

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
А что мне вид апарата то?
Кстати полярность на проволоку правильно подключена?
-
это похоже на низкое напряжение на дуге или плохую массу. Ну или аппарат дохлый, одно плечо у инвертера.
-
продул прочистил кистью все платы прошел с двух сторон, пыли нет, но ничего не изменилось
Колеса пинал?
-
Так а варить будете, утянет втулочки на кондукторе, криво станет и сверла ломать будете. Проще сырые приварить, просверлить, а потом резаком оголовки втулок закалить. Или приварить болвашки, потом просверлить, расточить и каленые запресовать.
-
 2
2
-
-
Есть нормы по применению защитных и активных газов. Аргон это защитный газ, углекислота - активный. Это означает, что аргон только изолирует от атмосферы, а углекислота участвует в металлургических(химических) реакциях с металлом сварочной ванны.
Поэтому и разрабатываются специальные газовые смеси для разных материалов и с различным составом. Газовая смесь 82\18 или 80\20 или 75\25 это для чернухи, 98\2 95\5 это нержа причем в смеси для нержи может быть что кислота, что кислород.
Газовая смесь является не защитным, а активным газом даже если в ней большая часть аргона.
ЗЫ: Это кстати базовые знания и раз уж вы учитесь, то будьте любезны прочитайте хотя бы профильный учебник для фазанки.
-
2
-
-
чтобы второй баллон не заправлять,думал сразу залить 98% + 2%
Суп варить добавляя Фэри не пробовали? Говорят потом когда кастрюлю моешь фэри уже добавлять не нужно.
-
Подскажите пожалуйста,чем плоха смесь Ar 98% + Co2 2% для сварки чернухи ???
Недостаточное количество углерода, кислорода и СО для реакции раскисления сварочной ванны. Физико-химические свойства сварочного шва будут отличаться от нормированных. Проблемы удержания ванны на вертикале и потолке, другое тепловложение в шов.
-
Так все-таки - чем лучше и проще заточить электрод?Можно использовать (карбид кремния 64С).
А можно воспользоваться алмазным надфилем и тисками. Выбирать вам.

-
Можете смело греть до 250 градусов. Чтоб потерять свойства придется нагреть выше 600.
-
1
-
-
А Вы на последнем фото "ребер на чугунном литье" не видите случаем? У него они из чугуна, а у вас из пластилина.
Вот если бы у вас была конструкция из ст45 подкаленой и болт с упорной резьбой, я бы в ладошки хлопал и радовался, а так.. Да скептик.
Просто я уже такие как у Вас делал лет 20 назад.
Она у вас в тисках зажатая уже разогнутая чутка. Вот и у меня 20 лет назад они тоже разгибались постоянно. И резьба болтовая на таких изделия умирает за считанные затяжки. -
ню ню.
-
Дохлые будут, надо было шире раза в два полку делать. Минимум 3 толщины листа.
-
1
-
-
Просто клиент не тот, вот и дорого для него. У нас тоже некоторый клиент не обслуживается, например маршрутчики к нам не едут для них дорого. Занимайтесь чисто цветниной, она рентабельнее. А чернуха пусть ждет хорошего клиента.
-
Мы со всеми работаем и с физиками и с юриками.
По дурацки это как?
-
-
Разьем на аппарате такойже как на пульте? Если да, то шнур 1-1 2-2 3-3 итд. Если нет то запрашивайте производителя. Но я бы выкинул наверное.
-
Это правильно, на хорошем инструменте нельзя экономить.
-
Я лучше куплю в сборе, цена и в самом деле не запредельная, менее 50 €. И у меня будет два рукава, с разными горелками.Что, само по себе, уже не плохо.
Вот это уже правильное решение.
Нашли дочь миллионера?
-
1
-
-
У моей башка не гнётся. Это у горелок с буквой F такие вещи делают.
Башка гнется у любой горелки, Просто горелка с F позволяет это делать это многократно. А простая не очень большое количество раз.
Думал, раз написали, значит знаете, а оказывается, не знаете...Если бы я не знал, то не писал бы вам.
Просто мне в лом вас в чем-то убеждать. Как говорится "Лучше сделать и пожалеть о сделанном, чем не сделать и пожалеть об этом" -
Спасибо. Прочел с удовольствием.
С уважением к Вам, Константин.
-
Купи и всё поймешь, удобно или нет.
Я не знаю, я не покупал, хотя хотел в своё время. И за всю мою практику у меня не возникало ситуации чтобы мне он был нужен. Ежели резко он мне понадобится, я его быстро смастерю из комплектующих с помощью токарного станка.
Вот, один из вариантов, о которых я писалА что башку у горелки загнуть не судьба?
-
- Популярный пост
- Популярный пост
4-8 ДЕФЕКТЫ СВАРОЧНОГО ШВА И ИХ ПРЕДОТВРАЩЕНИЕ
4-8-1 Трещины
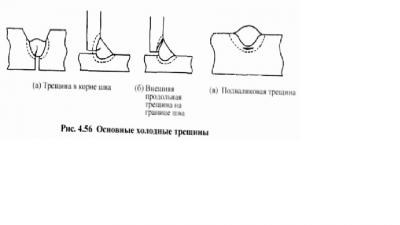
Трещины образуются при затвердевании или застывании зоны сварки, и подразделяются по своему образованию на холодные трещины и горячие трещины.
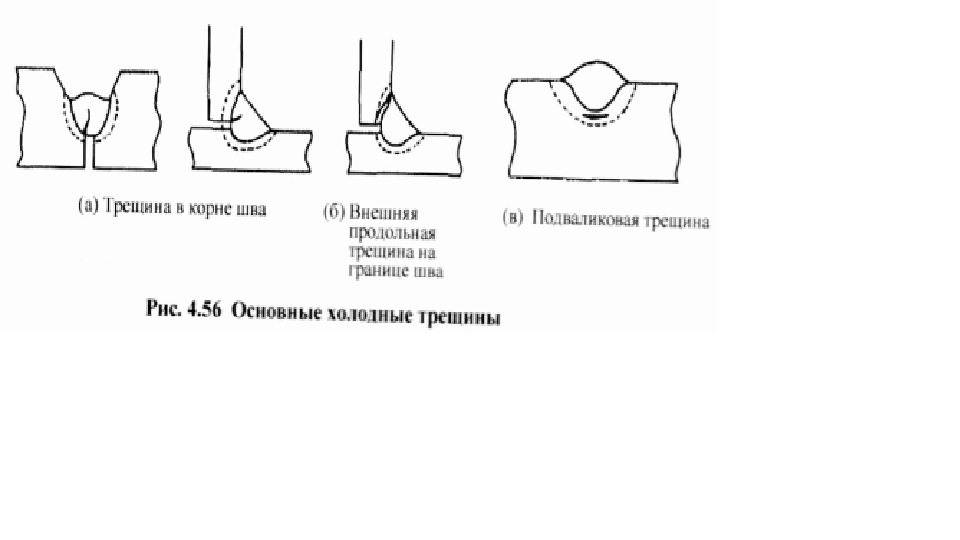
Холодные трещины возникают после застывания зоны сварки до относительно низкой температуры (порядка 200°С и ниже). Причиной считаются 3 фактора, а именно водород, проникший в зону сварки, завязывающая сила, воспринятая зоной сварки, и затвердевание сваренного металла или участка, находящегося под влиянием тепла. Трещины могут возникнуть, спустя несколько часов до нескольких дней после окончания сварки в 'зависимости от материала и других условий. Потому что до возникновения трещин нужно время для того, чтобы проникший в зону сварки водород перемещался внутри зоны сварки и накопился в количестве, необходимом для возникновения трещин.
Имеются разновидности формы трещины, на рис. 4.56 представлены примеры, называемые трещиной в корне шва, внешней продольной трещиной на границе шва, подвалковой трещиной, каждый.
Чтобы предотвратить холодные трещины следует;
(1) Очистить разделанные кромки тщательно от масла, ржавчины, капель конденсата и пр. и тем самым по возможности устранить причину попадания водорода в тону сварки,
(2) Чтобы ускорить выделение проникшего в зону сварки водорода. нужно поддерживать высокую температуру перед наложением последующего слоя путем подогрева,
(3) Правильно подобрав форму разделки кромок, режим сварки, зажимное приспособление и подкладку, избежать возникновения чрезмерной завязывающей силы, резкого застывания с последующим затвердеванием металлической структуры.
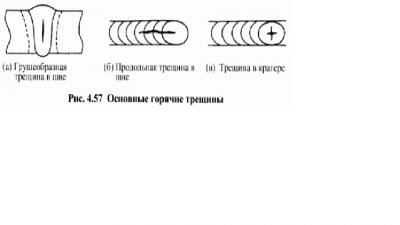
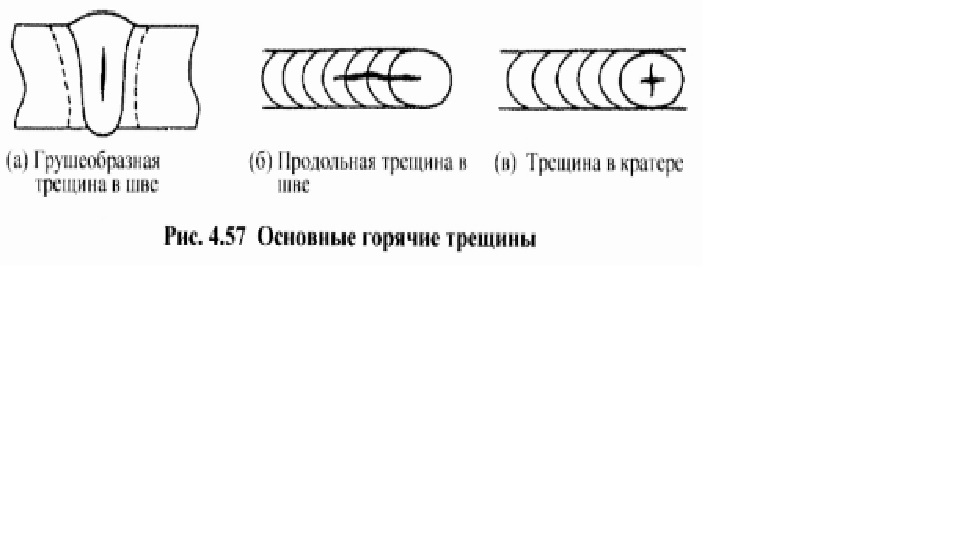
Горячие трещины возникают в процессе сварки или непосредственно после сварки, когда зона сварки имеет температуру (порядка 300°С и более) и появляются при затвердевании расплавленного металла. Так что они могут быть названы трещинами от затвердевания. Считается, что непосредственно перед завершением затвердевания расплавленного металла в межзеренной границе в середине валика и в окружении валика остается малая масса расплавленного металла в виде пленки. Если к этому расплавленному металлу приложится сила, сопровождающая тепловую деформацию, он не выдержит деформацию по причине своей незначительной массы, пробьется отверстие, которое перерастет в трещину от затвердевания. Следовательно, на возникновение трещин значительное влияние оказывают химический состав зоны сварки, включение примесей и пр.
На рис. 4.57 представлены примеры, называемые по форме трещины грушеобразной трещиной в шве, продольной трещиной в шве, трещиной в кратере.
Чтобы предотвратить горячие трещины следует:
(1) Подобрать форму разделки кромок и режим сварки, чтобы не получилась форма поперечного сечения шва, узкая и длинная в направлении проплавления. То есть установить отношение «глубина проплавления/ширина шва» на небольшое значение.
(2) Так как трещины склонны возникать, когда количество фосфора (Р), серы (S) и пр. велико, следует по возможности уменьшать примеси в основном металле и присадочном металле. А далее, подбирать присадочный металл, марка которого подходит к основному металлу.
(3) В зоне кратера производить правильную заделку кратера путем управления нисходящим потоком тока и пр.
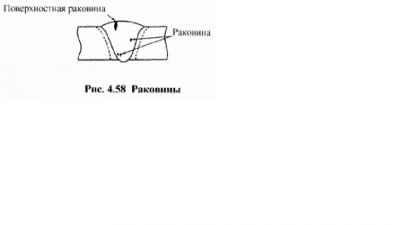
4-8-2 Раковины
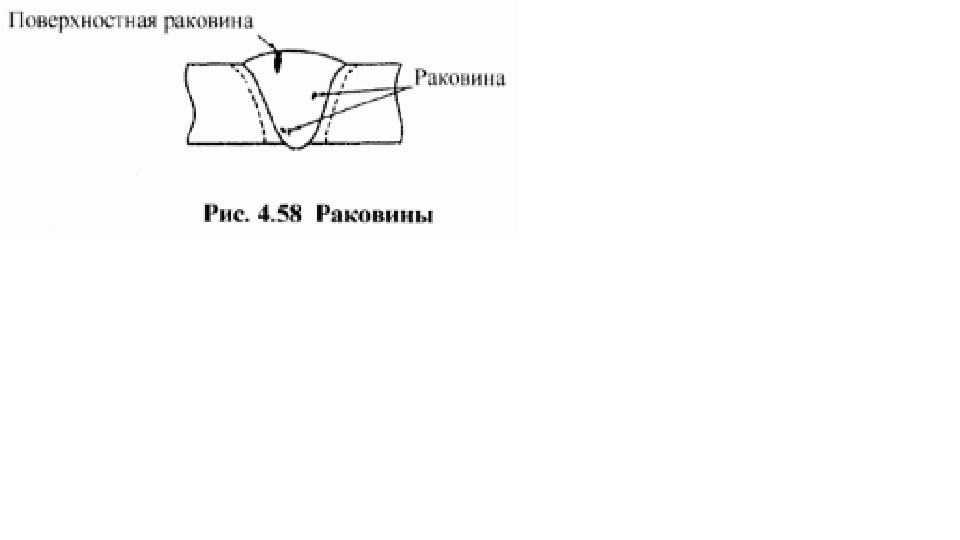
Раковинами называют полости, которые образованы по причине того, что газ, проникший в расплавленный металл и не успевший выйти из него, перекрыт в расплавленном металле. В частности, раскрытые на поверхности шва раковины называются поверхностными раковинами.
Раковины в основном состоят из водорода и кислорода, а в зависимости от ситуации также из аргона, использованного в качестве защитного газа. Кроме того, по сравнению с другими металлами алюминий склонен к образованию раковин по причине того, что масса водорода в затвердевшем металле значительно меньше, чем в расплавленном металле, и в процессе застывания выделяется большая масса водорода. Чтобы полностью устранить эти раковины, требуется наиболее тщательное внимание.
Чтобы предотвратить раковины следует;
- Удалить с участка разделки кромок грязь, ржавчину, влагу и обратить внимание на очистку,
- Так как попавшая на присадочный металл влага также может привести к возникновению раковин, обращать тщательное внимание на просушивание. В частности, при сварке алюминия в зависимости от ситуации необходимо удалить оксидную пленку с поверхности присадочного металла.
- Обращая внимание на расход защитного газа, защиту от ветра, очистку сопла и т.д., предотвратить захват воздуха вследствие неполной защиты. Также, не удлинять дугу больше, чем необходимо.
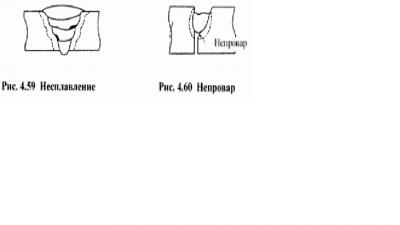
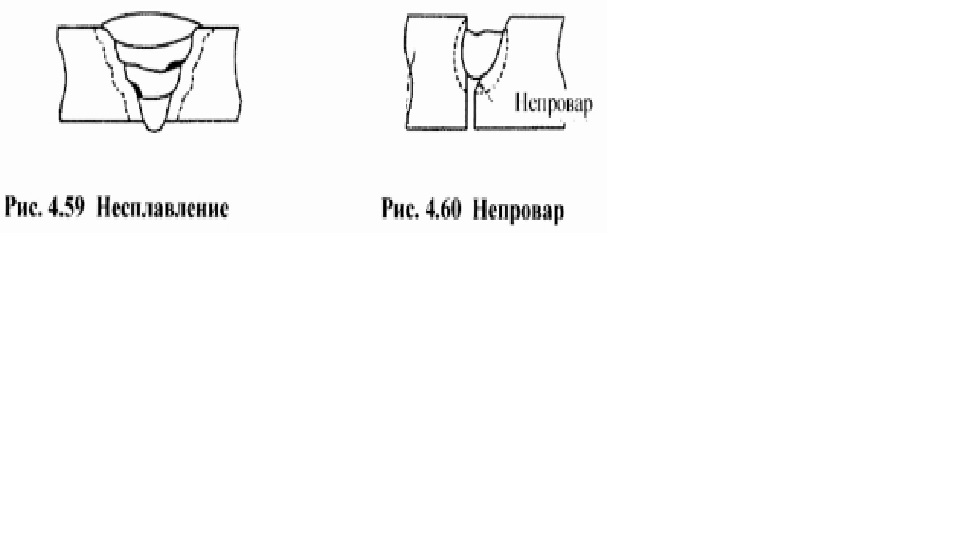
4-8-3 Несплавление
Отсутствие сплавления между наплавленным металлом и основным металлом или между наплавленными металлами каждого прохода, как показано на рис. 4.59, называется несплавлением. В случае нержавеющей стали, алюминиевого сплава и пр.. на поверхности шва образуются окиси с высокой температурой плавления и, если при наложении следующего слоя шва расплавленный металл опережает дугу и дуга прямо не попадает на поверхность шва, эта оксидная пленка не подвергается плавлению, остается, и может вызвать несплавление.
Чтобы предотвратить несплавление следует:
(1) Тщательно очистить поверхность разделки кромок и поверхность шва.
(2) Подобрать режим сварки, обеспечивающий достаточную глубину проплавления, и, в частности, обращать внимание на полное проплавление краев лицевой поверхности предыдущего слоя шва
4-8-4 Непровар
Непроваром называется состояние, когда части разделок кромок, в частности, поверхности притупления кромок, не проплавляются. Как показано на рис. 4.60. непровар склонен возникать, когда угол скоса кромок мал или притупление кромок слишком велико.
Чтобы предотвратить непровар следует:
(1) Подобрать правильную форму и размеры разделки кромок. В частности, обращать внимание на то, чтобы угол скоса кромок не стал слишком малым и притупление кромок не стало слишком большим,
(2) По возможности укоротить дугу и уменьшить напряжение дуги.
(3) Подобрать режим сварки, с целью получения достаточною тепловложения для сварки, увеличивая сварочный ток, убавляя скорость сварки и т.д.
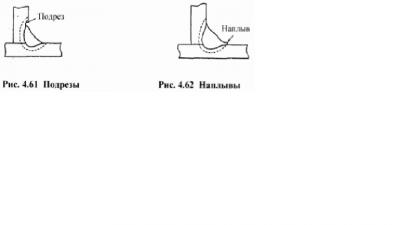
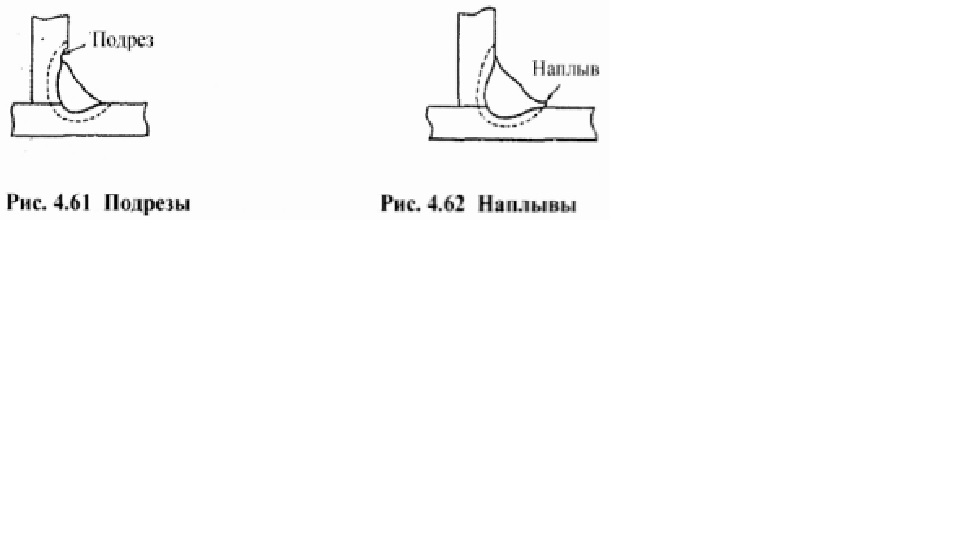
4-8-5 Подрезы и наплывы
Когда основной металл по краям лицевой поверхности шва подвергается слишком интенсивному расплавлению, появляется впадина в виде паза, которая называется подрезом. Как покачано на рис. 4.61 подрезы склонны возникать на верхних краях лицевой поверхности шва при горизонтальной сварке угловым швом. Значительные или острые подрезы убавляют прочность соединений, так что следует по возможность предотвратить их возникновение.
Чтобы предотвратить подрезы следует;
(1) Не увеличивать сварочный ток больше, чем необходимо,
(2) Избегать слишком большой скорости сварки.
(3) Поддерживать правильное положение угла наклона горелки, и правильную длину дуги.
Наплывами называется состояние того, что основной металл по краям лицевой поверхности шва не подвергается расплавлению, и металл шва натекает на основной металл, как показано на рис. 4.62. Наплывы представляют собой противостоящее подрезам явление, которое возникает, когда объем добавления присадочного металла слишком велик, скорость сварки слишком мала и пр.
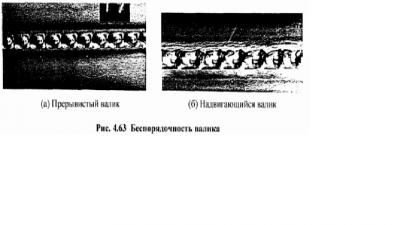
4-8-6 Беспорядочность валика
В случае дуговой сварки на низкочастотном импульсе и пр., когда установлена слишком большой скорость, получается прерывистый валик, как показано на рис. 4.63 (а). Если по сравнению со сварочным током скорость сварки слишком велика, длина дуги слишком велика и т.д.. как показано на рис. 4.63 (б), появляются нерегулярные впадины и не образуется однородный валик. При импульсно-дуговой сварке, когда установлена слишком большая разница между пиковым током и базовым током, также может возникнуть этот надвигающийся валик.
Так что, следует избегать увеличения скорости сварки, удлинения дуги, и т.д. больше, чем необходимо. Кроме того, при импульсно-дуговой сварке не следует устанавливать чрезмерно большую силу тока, для большего увеличения эффекта.
4-8-7 Вольфрамовые включения
Вольфрамовыми включением называется явление того, что в процессе сварки конец вольфрамового электрода вытекает в расплавленном виде или прикосновение конца вольфрамового электрода к расплавленному металлу приводит к попаданию вольфрама в металл шва. Следует обращать внимание на то. что участки с вольфрамовыми включениями затвердевают крайне интенсивно и повлекут за собой трещины.
Следует уделять внимание тому, чтобы использовать электроды правильного диаметра применительно к сварочному току, поддерживать правильную подачу защитного газа для предотвращения быстрого износа электрода, перемещать электрод, избегая прикосновения электрода к ванне расплавленною металла.
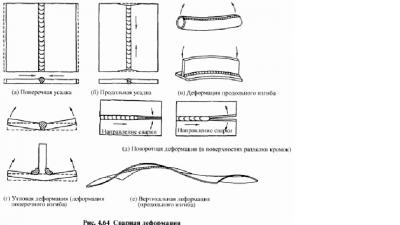
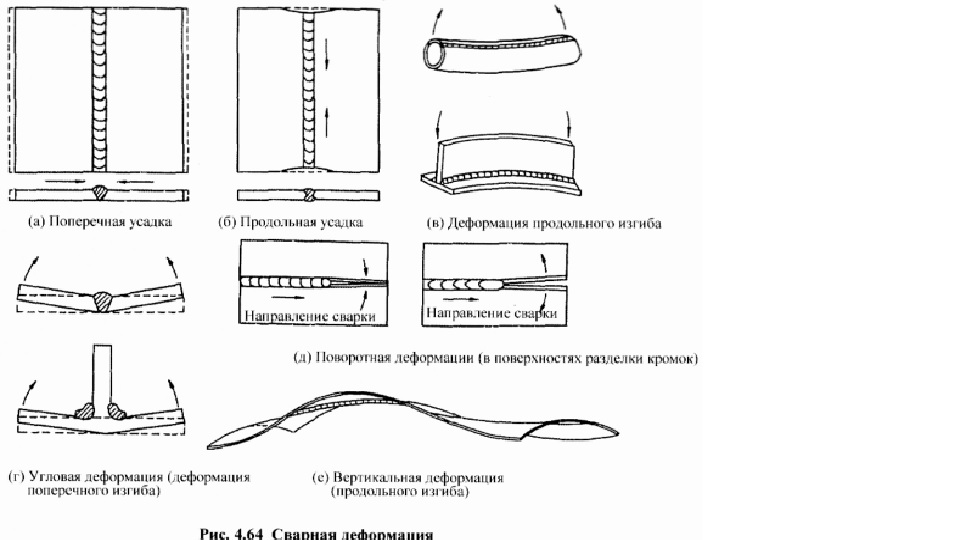
4-8-8 Сварочная деформации
Из-за вкладываемого дугой тепла, зоны сварки и околошовные зоны подвергаются растяжению и усадке и после окончания сварки, как представлено на рис. 4.64, возникают (а) поперечная усадка, образуемая в направлении, перпендикулярном сварному шву, (б) продольная усадка, образуемая в направлении линии сплавления, (в) деформация продольного изгиба, образуемая в направлении сварного шва. (г) угловая деформация, представляющаяся собой перелом вдоль сварного шва. (д) поворотная деформации, при которой зазор в вершине разделки становится уже или шире по мере продвижения сварки, (е) вертикальная деформация, образуемая в случае тонкостенных листов в волнистом виде.
Сварная деформация понижает точность отделанных изделий, портит качественный вил и оказывает вредное влияние на прочность, жесткость и т.д. конструкций, так что следует по возможности уменьшить ее возникновение.
Чтобы сдержать сварную деформацию, следует
1) Предположив усадку и деформацию от сварки, заранее предусмотреть припуски на усадку или придать обратную деформацию,
2) Чтобы уменьшить суммарное тепловложение сварки, подбирать разделки кромок малого поперечного сечения. Предпочитать Х-образную разделку кромок или двухстороннюю симметричную «рюмкообразную» разделку кромок V-образной разделке кромок, подбирать более узкий зазор в вершине разделки,
3) Чтобы по возможности уменьшить неоднородность зазоров в вершине разделки, смещение и т.д.. повышать точность элементов, заранее проверять форму разделки кромок и использовать сборочное зажимное приспособление, а затем производить сварку прихватками.
4) Составить технологическую последовательность сварки, чтобы уменьшить сварную деформацию.
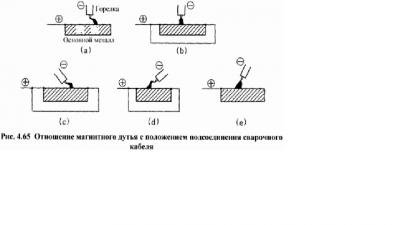
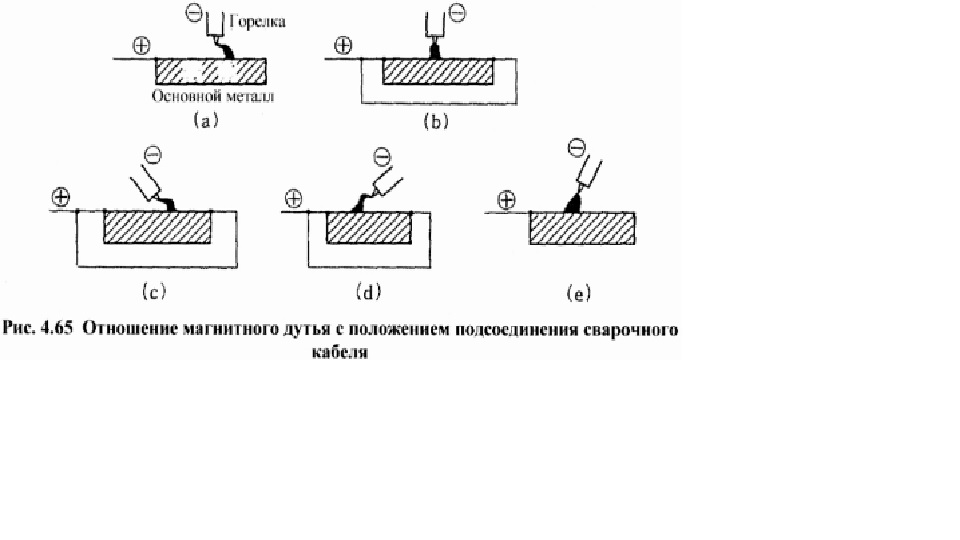
4-8-9 Магнитное дутье
В некоторых случаях в силу магнитного действия тока дуга изгибается в определенном направлении и направленность и сосредоточенность дуги становятся неустойчивыми, в результате чего шов получается извилистым, ширина шва становится уже, проплавление - мельче. Это явление называется магнитным дутьем, четко появляется при сварке стали на постоянном токе, в частности, склонно возникать при сварке угловым швом, соединениях с глубокой разделкой кромок и т.д. При сварке на переменном токе магнитное дутье почти не возникает, но при сварке на постоянном токе возникает даже в случае, когда основной металл представляет собой нержавеющую сталь, которая не поддается намагничиванию.
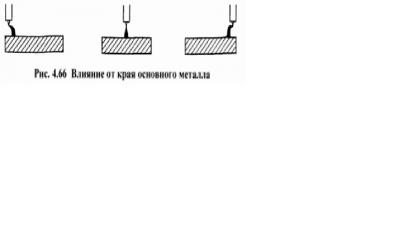
Возникновение магнитного дутья различается в зависимости от положения подсоединения сварочного кабеля к основному металлу, угла наклона горелки, ширине основного металла и т.д. Например, как показано на рис. 4.65 (а), если сварочный кабель подсоединен слева, дуга гнется направо; как показано на (b), если сварочные кабели подсоединены с обеих сторон, магнитное дутье не появляется. Однако, как показано на (с) и (d), даже когда сварочные кабели подсоединены с обеих сторон, если наклоняют горелку, дуга изгибается в противоположном наклону горелки направлении. В случае наклонения горелки, как показано на (е), рекомендуется подсоединить сварочный кабель к краю основного металла с противоположной наклону горелки стороны.
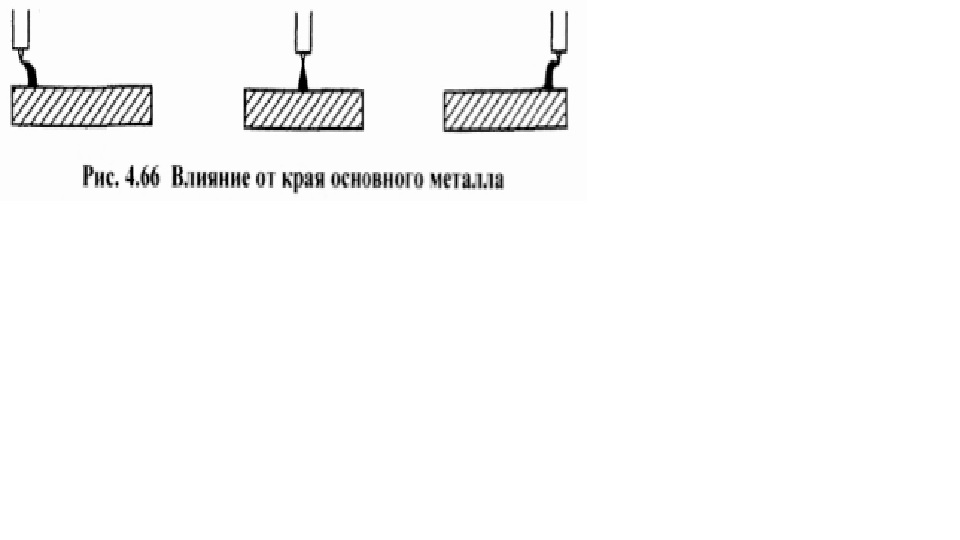
Кроме того, как показано на рис. 4.66, в случае сварки края основного металла, дуга склонна изгибаться к центру основного металла. Во многих случаях можно предотвратить это явление, подсоединив еще один сварочный кабель в место, где начинает появляться магнитное дутье.
Чтобы сдержать магнитное дутье следует;
(1) Изменять положение подсоединения сварочного кабеля к основному металлу.
(2) Подсоединять сварочный кабель на два места основного металла или более.
(3) Изменять угла наклона горелки.
Кроме того, в некоторых случаях с помощью электромагнита или
магнита исправляют магнитное дутье принудительно.
-
14
-
Если присадка фирменная и не валялась под столом россыпью, то её чистить ненужно. Присадочный пруток уже идет зачищенный и обезжиренный с завода.
-
Не одобряете ?
Ну как я могу одобрять или не одобрять?
Дело то хозяйское, тоже мечтал о карандашной, пока нормально обычной пользоваться не научился, потом как-то ненужна стала.Просто как сварщику мне трудно представить как вы будете манипулировать присадкой и горелкой на вытянутых руках. Да и как вы её в руке держать будете? возьмите кусок палки приклейте к нему сопло и попробуйте поманипулировать. За керамику то вы держаться не сможете.

Помогите советом по аппарату ESAB Caddy 2200i AC|DC
в Ремонт и модернизация
Опубликовано
У меня таких парочка, четкий аппарат, всё прекрасно работает.