bulweld
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент bulweld
-
Новый дизайн цанги - клиновые, для TIG горелок!
bulweld опубликовал тема в Аргонодуговая сварка — TIG
http://www.rapidwelding.com/images/otherpics/CKwedgeCollets.png http://www.ckworldwide.com/images/wedge_1.jpg Вот некоторые из преимуществ этих новых цанг: Клин цанга устранения скручивания и деформации в цангу. Это делает Клин цанга более долговечны, прочного 10 раз дольшечем стандартные цанги. Новый дизайн клин цанги, создает лучшее механическое сцепление и требует меньшего давления, чтобы затянуть вольфрама,это создает стабильную дугу и меньший нагрев горелкой! Для меня это действительно лучше, может быть, кто-то пытался это чудо!? -
Да, это так , но как правило для конечной продувки,это 1 секунда поток газа на 10А сварочного тока.
-
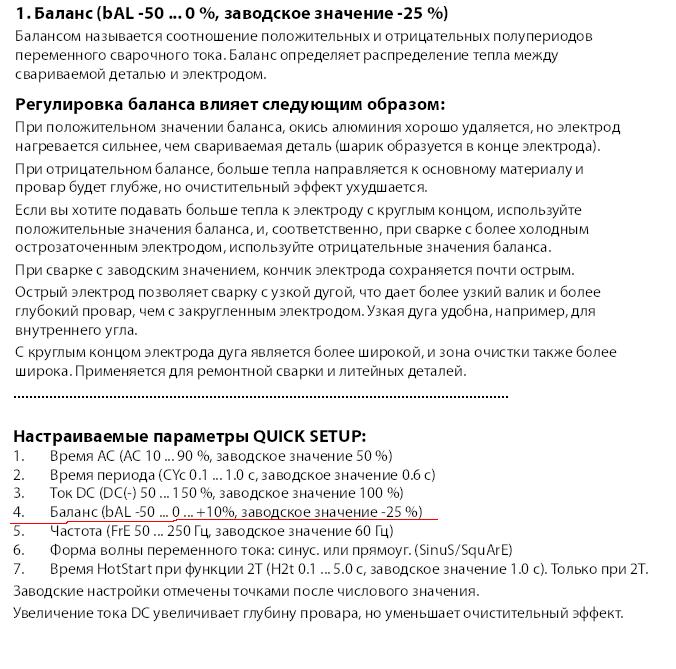
Да, у меня есть инструкции на болгарском и русском языке , и я читал много раз и в деталях, но в QUICK SETUP не возможно произвести регулировку баланса (-10%) Вот эта часть инструкции, которая интересует меня по этому вопросу. Читайте, и Вы, и высказать свое мнение......

-
Здравствуйте, nils190. На нашем заводе, оборудование только Fronius и Kemppi, машины этих двух брендов, регулярно выходит из строя, так что не убиваемая техника - нет ! Может быть, немного не по теме, но так как вы являетесь представителем Kemppi, может быть сможите ответить на следующий вопрос,для настройка баланса MasterTig MLS 2300 ACDC.В сварке TIG на переменном токе, баланс регулируется только в диапазоне от 0 до -50%, при вращении потенциометра вправо,шкала остается до 0, в инструкции написано, что баланс можно регулировать в диапазоне от (- 50 ... 0 ... +10%) Исключаю что это машина повреждена, ,на заводе, есть другой такой машины который ведет себя точно так же.Вы,можете ли мне поможет? Могу ли я сделать установку например от (Функции Set-up) или других настраиваемые параметры , чтобы иметь возможность регулировать баланс в положительном диапазоне . Я спросил, и в других форумах, но до сих пор никто не может ответить мне!
-
Сварка, таким образом, очень специфический и требует значительного опыта, также есть много особенности, наиболее важными из них являются: Сначала вы должны знать, что этот метод подходит только для тонких материалов с максимальной толщиной 2 мм. Максимальный ток не должен превышать 60Am потому плавления электрода достаточно велика. Очень важно, какой тип и толщину электрода будет использоваться - самый неподходящий это красный. Какой газ или смесь газа будет использоваться. С аргоном получается, но возможно с гелия или смесь аргона и гелия будет лучше! Я также делаю сварки таким образом и в большинстве случаев с большим успехом, я думал, что лучшие результаты будет получит золотой электрод исходя характеристики этого типа электрода, но лучшие результаты я получил с серым электродом и импульсной сварки
-
Да, очен удобные! Но Kemppi Beta немного тяжелый! В маске Alfa под люкам сварочного стекла имеется отверстие для монтажа стекла для наблюдения. Оно более светлое чем сварочное стекло ,и через него в нормальном освещении можно легко найти ,например, место до начало сварки а также и очен удобнее для корочие прихватки !Но для непрерывной работы ,таким образом, вы можете получить усталость глаз! В Kemppi Beta имеет аналогичную функцию, но думаю, что это решение является хорошим ,потому что люк Kemppi Beta имеет промеждуточное положение для облегчения наблюдение при начале сварки а также и при сварке коротких прихваток..Но, чтобы предотвратить утомляемость глаз, люк может быть легко открыта для коротких швов и полностью закрыты в реализации длиных швов. http://www.bwr.com.au/webimages/s/250/src/shop/products/products/170.jpg
-
$36.00!!!!Это очень дорогой ценой! Я думаю, что цена не за 1 штуку! См. этот сайт http://www.kewell-sh...laeser-412.html ! Но поставки только для Германии, так что я попросил друг, который работает там, кто будет закажеть и привести их ко мне!!
-
Стандартный фильтр, однако, покрытой тонким слоем золота, чтобы отразить больше света и тепла, чем стандартные, и позволяет дуговой сварки можно увидеть в истинном цвете и гораздо яснее, чем любые другие стандартные и автоматические фильтры. Золото фильтры предназначены специально для работы высокая температура, потому что металлическое покрытие отражает 90% тепла. По сравнению с 4% тепловой защиты стандартных защитных фильтров. Золотое покрытие отражает до 99% инфракрасного излучения. Эти фильтры имеют чрезвычайно высокий уровень защиты - в 10 раз выше, чем требуется стандартом. http://static.emedco.com/media/catalog/product/cache/1/image/9df78eab33525d08d6e5fb8d27136e95/Welding-Filter-Plates-750-ba.jpg http://esab.gedeon.hu/welding/image/acces001k.jpg..http://www.flachglas-uhsmannsdorf.de/index.php?article_id=14&clang=1
-
Ни импульсном режиме ни заточки электродов самых важных вещей для сварки алюминия! Импульсный режим может быть использован в особых случаях или для тонких деталы но не обязательно. Есть машины, которые не имеют пульс но сварка алюминия происходит очень успешно. В инвертор аппаратов заточки электродов может быть с острым или тупым наконечником, и швы будет выглядить по разному но самое главное кончик электрода находится на достаточном расстоянии от металла и всегда будет чисты. Если вы держите вольфрам слишком ближе к сварочной ванне возможно вы будете часто макать и загрязнять электрод, и в этом случае крайне важно, чтобы остановиться и снова заточит электрод. Также можете получить проблемы, если вы держите вольфрамовый электрод слишком далеко от металла!
-
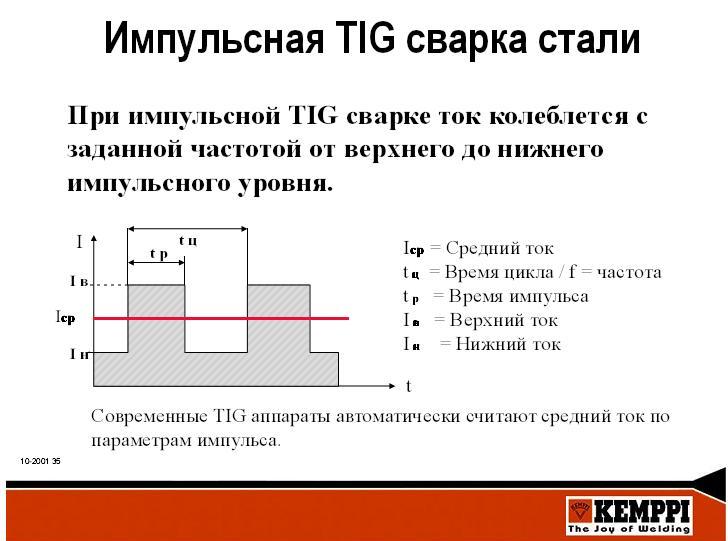
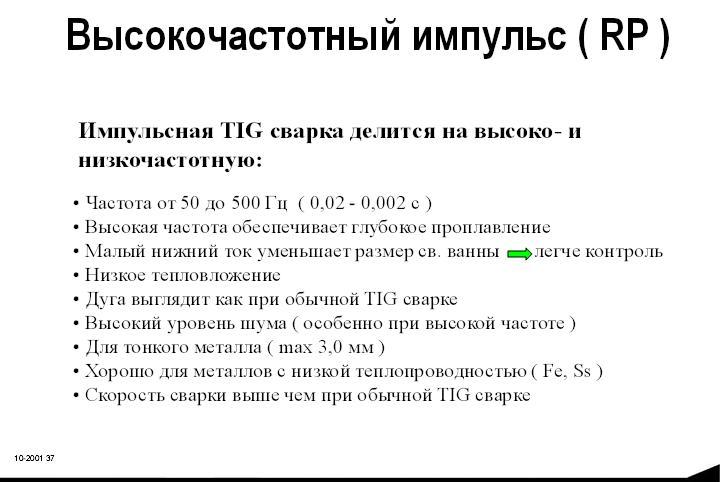
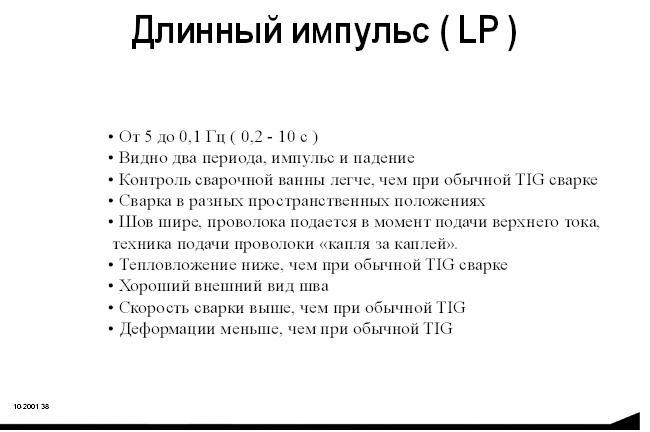
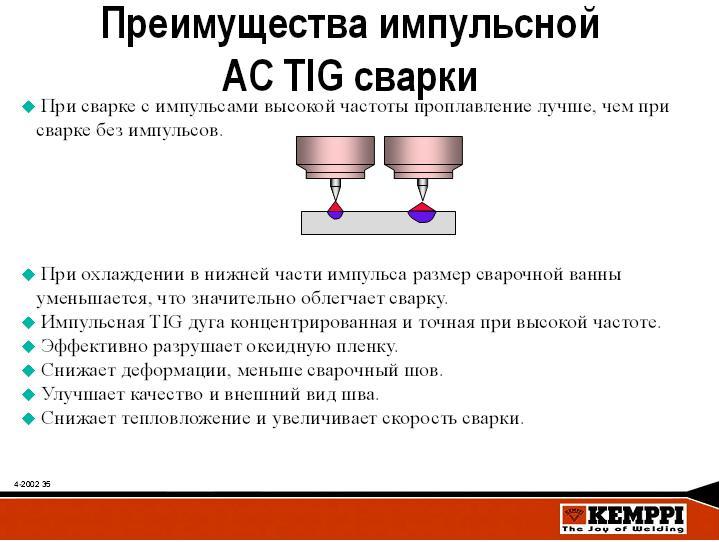
Импульсный режим имеет ряд преимуществ, вот некоторые материалы на эту тему: Только я бы добавил, что Высокочастотныйимпульс ( RP ) , используется в основном для тонких материалов и может использоваться практически для почти всех видов металлов. Каждый день в моей работе я использую импульсной сварки ,мне очень помогает сварки тонкого стального листа 0,5 мм, Я использовал импульсной сварки и в той же толщины из оцинкованной и нержавеющей стали.
-
dron,Как я понял из пост № 138, машина у Вас очен мощная, так что вам нужна мощная горелка соответствует максимальной силе тока вашего аппарата! Тип 18SC соответствуют мировым стандартам: Нагрузка DC 100% ПВ - 400А Нагрузка AC 100% ПВ- 280А
-
А какая связь газовый клапан с водяным охлаждением? Чтобы использовать горелку с водяным охлаждением Вам нужно- Блок охлаждения!
-
Для домашней мастерской купил Eco-Arc 90 х 110 Esab! http://voronezh.tiu.ru/p2713361-maska-svarschika-eco-arc-90x110-esab-esab.html http://images.tiu.ru/6385510_w640_h640_image1.jpg Очень дешево, очень легкая и удобная маска,откидная крышка имеет ряд преимуществ- как при шлифовке, а также может быть использована для частичной или полной подъема крышки для наблюдения при начале сварки без поднятие маску.
-
Эта маска действительно АСФ,но я заменил автоматической панелью с зеркальное стекло ! Optrel не производят только АСФ ,но и обычные маски. http://optrel.com/index.php?id=13&L=1
-
Да, я полностью согласен! Я бы приделывал винт в резьбой и тогда буду делать сварку вокруг винта. .... а потом мы будем иметь полностью функциональную резьбу ,без никаких проблем присоединение других частей головку!
-
А как же, как вы думаете, что произойдет, если горячая керамического сопла ходить по поверхности шва сварки алюминия ...А в магния? Техника с опиранием сопла хороша для трубы, но не всегда лучший способ использовать для общего сварки ... а иногда даже не лучший способ сварки трубы. Для сварки тонкого листового металла, удается очень редко. Так что ... метод может быть использован, когда это имеет смысл ... когда удобным, и вам не хочется подперев на горячий металл ... когда у вас есть возможность , где TIG чашка может шевелить и не скользят...
-
http://translate.google.bg/translate?u=http%3A%2F%2Fwww.welding-technology-machines.info%2Fwelding-of-magnesium-and-its-alloys%2Fgas-tungsten-arc-welding-TIG-GTAW-for-magnesium-alloys.htm&hl=bg&langpair=auto|ru&tbb=1&ie=ISO-8859-1 Это машинного перевода и может иметь некоторые неточности! Но в целом становится понятным, о чем идет речь! ..... Газ вольфрама дуговой сварки (TIG или GTAW) для магниевых сплавов - Это, пожалуй, самый популярный процесс сварки сплавов магния. Постоянный ток прямой или обратной полярности и переменным током с наложенными высокой частоты для дуговой стабилизацией обычно используются. Оба ручные и автоматические методы пригодны. GTAW используется главным образом на материалах толщиной от 0,020 дюйма (0,5 мм) до 0,375 дюйма (9,375 мм). По материалам более 4,5 мм, AC является предпочтительным, поскольку он обеспечивает более глубокое проникновение. Сварочное оборудование переменного тока Источники питания должны быть оборудованы первичной контактор управляется выключателя на горелке или ножной переключатель для запуска и остановки дуги. В противном случае, искрение, которое происходит в то время как электрод подходы или рисует от работы может привести к сожжены пятна на работу. DC источники питания должны быть оборудованы непрерывного контроля тока для получения тонкой текущих настроек. DCRP (DCRP = DCEP = DC+ = Постоянный ток обратной полярности) является предпочтительным, поскольку DCSP (DCSP = DCEN = DC-) трудно обрабатывать вручную и ее дуги не хватает очищающее действие. Сварочные горелки в различных размерах и наконечник углы доступны для использования с источниками переменного и постоянного тока. Гелий часто предпочтительнее для TIG сварки с использованием DCRP. Тем не менее, целых два-три раза больше гелия (по объему), чем аргон, необходимые для данного объема сварочных работ. Аргон в качестве защитного газа чаще всего используется с AC Гелий является предпочтительным для автоматической сварки, поскольку он производит более стабильной дуги, чем аргон и позволяет использовать немного больше длины дуги. Чистый вольфрам, zirconiated и торированного вольфрамовых электродов, от 0,25 до 6,25 мм в диаметре, которые используются для TIG сварки магниевых сплавов. Совместный дизайн Следующие пункты могут быть приняты во внимание при разработке суставов для сварки TIG. (Я) Менее совместной подготовки, как правило, необходимы для DCRP из-за его лучшего проникновения сварки. (Б) использовать стриженой края на тонкий лист до 2 мм и двойным стриженой края на толстый лист. (III) Двойной скошенный суставов приводит к снижению сварки искажений, чем отдельные суставы фаски. (IV) части должны плотно прилегать без каких-либо пробелов на примыкающие края или с зазором менее 1,5 мм. (Г) использовать 1,5 мм галс сварных швов расстоянии от 25 до 50 мм по центрам в 1,5 мм листа до 6 мм кнопки от 100 до 125 мм по центрам в 6 мм пластины, чтобы помочь сохранить поместиться до сварки и предотвратить искажение. (VI) опорного диска также полезно для хранения жидкого металла в месте, минимизируя искажения и предотвращения чрезмерного падения металла через. Следующие соединения используются для TIG (и MIG) сварки магниевых сплавов. (Я) площади прикладом паз сустава на меньшей толщины (т) (т до 6 мм) (II) Одноместный прикладом Vee совместных используется на толстых материалов (т 6 до 9 мм). (III) Дважды Vee встык используется на еще более толстых материалов. Это сводит к минимуму искажения за счет выравнивания усадочных напряжений по обе стороны сустава (т ? 9 мм). Стыковых и угловых соединений легче всего сделать и обеспечения более последовательного результата, чем другие типы соединений. Lap суставов иногда используются, но в целом не столь удовлетворительным как для стыковых соединений подчеркнул приложений. Сварка Техника (Я) Длина дуги поддерживается должно быть около 1132 дюйма (0,8 мм). (II) Форхенд сварка является предпочтительным. (III) Ткачество должны использоваться только для угловых швов или крупных суставов углу. (IV) сводят к минимуму количество остановок во время сварки. После остановки, сварки должен быть перезапущен на металле шва около 12 мм от конца предыдущего шва. (Г) Для предотвращения растрескивания сварных: () Использовать начальные и убежал пластин (или закладки), начала и окончания сварки. (Б) Weld с середины работа в направлении цели. Основного металла и прибор, если используется, также, должны быть предварительно нагретую по крайней мере от 94 до 150 ° C. VI) Режимы сварки для ручного Вольфрам аргонодуговая сварка стыковых соединений в магниевых сплавов приведены ниже: http://www.welding-technology-machines.info/welding-of-magnesium-and-its-alloys/gas-tungsten-arc-welding-TIG-GTAW-for-magnesium-alloys.htm http://translate.google.bg/translate?u=http%3A%2F%2Fwww.welding-technology-machines.info%2Fwelding-of-magnesium-and-its-alloys%2Fgas-tungsten-arc-welding-TIG-GTAW-for-magnesium-alloys.htm&hl=bg&langpair=auto|ru&tbb=1&ie=ISO-8859-1
-
Коллеги, есть кто-то пытался сварить магния в DC +!? http://www.welding-technology-machines.info/welding-of-magnesium-and-its-alloys/gas-tungsten-arc-welding-TIG-GTAW-for-magnesium-alloys.htm
-
По смутные воспоминания -загрязнение сопла и дефекты в сварного шва! П.П. В своем фильме Рон Ковель также упоминает, но не аргументировал себя!
-
Техника с опиранием сопла является относительно новым! Да, получаете красивый шов, но и без этой техники шов может быть красивым! А меня, учили, что не надо имееть прикосновение сопла к основного материала, но это было много лет назад!
-
Eто означает, что дуга уходит резко с 20 ампер? Как насчет с желаемого эффекта избежать кратер!? Есть широкий выбор марок и моделей сварочние апаратый в некоторых (как правило, дороже) эти параметры могут быть скорректированы в других не могут! Да,правда, что есть машины, в которых есть дополнительные внутренние настройки но в их по умолчанию ток уменьшится до 0 Ампер!
-
В принципе и почти во всех машинах, конечный ток может регулироваться только 4х-тактный или аналогичный режим (4Tlog и т.д.) .. Я не встретил ни одна машина , которая на 2х-тактный режим может настроен конечный ток - падение тока устанавливается автоматически до 0 или 1Amper
-
С фотографиями (пост #28) я хотел показать влияние "пост" газа именно на точечной сварке лучше просматривается ,лучше чем длинный шов, где влияние "пост" газа на внешний вид не столь значительным а основная функция заключается в защите шва , ванны и электрода от окисления . Так правильный ответ угадал copich! А что по поводу кратера:На самом деле нет никакого кратера! Сварка производится с очень высокий ток -максимумом для машины (126А Средний импульсный ток) и очень короткое время-Spot 0,1 сек (минимально возможной), спад тока 0,6 сек.,листы с толщиной 0,6/0,8 мм.. Таким образом, становится слегка вогнутой точке,но в пределах требований к точечной сварки TIG.. Ток окончаний сварки -1Ам. Точечная сварка в данном случае является односторонним (как закрытые профили)и подкладки не могут быть использованы! У техникой точечной сварки TIG -нет движения горелки и сопла, диаметр точки лишь окло 5 мм. Evgen ,Вы, не сомневайтесь что я умею работать с параметр регулируемый!Все под контролем! :P А по поводу Кратер дефект,мне очен интересно какие соответствующими последствиями для точечной ВИГ сварки!
-
Я должен извиниться за мой плохой русский,но хорошо что до сих пор , мы в состоянии понять друг друга, потому что мне приятно разговаривать с Вам на вашем форуме! Правильно Вы поняли! Да,параметры тока и газа являются одинаковыми для обеих точек.