МИХА75
-
Постов
863 -
Зарегистрирован
-
Посещение
-
Победитель дней
41
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент МИХА75
-
аналогичная ситуация......
-
http://www.telwin96.ru/content/tiger_maska
-
походит,по ней и ориентируйся..........
-
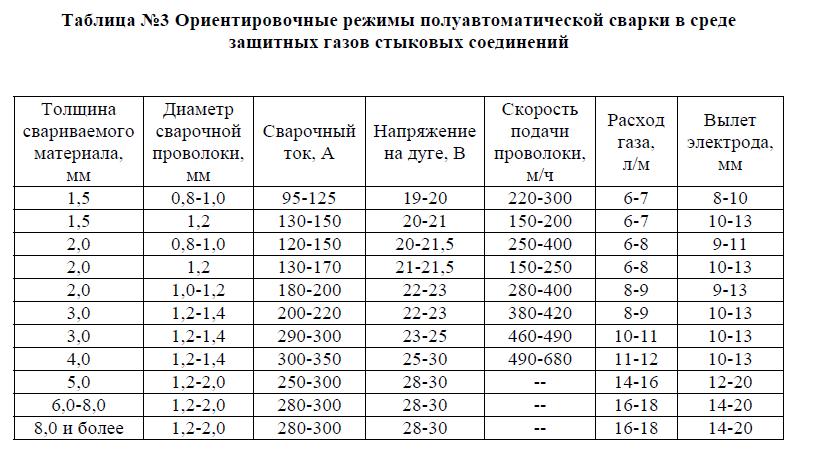
Отличаются не совсем,что бы очень.Таблица вещь примерная,но приблежённые режимы узнать можно. для таких деталей не обязательно использовать всю МосЧь вашего "агрегата".Можно пройти и в несколько слоёв,и валиками,на более мягких режимах и той проволокой какая у вас в ходу...........
-
в Инструкции по полуавтоматической сварке сталей. №1.1-58-00 имеется ориентировачная таблица режимов @sonyk912 а Вы влупили 17.5м/мин.То есть согласно таблице 17.5х60=1050м/ч.(скорость робота-больно круто ) Вам бы другой режим поставить 25-27В,и 6-8м/мин.при том,что проволока 1.2мм....

-
типа ТмутараканьЭнергоМонтаж,...ТмутараканьЭнергоРемонт,по разному они называются,но в большинстве в названии присутствует Энерго или ТеплоЭнерго.... Зато какой кайф испытываешь,выходя из турбинного цеха: На улице 30-35 градусов давит,а ты выходя из цеха,снимая мокрую сварочную куртку,радуешься ,лёгкому ветерку,и "уличной прохладе".Зато зимой всегда тепло....... Сварка с подогревом и без,во всех мыслимых сранственных положениях,да и стыки всегда кто то,да контролирует:хочешь УЗК-без проблем,хочешь ренген-да пожалуста,а ВИК-это вообще-все кому не лень,да с понимающим видом.....В такой сфере,как ТеплоЭнергетика,развития в профессии предостаточно.........
- 31 ответ
-
- 8
-

-
 В общем-то, довольно удобный резак, да и надёжностью не обделён, хоть в цене не дёшев-но наших стоит 2, или поболее. Рекомендую
В общем-то, довольно удобный резак, да и надёжностью не обделён, хоть в цене не дёшев-но наших стоит 2, или поболее. Рекомендую
-
косынка.П/а смесь 80/20. 1.2мм Св-08г2с
-
На форуме есть Фотогалерея и "Кто есть кто"в курилке.Милости просим...........
-
Может сможете,а может нет( я с вашими талантами не знаком) Транс---РБ306---ВСД-02------------и вперёд покорять Ал ........
-
ВД306с1---РБ 306---ВСД-02(последовательность подключения) 380В как то уж...... 36В или 220В вполне хватит.
-
Будет.Под крышкой схема подключения питания(36В,220В,380В) не попутайте.........
-
ВСД-02,это есть Возбудитель Сварочной Дуги (без контактный)http://aip-tech.ru/vsd-02.html
-
подающий механизм ВАХ не меняет.Приобретайте полуавтомат(комплектный)и не "парьтесь".......
-
можно ......
-
"светилы"-это вводит в заблуждение многих.(Светилы-просвет-рентген)... ОК 13.12 аналог Св-08хмфа.МежГосМетиз Св-08ХМФА http://www.mezhgosme...on/wire/?id=218 Ванадий в хим составе присутствует...
-
Ну тогда надеюсь вы в курсе,что при зазоре более 1 мм, между кольцом и стенкой трубы (сварка РД) происходит затекание шлака в зазор (при УЗК показывает наличие дефекта).И вот для избежания таких казусов применяется РАДС(и слесаря с болгаркой курят в далеке).Гораздо менее трудоёмкая подгонка кольца. В условиях монтажа котлов и техн.трубопроводов комбинация РАДС+РД используется давно и успешно. 325х50 сварка 2 сварщиками (РАДС+РД),почти то же самое что (РАДС+П/а),в не поворотном.А вот сколько добираться к стыку с этим не лёгким "ящиком"-вот это вопрос.........
-
Корень РАДС,проволока Св-08 ХГСМФА. Для не поворотного желательно П/а с импульсным режимом.+Проволока OK AristoRod 13. 12 подойдет в самый раз.+Смесь 80/20.+2 хороших грамотных сварщиков. Сварка П/а валиками(ширина 8-10мм). Подогрев и последующая термообработка + соблюдение РТМ 1с(РД 34.15.027)
-
а вращатель то есть,или не поворотно желаете........
-
и в некоторых случаях:_ высокая скорость сварки на повышенных режимах (бывает даже очень жарко)....
-
ПОЗДРАВЛЯЕМ!!!!!!!!!!!!!!!!!!!!!!!!!!!!
-
Варятся и авто-. и полу-авто........http://www.cудиславл...n=content&id=49 и вот взгляните про проволоки для П/а от ESAB OK Aristo Rod 13.12 http://www.ТНД-свар.45.html?id=1599 сварка газоплотной панели труба ст.12х1мф,проволока _1.2мм. OK Aristo Rod 13.12 + смесь 80/20
-
Kurt Haufe (слева) и Telwin(справа) и их "потроха": Kurt Haufe DE2300(не первый год сварочной жизни) Telwin(не прожил и дня-немножко упал со стульчика) А с виду,как близнецы ...Telwin-соблюдайте осторожность,в обращении...
-
горелка MF 36 (5метров),"то что нано"........http://ets-ural.ru/catalog/103 ............
-
стабилизатор сварочной дуги (ССД),в некотором плане помогает,при сварке электродами с основным покрытием(УОНИИ,ЛБ,ТМУ и т.д).Более подробная инфра http://stabil tok sistemy.narod.ru/2.htm
- 8 ответов
-
- 1
-
-
- Постоянный ток
- Переменный ток
- (и ещё 3 )