bulweld
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент bulweld
-
Баланс + будет, когда вы свариваете загрязненный алюминий и более толстую детал.Тогда очистки будет больше.Как сначала сложите баланса (0), т.ну. 50 % - сделайте сварной шов и след этого попробуйте с + и - !Вы сами доберетесь до желаемых результатов !Все дело в практике.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Замените керамическое сопло большим, например, 7 или 8.Расход газа должен быть увеличен по сравнению с черными и нержавеющими металлами.На электроде может быть загрязнение от того, что он погрузился (он коснулся) в сварочную ванну или материал который вы сваривали, не был очищен хорошо.Баланс-для чистого алюминия или для такого без загрязнения, баланс помещается в ( - ), в вашем случае это меньшее число. Это, конечно, советы по общему характеру ,и вы в процессе работы поймете, что лучше.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
https://forum.weldingtipsandtricks.com/viewtopic.php?f=5&t=8813 https://www.thingiverse.com/thing:18347

-
http://websvarka.ru/talk/uploads/monthly_05_2013/post-2488-0-26615800-1368214885_thumb.jpg В качестве присадки я использовал электроды по чугуну без обмазки (покрытия).
-
saper24,я не могу понять, однако, то, что вас беспокоит в инструкции по TIG? Я думаю, что все хорошо описывается!
-
https://www.youtube.com/watch?v=g72rCd8J9oA Посмотрите, что происходит после 11-й минуте https://www.youtube.com/watch?v=OP5IIDXhQMI https://www.youtube.com/watch?v=EHfBl4HQ4n0 https://www.youtube.com/watch?v=i3MMVzNKiDw https://www.youtube.com/watch?v=7Tv4H2RNssE
-
А вы, кажется, хотят, чтобы придираться !? Я четко и ясно написал о, кто именно модель аппарат я выразил мнение!В Elitech ИС180 нет переключатели!Кроме того, предмет темой , именно модель Elitech IИС180 !Другие модели аппарат я перечислил ,только,чтобы понять мое объяснение! А то что вам не нравится - ваша проблема!Все хорошее!
-
Я думаю, что нет необходимости делать такое объяснение Но если вы настаиваете....: Горелке с вентилем используется, всякий раз, когда в устройство не установлен электромагнитный клапан! И это только на машины с контактным зажиганием Я хочу сделать окончательную осветление, и новичкам и профессионалам! В устройства при которые не имеют переключатель ММА -TIG - дуга зажигается по метода - чирканьем (SCRATCH START) !! И, наверное, всем понятно, почему это так?Потому что не может быть активировано специальное электронное устройство который уменьшает ток короткого замыкания! И это именно то, Elitech ИС180.В нем все просто: Для TIG работы ,горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания .....и начать работу
-
http://sd.citilink.ru/items/17799/746176/images/746176_v03_b.jpg http://stroybatinfo.ru/upload/iblock/60f/60fefc76141e59f292dd4962f62f0e2f.jpg http://stroybatinfo.ru/upload/medialibrary/138/138e95902c016920a3ee2fa04a8c0903.jpg
-
КОНТАКТНОЕ ЗАЖИГАНИЕ ДУГИ (CONTACT IGNITION). В данном случае, зажигание дуги происходит при чирканьем электрода и быстром его отрыве от детали (SCRATCH START – зажигание дуги чирканьем электрода). Этот способ вызывает включения вольфрама в сварном шве и быстрый износ электрода. http://www.trade-equip.co.uk/blog/wp-content/uploads/2011/03/Scratch3-300x98.jpg ----------------------------------------------------- ЗАЖИГАНИЕ ДУГИ отрывом ЭЛЕКТРОДА (LIFT IGNITION). Электрод коснуться основного материала и резко поднимается. http://www.trade-equip.co.uk/blog/wp-content/uploads/2011/03/Lifa-arc-300x107.jpgСпециальное электронное устройство уменьшает ток короткого замыкания, независимо от того, какое значение тока установлено. При данном способе зажигания дуги износ электрода и включения вольфрама в сварочном шве значительно меньше, по сравнению с зажигание дуги чирканьем электрода. В аппараты с лифтом Lift Start имеют переключатель для выбора типа сварки MMA или TIG.http://www.nordweld.ru/images/material-images/BuddyArc200(1).jpg ------------------------------В устройства при которые не имеют такой переключатель дуга зажигается по метода царапинем (SCRATCH START)http://weldingsuperstore.co.uk/media/catalog/product/cache/1/image/800x600/040ec09b1e35df139433887a97daa66f/e/d/edit2copyed.jpg
-
Да, Осциллятор нет, но метод не LIFT!, Метод зажигания в Elitech IS180., называется Scratch Start Tig ! И это отличается от LIFT ! Хотя оба метода под общим названием контактным зажиганием.Для методы контактным зажиганием, используйте специальный TIG горелки с клапаном !http://kontur-svar.hut.ru/images/TBi%20SR-17V.jpg
-
Как новичок всё делаешь очень хорошо! Поздравляю!
-
И почему мне режим "SPOT"? Вскорее будет мешать мне, чем помогать ! Режим "точечный" также может быть использован и в импульсны и неимпульсны сварки, но он изменит только время нужно для прихватки или сварки . . Необходимое время для прихваты ,однако никогда не то же самое, потому что есть разние факторы, об этом! Я ежедневно иметь дело сварки на тонких материалов и всегда я использую высокочастотный импульс не только на перехват, но также для сварки. , Kemppi MasterTig MLS , имеет синергетический режим, который мне очен помогает комфортно работать с тонких материалах.
-
Что странно ? Сварка стального листа - 0,6 мм. очень тонкий материал! Ну, не нержавеющей стали, но принцип тот же! С пальцем показываю, что не уместно сделать прихаткой с низкой частотой импульс .- 1,5-2 Гц. Для тонкий материал целесообразно сделать прихатки с высокочастотного импульса. Я согласен, что на видео не видно результат,но теперь у меня есть только это, к сожалению!
-
Перехват таких тонких материалов в импульсном режиме подходит только на высокочастотный импульс.На Ваше видео, я не слышал высокой частотной звук ,при перехват.--------------------------------------------------------Вот краткий пример:https://www.youtube.com/watch?v=LnCXnTqpR2M&feature=youtu.be
-
У меня был этот аппарат: http://img05.olx.ua/images_slandocomua/132986653_1_644x461_prodam-svarochnyy-apparat-vduch-16-belaya-tserkov.jpg На самом деле аппарат работает очень хорошо, как в режиме ММА так и в TIG , но Есть несколько недостатков имеет специфический звук, который очень раздражает!В режиме TIG минимальный сварочный ток 30Ам. но дуга зажигается из за 70 ампер, и если вы должны работать на меньших токах должны быть сделать дополнительные ремонт. - есть проблема в конструкции устройства, но после небольшого ремонта, могут быть полностью функциональным. В ММА режиме работает отлично, можно сказать, что аппарат очен подходит для использования сварки покрытым электродом. 1Спам!
-
За продувки после сварки аргона, правило заключается в следующем: 1 секунда - на 10А сварочного тока. Это означает, что, например, за ток 100 Ам., нам нужно продувкой аргоном в течение 10 секунд.
-
Это слишком много! И это может быть плохо влияет на сварочного шва! Установите так как сказал АВН - 4-10 L/min
-
OK ! Очевидно у всех разные методы работы,и мы не достигнем согласия! Но главное, что мы указали различные методы и каждый может решать, с кем работать! Метод "на слух" (уха, щеки и т.д.) я думаю, что подходит для поврежденных или отсутствующих расходомерые !
-
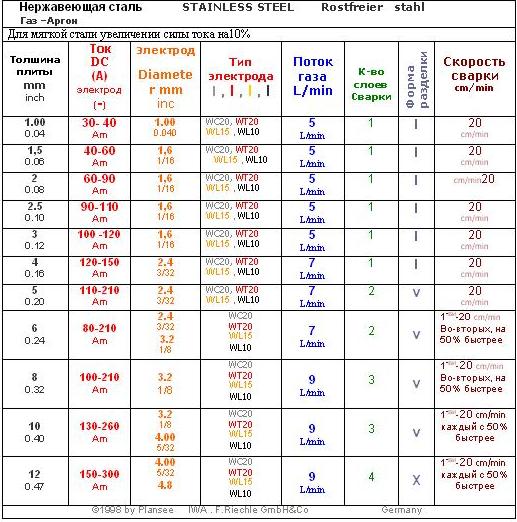
Вот таблица, для нержавеющей стали, можно использовать и для сталь, но должно увеличить силу тока на10%, !
-
Я знаю, что это не опасно, но это раздражает! Я пробовал! Кроме того, я думаю, что неопытный сварщик сделает наиболее точной установки в этом методе!А и не все машинны есть эти возможности.
-
И все же, может быть возможным, не так ли? Но сварка таких материалов не думаю, что дело для начинающих! Для меня, это не точный метод настройки! А вы разве не думаете, что можна случится при этот метод настройки - ударить ток на ухо или щека, довольно неудобно-не так ли?
-
Да, это правда, что 30 л /мин уже слишком! Но это все теория! Для начинающих все советы полезны, даже и такие таблицы могут быть полезны для них! В связи с разхода газа, я могу тоже сказать, что слишком мало газа и слишком много газа может негативно повлиять на качество сварного шва!
-
Если вопрос ко мне!? Да, это необходимо принимать во внимание все условия Поэтому я написал, что:.....нужно регулировать расход газа от 3 до 30 л/мин в зависимости от режима сварки.А режимы сварки представляют собой набор условий!
-
При аргонной сварке нужно регулировать расход газа от 3 до 30 л/мин в зависимости от режима сварки. Очень часто, вместо аргонового регулятора расхода используют кислородный редуктор, что приводит к чрезмерному расходу газа. Вот таблице, представлены примерные режимы ручной сварки в среде аргона . Для нержавеющей стали необходимо уменшит силу тока на 10% остальных параметров примерно аналогичны.