Ievgen Prokop
-
Постов
64 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Ievgen Prokop
-
Да, ошибок много допускаю! - присадок 2 мм, мне так сказал человек, который это уже делал, посоветовал. - тот, кто до меня уже сваривал эту конструкцию, впервый раз тоже начал изнутри варить и все испортил, посему приняли решение начинать снаружи. - вогнуло, блин, внутрь! Вроде бы распределял тепло, там чуть проварил, там чуток. - швы очень мне не нравятся тоже! Добавить ампер и идти быстрей? Чтоб перегрева не было? Вылет иглы подкорректировать и газ? Что не верно в подходе к сварке, можно конкретней? - приспособы смастерю обязательно! Огромное всем спасибо за участие!
-
Понятно, спасибо. Такой способ сварки обусловлен заказчиком. Сначала внешний потом внутренний шов. Значит приспособить внутреннюю защиту необходимо. Буду думать. Потому как зачищать внутри провар не представляется возможным.
-
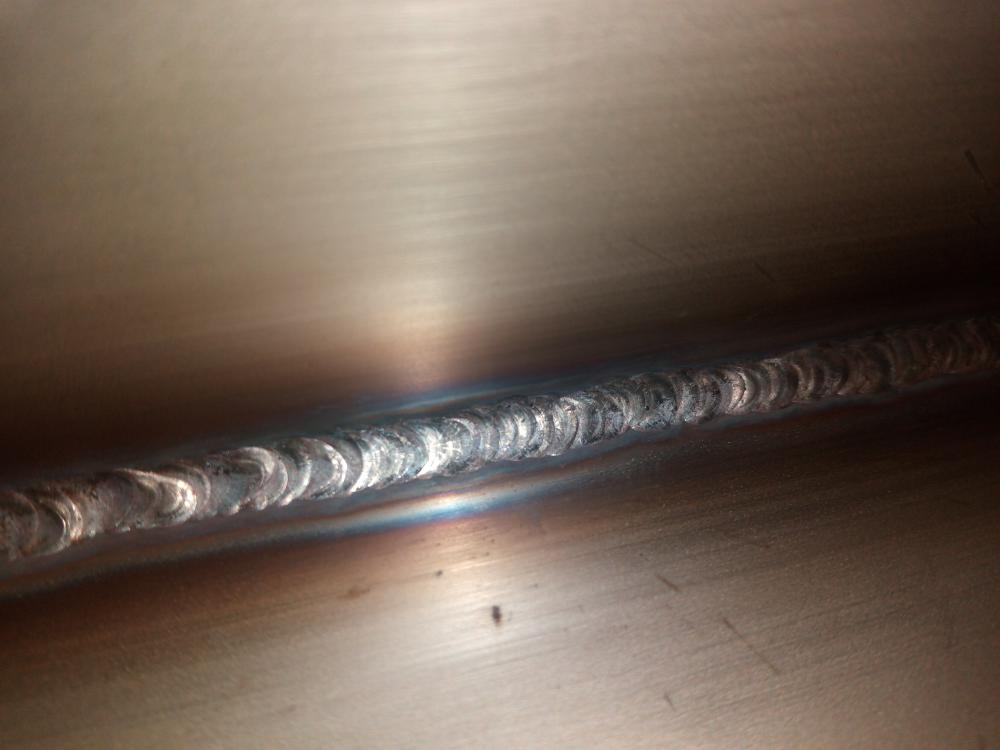
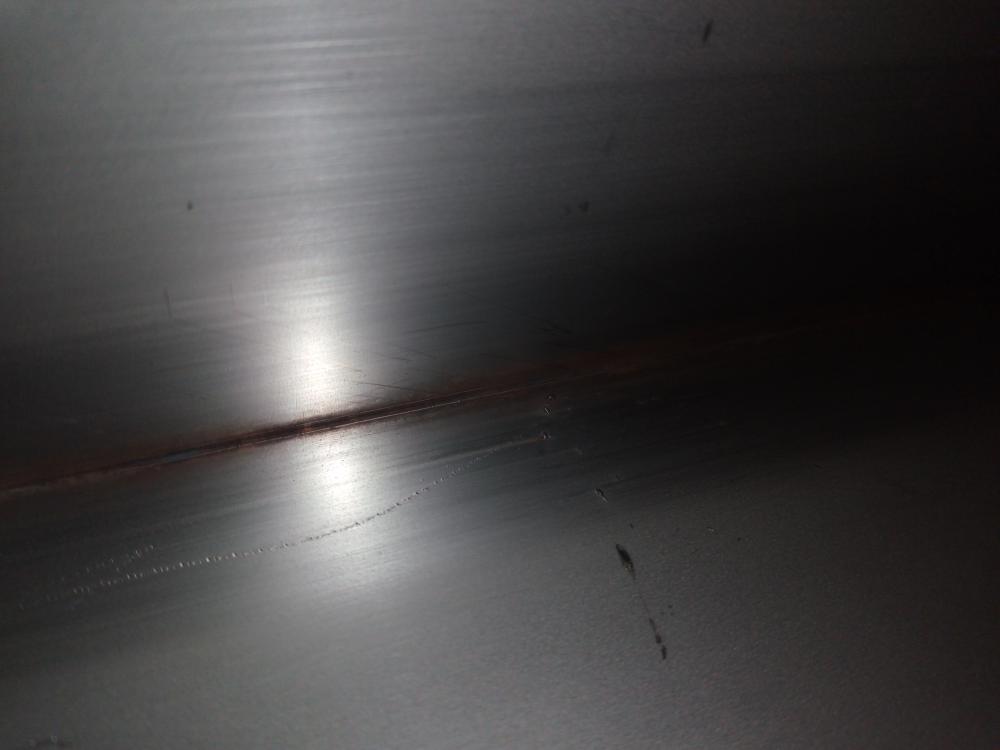
Здравствуйте. Подскажите пожалуйста! Свариваю вот такую ёмкость, 2 мм - толщина,присадок - 2 мм, 65 А, газ - 7-8 л. Сваривается сначала снаружи потом изнутри. Стыкуется кромка к кромке и поэтому внутри бывает небольшой провар. Два вопроса: 1 - когда начинаю сваривать внутренние углы - брызгает, трещит и ...всякая бяка получается. Помогает более-менее если напихать присадки. 2 - по шву с внутренней стороны вкрапления как мусор какой-то. Из-за чего это может происходить? Это тот небольшой провар так мешает? После прохода внешней стороны внутреннюю пытаюсь почистить скотчем и даже растворителем потом. И все равно какой-то мусор и углы невозможно нормально сварить!

-
 @selco, Красиво! А вот у меня это все как раз и было- топтание на месте, дуга длинная, ток. Потом широкий шов, перегретый, провислый, деформация! Есть над чем работать
@selco, Красиво! А вот у меня это все как раз и было- топтание на месте, дуга длинная, ток. Потом широкий шов, перегретый, провислый, деформация! Есть над чем работать -
Да не, шучу я! Без обидняков конечно! Этого-то как раз и не хватает! Чтоб ткнули носом! Для того вопросы и задаются, чтоб помогли их решить! Что молодому - проблема века, старику - обыденность!
-
"Леща" принял, с достоинством и без слез! Благодярю)))
-
Большое спасибо! Вот так и делал впринцыпе: -собрал тройник и обварил с прямой трубой (тут видимо ошибка, прямую нужно було оставить как Вы говорите) -собрал и обварил отводы ( все ничего, но смещение от горизонтали получилось) -после состыковал до кучи Вчера распиливал и корректировал один стык где сместился от горизонтали. Попробую как говорите.
-
Ну с тряпочкой так это для меня высшая математика, пока! Присадка? Принесли мне в пример несколько деталей подобных, от мастера одного со швом бугорком добрых в 1,5 мм, если не больше. И сказали присадок 1,6 мм, чтоб б угорком было и провар сто процентный! Провар думаю получился, т.к перегрев, бугорка нет и присадки насовал! Пробовал проходить чуть быстрей с подачей присадки - внешне вроде бы ничего, но провара нет. Посему стараюсь научится понимать по с/в когда проварил, но при этом п ерегреваю. Вообщем направление более-менее ясно. Стараюсь больше прихваток ставить, чтоб хоть немного компенсировать деформацию.
-
Вот так вот сегодня сделал! Зиг-заг варил. Получилось, почти! Явно перегрел, сам понял, задерживался на месте + подача присадка хромает! Но провар сто про. Все хорошо, но все равно на одном колене ушел в сторону от горизонтали. Внутрь не повело, как удалось проверить, но ошибочку все же допустил ((( с/в начинаю понимать, моторика подводит. Еще увидел загвоздку - колено, угол, ставлю на стол и подставляю контрольный уголок к срезу, который должен быть вертикально под 90 градусов. А он, зараза, по внутренней "С"-ке, короче как-бы, внутрь уходит! Т.е. если к нему пристроить трубу с ровным резом- "Л" получается! Если на столе в плоскости положить, то выходит то, о чем тов. Внук и толкует! Деформация внутрь колена, только тут еще до сварки! Это как же ее нужно изнутри наружу варить, чтоб угол выровнять?! ХЗ! А выровнять угол и оставить зазор? Так эт не мои кривые нужны, да и станет наверняка! Вот что в таком случае делать? Одним махом с 6 ч до 12 ч - не хватает сноровки, делаю по четверти
-
Если бы! Все путем проб и ошибок! Начальник помогает исправлять ошибки))) с ним отношение норм. Спрашиваю еще у второго сварщика, такого же оленевода как я сам. У которого опыта на пол года больше моего))) А так-то вот только тут на форуме огромная для меня помощь!!! Без этого бы наверно совсем печально было!
-
нарезают по чертежам с учетом стягивания, например трубка между коленями идет на 2 мм больше, при 2 мм толщине метала. Вобщем я подсказывать в этом вопросе начальнику не компетентен. Он все просчитявает, отдает на резку и мне - чертеж и детали. По глубочайшей неопытности парюсь с алгоритмом действий, последовательностью сварки. Ошибка дорого обойдется! Некоторые заказы отправляются непосредственно в Дойчланд, а тудой рулить не охота! Хорошо, что основная масса заказов по месту кооперанту отправляются, но тоже 2 ч ехать при случае провала)))
-
Да, вот это видео несколько раз смотрел уже. Все вроде бы понятно, по 1 мм на стык есть. Если правильно понял, с видео - начинать с угла, т.е. с колена. необходимо зафиксировать стык в колене. Делаю так: 1 - сам огиб колена, внешний угол 2 - внутренний сгиб, под коленом 3, 4 - боковины - дальше довариваю где недотянулся. Так или нет? просто понял так формулировку "начинать и заканчивать" на внешнем углу. Значит смысл в фиксировании сначала сварки внешнего угла для того, чтоб если начинать снутри - стянет сильно внутрь.
-
Спасибо за подсказку, вселило уверенности))) Начал обваривать, не спеша. В начале около 60 А, но с поваром промашка вышла! Хорошо что с концов начал - доработал с внутренней стороны) но потом накрутил 70 А и более-менее понял по сварочной ванне что проварил. Фото правда не сделал, но думаю это оно! Благодарю еще раз.
-
Это да, но все же терзают смутные сомнения в алгоритме. Тоже так себя успокаиваю) такую фиговину не делал еще просто.Всю конструкцию не совсем удобно собрать сразу к сожалению. Значит сваривать две половинки без опасений и потом соединить? Спасибо за реакцию!
-
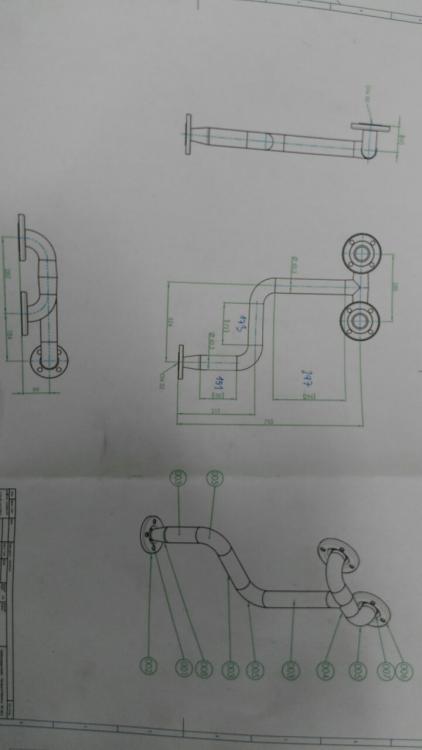
Добрый день! Прошу совета вот по такой конструкции! Какова последовательсть действий? Начал собирать, но решил лучше посоветоваться))) Думал собрать на прихватки половину, проварить. Потом вторую половину на прихватки - проварить. И потом до кучи соединить. Или на прихватки все сразу и постепенно проваривать? Боюсь чтоб не повело, нет особо возможности всю конструкцию красиво на прихватках зафиксировать. Интересует сам правильный, последовательный процесс. Стенка 2 мм, нерж 304. Ток думаю 50-55 А. Присадок 1-1,2 мм. Поддув 5-7 л, отверстие на выход 4-5 мм.
-
Ага, мозги поломал сегодня! Где да чего подрезать) надеюсь завтра победить!
-
-
Добрый день! Вот тоже проблема с деформацией! Металлическая тумба, внутрь - салазки и ящики к ним. Прихватывал сначала одну стенку потом вторую. После на одну стенку 4 ноги (глубина корпуса) после положил вторую стенку и прихватил. Геометрию проверил плохо, спешил. Начал обваривать по внутренним углам в разнобой по диагонали плоскости. Вытоге разлетелись углы сильно. Да и приспособлений не хватает как зафиксировать. Вопрос аналогичен к вышеизложенной пробле: --- очередность сваривания (внешние или внутрение соединения)? --- последовательность сборки таких изделий --- поможет ли фиксация по всем углам, плоскостям? --- способы исправления геометрии! Один угол ровняешь, а с другой стороны ведет. Сидишь час думаешь какой стык необходимо пилить чтоб все не разбирать и выйти из ситуации. Буду рад любому совету!!!!! Нервы не выдержали! Плюнул и пошел домой! Осталось разве 5 капель начислить)))
-
Ага, вот это другое дело))) ничего страшного, просто с латунью не проблема (делаем аксессуары для ванных комнат из латуни, на мск, кстати, отправляем тоже) я немного експроиприировал))) значит найдем другой путь, тот же алюминиевый уголок попробую. Спасибо что сказали, завтра думал смастырить!
-
Ну вот и ладненько, что латуньку одобрили))) А так-то будем корректировать конечно! Благодарю за участие!
-
На след. неделе буду в магазине спрошу что есть. Спасибо.
-
Эт в яблочко!!! Спасибо! Но хочу чтоб чики-бамбони все!!! Как в лучших домах Ландо"на и Парижа! Ведь за качество все мы тут боремся! А от мелочей многое ведь зависит!
-
Понятно, спасибо за подсказку! А я уж было хотел с латунькой поиграться, повыдумывать разные прикладки. Подумал, что от меди не оч отличается по хим составу, насколько могу судить. Да с обрезками немного туговато, если после брака какого остануться либо прошу привезти огрызков с лазера. Мы имеем дело уже с готовыми формами по чертежу. Один (директор) находит заказ, обрабатывает, чертеж и тд, отдает в другую фирму на рез и огиб, потом уже нам на паллете привезут запчасти и в бой! Я пока тренируюсь в основном, если только разве и сделаю небольшую работенку мелочную какую. Как время позволяет, после работы основной (совсем отличной от сварки) еду в мастерскую и ваяю))) Зазор подобный смстерю обязательно, потому как подобная проблемка достаточно частое явление! Спасибо еще раз!
-
Отлично! Благодарю! --Если правильно визуализировал - то подложить такую примочку изнутри и варить снаружи? -подойти в качестве такой накладки алюминиевый уголок 30х30х2 мм? или это тонкая стенка в 2 мм? -есть латунная болванка со скошеным углом, 40х50 мм примерно, допускается латунь в таких целях? --Без подкладки - то сварка с внутренней стороны, чтоб наружний угол потом привести в порядок.
-
Большое спасибо!