

Fossil
-
Постов
138 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Fossil
-
-
Деталь будут испытывать на герметичность. Шов немного обработают с плавным переходом к основному металлу.Не соглашусь.
При правильной разделке с фаской по обратной строне у тонкого листа, можно получить равномерный обратный валик или даже втянутый обратный валик без подвара корня. Просто придется долго и тщательно подбирать режимы и размер фаски. Ну и полный процесс, зачистка, обезжирка прогрев, поддув(избыточное давление внутри) итд итп. Дорого будет, но возможно. Визуально конечно видно будет что варили, но соединение будет 100% провар и без торчащих кусков сварочной проволоки и бугров обратного валика. так, что после например дробеструйки и покраски понять что изделие сварное визуально будет невозможно.
Вообще ТС-ом тема изделия не раскрыта полностью, поэтому что-либо обсуждать сложно. Та фотка что им предоставлена ВИК не проходит так как ширина шва пляшет как не в себя, естественно ОТК его заворачивает. Просто что это за хрень и чего хотят от сварного непонятно. Требования не раскрыты, чертежей нет, РД нет. есть только кривое фото.
-
Спасибо.Очень подробно.Если деталь не декоративный шов,то есть к чему придраться. Так же углы перекрывают швами и шов начинают не с конца предыдущего шва,а с нахлестом от предыдущего и далее раз несплавление кромок,то и как следствие нет полноценного провара.
-
 1
1
-
-
Около 150А.Сколько ампер?
Не понял вас.Отошли ОТК к технологу чтоб он ему и тебе обяснил весь техпроцес.
-
Привет всем. Ребят посмотрите что со швами не так? Амг5, одна деталь 25мм толщины, вторая 2.5мм. Приходится манипулировать горелкой чтоб не оплавить тонкую стенку поэтому шов не равномерный. У Отк по визуальной части вопросы.

-
спасибо. А разве зазор нужно уменьшать а не увеличивать? Просто сейчас он выставлен в 0,8.Если не пересохшая оплётка кабеля, то :
-уменьшить зазор на осцилляторе
- подтянуть силовые кабели внутри источника,
а также почистить наружные байонеты и плотно зажать.
Хорошо ещё бы заземлить источник и стол.
Иметь под ногами диэлектрический коврик.
-
Эвотиг 350acdc.
Получается что дуга как плазморез. Толщины меньше 1.5мм нормально не сварить так как до того момента как образуется ванночка металл уже насквозь прожжен. Заточка и ТД. Все по правилам. Электрод даже полировал.
-
Да , наверное туплю. Но что-то все равно не нравится в работе. Дуга постоянно хочет в бок гореть. Массу в разные места подключал, результат не меняется. То в бок то вторая дуга горит и это на постоянке(ток). Вот я думал что мало ли что с поджигом или куда-то ток стремится мимо убежать. К слову как лучше подключать массу к сварочному столу?@Fossil,а как может пробивать поджиг на щеку лица,при регулировке расхода газа,если ты к массе вообще не подключен?
-
Люди объясните по поводу зазора в разряднике. Как он может влиять на стабильность дуги? Я думал что он влияет исключительно на поджиг. Но часто встречаются комментарии что "изменил зазор стало варить как надо."
К слову у меня зазор около 0,5 мм. Мне кажется это маловато. И если нажать кнопку на горелке не поднося вольфрам к сварочному столу, робивает через рукав горелки в любом месте где он касается стола. В том смысле что слышен треск разрядов. Не от осциллятора а от рукава. Если его поднимать то пробой смещается в место соприкосновения.
-
Спасибо за развернутый ответ.
Ребят, объясните феномен. Как может пробивать высоковольтный поджиг от вольфрама на сварочный стол при полностью отключённом кабеле массы?
-
1
-
-
Там маленькая коробка. Толщина стенки 2мм. Ст3. Угловое соединение. Деталь после гиба, поэтому в стыке уже как будто разделка в 90°.
-
спасибо. Можете чуть развернуть. Имеется ввиду что присадка находится постоянно в ванне?@Fossil,Держите присадку на кромках,не продавливая корень.Если хорошо собрано,то можно своим телом.Но это для неответственных конструкций.
-
Привет всем. Вот на суд вам пару фото. Никак не получается сварить чтоб металл не вытекал внутрь.Является ли это большим дефектом? Иногда бывают такие коробки что внутри все впритык и такого быть не должно. Тогда варю с подкладкой. Материал Ст 3; если верить чертежам.


-
3
-
-
На фото видно откуда горит дуга. Расползается по вольфраму от кончика до перехода к блестящему цвету.
-
1
-
-
газ проверенный. Угол менял, есть машинка для заточки. Токи небольшие, до 120а. Постгаз выкручен до 17сек. К слову , переход когда заточка слетает чувствуется. Так как дуга начинает гореть не с острия а как бы немного сползает наверх и расфокусируется. При сварке на высокой частоте видно как дуга бегает по кругу.Ну по фото видно что сама заточка вроде и не слетела и только кончик как бы имеет окисление .
Может аргон не качественный , а может и сам вольфрам не качественный , а может и заточку угол изменить или пост газ добавить. А на каких токах сие происходит?
ЗЫ ну и ВЫ в одном городе с производителем аппарата и если чо не так в аппарате то поправят, далеко не ездить и тем паче ТК не отправлять .
-
Привет всем. Ребят с чем может быть связано что слетает заточка вольфрама после старта через 5-10 секунд. Стало проявляться при сварке на постоянном токе. В ванну электрод не тыкаю. Присадок добавляю аккуратно.

-
Ребят с чем может быть связано явление, когда вокруг вольфрама образуется красный ореол. Который больше дуги в 2 раза и имеет свойство нагревать дополнительно металл где не нужно. Ток постоянный ,электрод Wc20. На wy20 Такого нет.
-
@Fossil,кощунство.... варить шабренную (или это так ржа видна?) пластину , от краски рекомендуется перед сваркой мыть
, от краски рекомендуется перед сваркой мыть
место сварки очищено и обезжирино. Это не краска=) это ржавчина так улеглась. Швеллер уличного хранения.
@Fossil,Все гуд,кроме поры.Режим и присадка лично для меня большеватые.Такие кстати соединения классно обкатывать американкой.Расход тоже думаю,что мал.
американку к сожалению пока не освоил. На краю стола на пластине вроде ничего, но вот такие соединения не выходят. То сопло не двигается, то уползаю вверх по стенке -
возможно стоит прибавить. Но в принципе сам процесс сварки устойчив был. Грязь не лезла, ванну не колбасило.А расход газа не маловат? Я при 7ке ГЛ и до 150А ставлю от 9 до 11 л/мин. Более цветные получаются.
-
Привет всем. Фото сварочных швов на общий суд сюда выкладывать? Интересует мнение. Сталь 3, 6мм, 210А, 3.2 ,аргон, газ линза, сопло 7, расход 6л/м.



-
9
-
-
вот это да. Без комментариев! Сделал скрин. Буду перечитывать когда что-то беспокоит в сварочной процессе. Спасибо огромное. Лишний раз убеждаюсь что не зря регистрировался именно на этом форуме.зажигание внутри сопла это практически не возможное если туда даже воздуха задувать. На ПЯТНЕ должно сказаться только - чернота пятна и пятно может быть с неровными краями, а на поверхности отшелушивание даже может возникнуть, отслоения окисленного метала и продуктов горения (воздействия высокой температуры)
Возгорание внутри сопла: нужно проверять состояние самого сопла, оно должно быть без трещин и других дефектов, а так же наростов в виде брызг металла и другое.
От этих наростов и прочих дефектов, будет завихрение газа, что может не спасти и газовая линза. Следовательно даже при наличии качественного газа и при отсутствии подсоса воздуха, может ПЯТНО быть вовсе не пятном, а кляксой. Но таких сопле, я не встречал со времен СССР, когда новое в карман, а работали тем что работает до самого последнего.
Все же в нынешнее время расходка стала более доступная чем было раньше и выкинуть ее не так слезно жалко как раньше. Думаю, что начать с малого надо, как всегда с замены всей расходки.
Так же, конечно качество вольфрамового электрода может сказаться на поверхностном состоянии пятна от его равномерности до его цвета. А это связано не только с лигирующими компонентами или их отсутствием, а не адекватности их внутри вольфрама, когда вроде бы вольфрам, а может гнуться как гвоздь. И как не защищай, сколько газа не давай, а он после остывания чернеет.
Надеюсь все обрисовал, что вас смущало и что могло бы повлиять на результат. Поэтому, проверку на ПЯТНО, надо делать когда во всем остальном уверен но что-то смущает. Желательно подкреплять фотографиями, чтобы потом не было, а я не считал, а я не думал ... У всех понятие состояния расходки и других элементов, относительное и относится к собственным убеждениям. И для одного - "да оно как новое", для другого - "это в утиль, однозначно".
А да, забыл. Поэтому если дуга загорается внутри, то надо смотреть состояние сопла, состояние горелки в целом и расходки. Т.к. в целом, сопло - керамика и она может проводить ток только если состояние керамики плачевное. А если дуга горит не с острия электрода, это опять же не воздействие воздуха, а состояние электрода, его качество, качество расходки и если уж сосем не герметичное соединение керамического сопла и тела аргоновой горелки, что создает поддувание внутрь горелки воздуха. Но это проверяется затыкание горелки со стороны сопла и проверка расхода по расходомеру. Если расход не падает, значит где-то пропускает. Расход газа (шарик) должен упасть, если расхода фактического нет, при наличии давления в системе шлангов и горелки.
@Kondor416, если к теме не относится или много лишнего, прошу отредактировать или удалить. Я не обижусь. честное слово!

-
2
-
-
-
Еще напрягают пшики перед продувкой. Кстати какого диаметра лучше шланг ставить ?

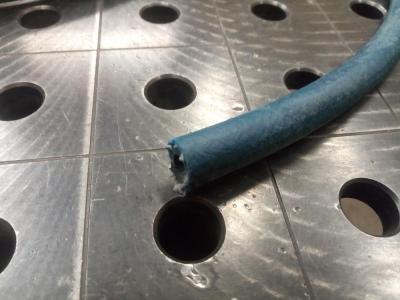
-
Шланг как раз резиновыйтитан титану рознь, как и нержа. Просто от плохой защиты, титан меняет цвет. Но и около шва титан не должен иметь следов побежалости, на это многие заостряют внимание.
Проще взять нерж, ту же 420
 типа нерж. Блястит и ладно.
типа нерж. Блястит и ладно.Еще есть нюансы со шлангами. Резиновые шланги, еще то удовольствие. Может и с них грязь идти. Кислорода не сосать, газ чистый, а шов не получается. Шланги под замену и все поехало.
Раньше на заводах, спиртом промывали горелки. Если посмотреть на клапан газовый на сам механизм, то там может быть много интересного. А оно либо с газа лезет либо со шлангов. В основном клапана зависают на П\А, но и в ТИГ аппаратах такое можно встретить, особенно у кого резиновые шланги.
-
я как раз и имел ввиду сварку черной стали стандартным методом , только электрод wp. Если не брать проблемы с поджигом то варит чернуху он лучше как мне кажется чем лантанированный. Я бы и варил им. Но дуга плохо зажигается.это сварка алюминия. Если я правильно понимаю, электрод на +, кабель массы на -, то успехи есть, только либо толщина алюминия маленькая либо электрод должен быть жирным.
А варить на обратной полярности стали ... А в чем смысл?









Библиотека специалиста НАКС
в Книги
Опубликовано