хочешь есть, от обычных струбцин до грейферных зажимов, в том смысле что их можно использовать чтоб создать упор для кисти.
Технология подачи присадочного прутка ясна, но как ее подавать, если еще не появилась ванна?
Присадка 12.64, я понимаю, что она делает, и как ее надо подавать, может не всегда удачно, но здесь вопросов нет.
По поводу подачи аргона тоже испробовано на опытах, и минимально 3 л/м и 20 л/м - разница тоже ясна.
Варю углом вперед - тоже понятно.
По поводу фото - неужели все так плохо для первой недели? Красоты нет - согласен, швы все разные получаются, но в надежности и целостности я уверен, я вижу как формируется ванна и сливается вместе с присадкой.
Опираюсь не на локти и поверхность, стараюсь от этой вредной привычки избавиться, если есть возможность. Если создавать упор для кисти, то обварить в один заход по окружности патрубка не получается...
Спасибо за советы.
Спасибо всем откликнувшимся.
По итогам поездки в сервис - стандартная проблема у данного производителя.
Даже не стал отдавать в сервис, переговорив с мастером, у них и так завал.
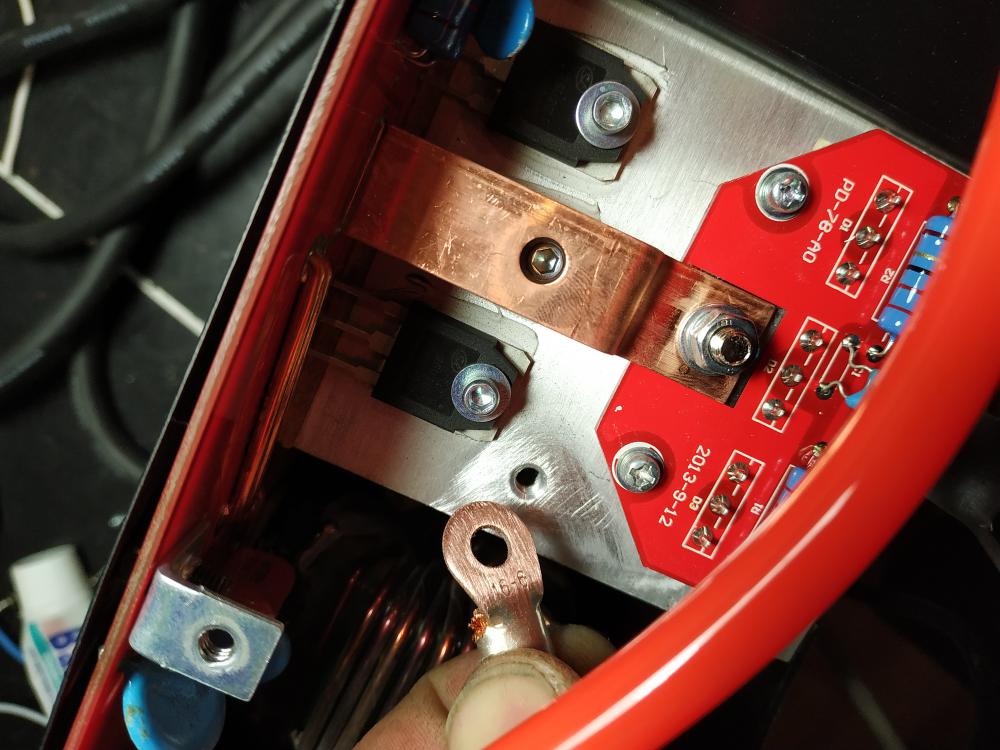
Вот фото https://photos.app.goo.gl/8XxXEA5MiH7ZcKh69
Вся неисправность сводится к тому, что силовые клеммы подключены к электрическим цепям аппарата по дурацки.
+ клеммы сидит через гибкий провод со стальным наконечником под болт на дюралюминивом радиаторе, место контакта окисляется. Данная клема используется для измерения тока и его стабилизации по ОС.
Вторая клемма "-" через перемычку сидит на плате, облуженной толщиной 1мм, соприкосновение только через болтовое соединение. Граверы стоят на "отвали".
Весь ремонт со слов мастера сводится к разборке, зашкуриванию, обратной сборке. Прошло две недели после использования аппарата.Проделал все манипуляции, закупился обычными цангодержателями, обычными керамическими соплами без газовых линз.
Пошел пробовать....
Спасибо всем. -
ЗЫ, а вот вы на какой полярности варите то , а то у меня закрались "смутные" сомнения .
Прямая полярность и на горелке должон минус быть и не как иначе , на крокодиле плюс .
Ну это как отче наш, сразу правильно и на прямой, как Вы и сказали, на зажиме +, на горелке -
просто - в жидком металле идет процесс перемешивания всего, что намешали при изготовлении, т.е. вскипанием дряни а точнее выбросом взрыва на электрод капли металла, электрод загрязнен и вновь заточка. Я все больше склоняюсь что у вас вся беда с материалом. Проверьте на куске нормального металла или нержавейки и если будет вариться нормально то весь ваш материал в помойку или варить ПА.
Думаю не все так страшно, где то или косяк проявился с газ.линзой, аппаратом (плохой поддув аргона был).
Большая часть сварки "нормальная" для недельной практики...https://photos.app.goo.gl/UzdkKF4pmrCVJjsk7
Ну вот, на днях купил гараж, а там рулончик лежит мелкой немагнитной, прежний собственник оставил за ненадобностью, наверное на линзы и пойдет. Осталось аппарат купить.
Повезло с заначкой ), с покупкой








{kind=link}
{kind=link}
Возникновение пор при сварке черного металла
в Уроки мастерства.
Опубликовано
Решил все таки проверить, все делал также, как и раньше.