

crvnsk
-
Постов
62 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные crvnsk
-
-
Весьма Интересное сравнение .
.
ЗЫ , вырезаем сеточку из чего угодно и можно из чайного ситечка что Астап Бендер подарил ЭЛЛОЧКИ . , и это будет в два раза лучше ситечка китайского.
, и это будет в два раза лучше ситечка китайского.
Не зря есть пословица, век живи, век учись.Спасибо за информацию, дураков деньгами надо учить ( это я про себя)
Пакетик 5000 рублей
-
 1
1
-
-
Спасибо.
Так и сделаю. Три дня затыка и руки опускаются, ещё надо бы проверить магистраль входа в аппарат, электромагнитный клапан и выход на горелку.
Под сваркой с обычными соплами имел ввиду стандартный цангодержатель, без газ линзы, на который накручивается сопло без дополнительного фторопластового кольца.
Присадочный пруток закрыт, чистый, новый.
Да и аппараты пытаюсь в чистоте держать

-
3
-
-
У меня такие каки были когда забывал баллон открыть, перед началом сварки, один в один.На Ts9 горелке с ручной подачей аргона, попадаюсь, но сразу понятно после поджига дуги, потом берешь зачистной илли шлифовальный и в бой, убрать касания
Простите, было ограничение на количество сообщений, не мог ответить.
В итоге, заказал на обе горелки TS9, TS26 стандартные цангодержатели, цанги, сопла на 2 и 2.4.
Для профилактики, Сварог в сервис свожу, попрошу ребят проверить.
По поводу токов и 140А пробовал на 3.2мм и 120 на 2.4. Все зависит от температуры металла.
У меня было мало практики, особенно это было в экстремальных условиях в 11 году на северах, с нержав.трубами, ну не помню там таких проблем. Электрод не меняли сутками, подтачивали, но не через каждые два шва....Если можно подвести какой то итог,то получается, вчера все шло нормально, а сегодня нет, балон при этом не менялся, сталь одна и та же, условия одни и те же.
Герметичность горелки проверял.
Вторая горелка, с газ.линзой новой, заработала сразу с другим аппаратом.
Потом, через некоторое время, местами проскакивали поры.
Видимо, надо поставить несколько экспериментов
1. Сварка с обычными соплами
2. Сварка с газ линзой ( возможно её надо убирать после работы с открытого воздуха-боротьс, с ее окислением)
Как то так.
Возможно действительно что то происходит с поддувом аргона и это не явное кипение металла. -
В общем одного раза совсем мало ставить оценки аппарату в ММА и еще погонять его с разными ляктродами .Согласен, но я начинающий, хотелось бы отвечать пока только за свои руки

Грязь не даст такой эффект.
Конденсат на внутренней поверхности трубы может такое влияние оказывать, если в помещении меняется температура с 3-5 градусов до начала работ? -
Дмитрий прав 1000% //////
Спасибо, обязательно попробую.
Вот только мне не понравилось поведение аппарата на ММА.... от слова совсем.
-
Надо на блювельде испытать горелку, которая стояла на джасике. На кипящих швах нет защиты. Коричневая пакость(копоть) на поверхности рядом со швом тоже говорит о этом.
нет возможности, по разъемам нет совместимости. Горелку на джасике крутил вертел, проверял под давлением аргона, подсос воздуха возможен только на удлинении проставки под газ.линзу.
Попробовал напрямую на ротаметр подцепить горелку, минуя магистраль в аппарате, получше конечно, но не так, чтобы лучше. Помещение закрыто, сквозняков нет, пробовал расход увеличивать до 12-15 литров в минуту, подозрения на неисправность стабилизации тока.....
Хотя не уверен на все 100%.
Сегодня пару раз ловил глюки с "кипящими" швами..., вырезал 3*3 мм, видимо грязь попадала, невидимая глазу....
-
Доброго времени суток.
Внимательно прочитал все 8 страниц, три дня ломал голову, что делать с такими "швами".
В наличии:1. Сварог он же Jasic TIG 200 P DSP "Pro";
2. WL-20, 2.0мм с газ.линзой, сопло 8. Ток 80-90А.
3. трубы эл/св 89х4 ГОСТ 10704-91 Ст20; предварительно обезжирены растворителем 646, чтобы не испачкаться.
4. фланцы Ст20 ГОСТ 12821-80;
5. аргон высокой чистоты, расход от 6 до 10 л/м по ротаметру.
6. присадочный пруток esab ok tigrod 12.64
До этого было все нормально, для начинающего, без году 2 недели.

Реально стало бесить, что делать. Все поверхности зачищались до зеркального блеска сначала зачистным, потом шлифовальным на границе не менее 15-20 мм.



Поменял двух поставщиков аргона, бесполезно.
Потом решил ММА сварить фланец и трубу.
Дуга рвалась на ОК-40 на "неначатом" электроде, к середине все стабилизировалось.

При этом изменение цвета дуги на TIG не наблюдалось.
Закрались сомнения, пришлось поднять старый аппарат 2011 года blueweld prestige 228, реанимировать старую горелку и о чудо, все то же самое, только без раковин и пористости.

Повезу на неделе аппарат в сервис....
-
2
-





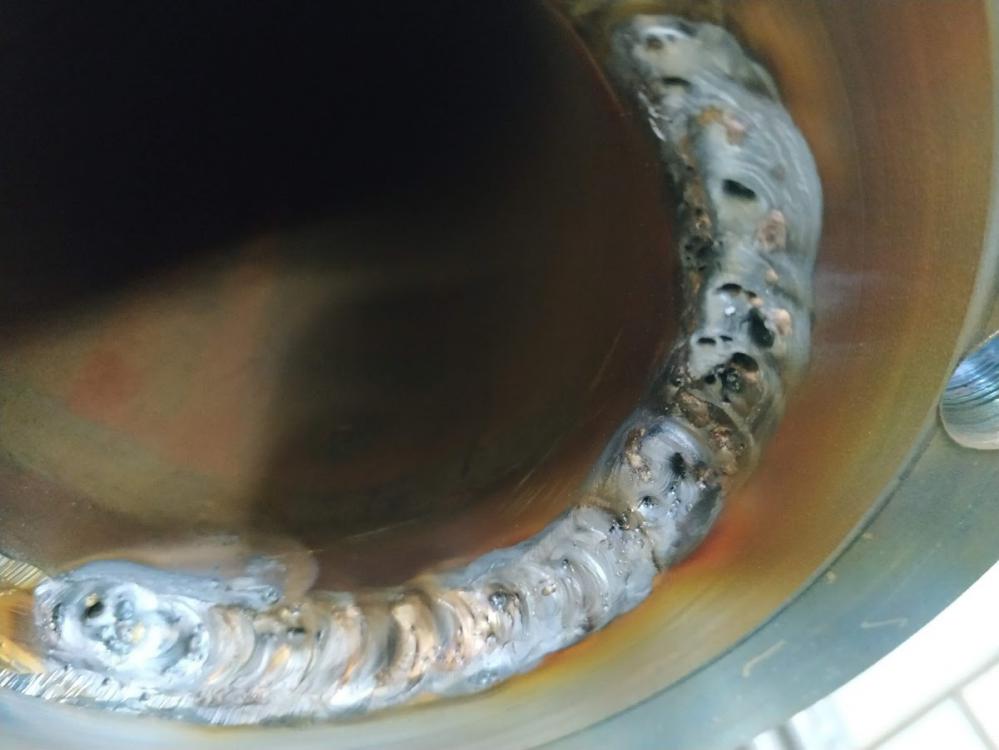


Возникновение пор при сварке черного металла
в Уроки мастерства.
Опубликовано
Если мы говорим про возможность попадания грязи в ванну и после этого происходит ее вскипание и поры, то как на этот процесс может влиять сам электрод и его качество?
Для меня это пока загадка. Куда девается он, при температуре плавления выше 3400 градусов. Как выбирать материалы для однозначного устранения такой рулетки?