Minotawr
-
Постов
102 -
Зарегистрирован
-
Посещение
-
Победитель дней
2


Достижения Minotawr
")



-
Отводы из сегментов это не вариант т.к. чем больше стыков тем больше потеря мощности, потому что внутри поверхность должна быть как зеркало, иначе и смысла нет заморачиваться с этой бадьей.
-
Всем привет. Подскажите где можно купить наружные и внутренние стекла и фильтры на сварочную маску XELUX CLASSIC X300 или есть аналоговые взаимозаменяемые.
-
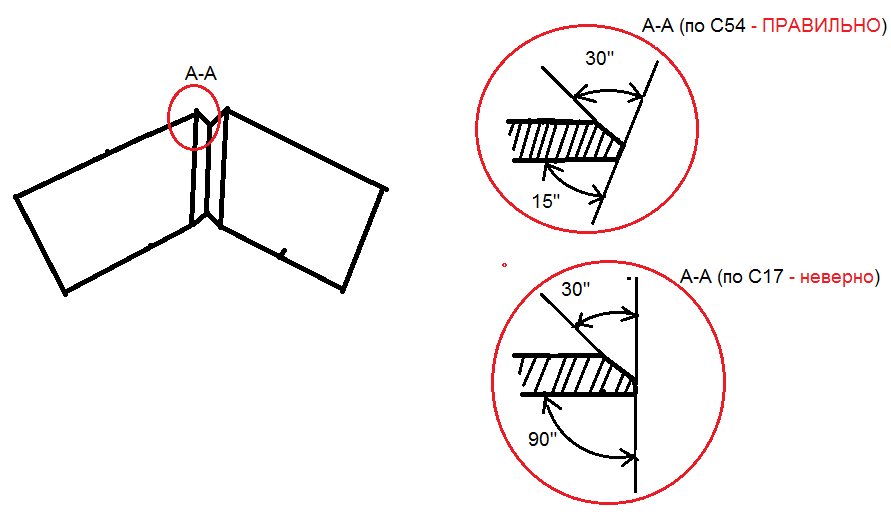
В данном случае вы не правы, чтобы получилось при стыковке 30 градусов, фаску надо снять с учетом угла стыковки сегментов, а именно в верхней части минус 15 градусов, а в нижней плюс 15 градусов.

-
Мне самое главное надо было доказать инженеру, что фаска снимается не 30 градусов как он написал в тех.карте для С17, а с учетом угла стыкуемых сегментов (общий угол разделки кромок должен был получиться 60 градусов, а у него получилось при стыковке 90 градусов) и что сварку следует проводить еще с внутренней стороны отвода.
-
Обоснуйте свой ответ. Из каких соображений вы так думаете или знаете. По подробней можно об "С54" или ссылку скиньте, если лень писать. Спасибо большое "keria", за подсказку, хоть и без развернутого ответа. Я нашел два подходящих способа сварки: С54 и С55.
-
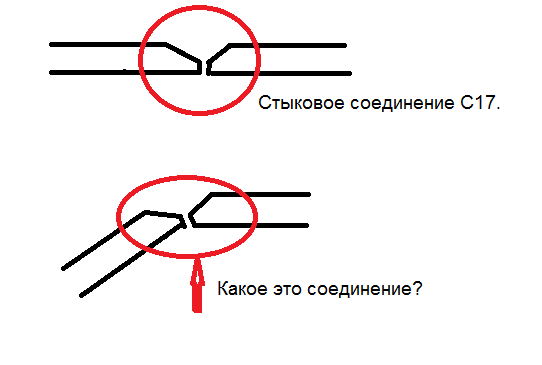
Всем привет. Тут инженер по сварке сунул мне тех.карту на сварку нержавеющего отвода состоящего из трех сегментов под сварку аргоном. В тех.карте указаны скос кромок, стыковка и сварка самого стыка сегментов отвода как "С17", а мне кажется, что это соединение все таки должно обозначаться как угловое "У", т.к. сегменты стыкуются под углом примерно 30 градусов. Если я не прав, то дайте мне ответ с комментариями.
-
 Как видите из цитаты выше не выдержала эта нержавейка воздействия молочной продукции и потекла. Видать вам не приходилось видеть нержавеющие емкости съеденные молочной кислотой или вы вообще не сварщик, а теоретик кидающий ссылки на рекламный материал. А по поводу перегрева, так вся нержавейка в той или иной степени ее боится и сварной наверняка об этом позаботился. Итог: если емкость из нержавейки потекла, то дешевле ее выкинуть или так и будете ее латать. А вот это как раз и называется превратилась в сеточку, это когда кислота проела нержавейку на сквозь и это видно только под микроскопом, на глаз не заметишь.
Как видите из цитаты выше не выдержала эта нержавейка воздействия молочной продукции и потекла. Видать вам не приходилось видеть нержавеющие емкости съеденные молочной кислотой или вы вообще не сварщик, а теоретик кидающий ссылки на рекламный материал. А по поводу перегрева, так вся нержавейка в той или иной степени ее боится и сварной наверняка об этом позаботился. Итог: если емкость из нержавейки потекла, то дешевле ее выкинуть или так и будете ее латать. А вот это как раз и называется превратилась в сеточку, это когда кислота проела нержавейку на сквозь и это видно только под микроскопом, на глаз не заметишь. -
Сивая кобыла тут ни при чем. Если бы вы внимательно прочитали вопрос основной темы, то вы бы поняли, что речь идет о ремонте емкости, а раз уж она дала течь, то наверняка выработала свой ресурс. Средний срок эксплуатации емкостей для молочных изделий 15 лет. Это и есть срок который может выдержать выше указанная нержавейка агрессивную среду молочной кислоты. После этого срока ремонт емкостей из под молока нецелесообразен т.к. нержавейка превращается в сетку.
-
Это что, импортная марка стали? У нас своей достаточно, которая применяется в пищевой промышленности (12Х18Н10Т, 08Х18Н10Т, 08Х18Н10, 20Х17). По поводу молочной продукции полностью с вами согласен, т.к. молочная кислота съедает нержавейку до талого и варить ее нет смысла, проще спустить ее под откос.
-
Емкость из под чего?
-
Расход газа как раз и определяется с помощью ротаметра!
-
Фантазия бьет ключом! Молодец!
- 4 ответа
-
- 1
-

-
У нас газосварочная аппаратура проверяется как положено, а вот был случай, что запустили к нам на завод подрядную организацию для резки оборудования на металлолом и предупредили тебешников и пажарников чтобы их не трогали. Там бардак был полный и случилась беда, из-за неисправного редуктора взорвался ацетиленовый баллон, сварщика и слесаря потом отскребали со стен, а еще пятерых человек увезли в больницу с травмами разной степени. После этого случая больше подрядные организации у нас не работали. Так что не забывайте, что инструкции написаны кровью!
-
Объясню языком инструкций сварщика которые ты должен знать наизусть: Редуктора газосварочной аппаратуры должны сдаваться на проверку 1 раз в квартал в аттестованную мастерскую по ремонту газосварочной аппаратуры. После проверки редуктора на него вешается бирка с датой следующего испытания. С не аттестованными редукторами ты не имеешь права приступать к сварочным работам.
-
Ни чего тут хитрого нет! Довольно часто приносят редуктора на ремонт с этой проблемой и после шлифовки клапана редуктор работает как новый.