

Sakhalin_Cat
-
Постов
2 656 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Sakhalin_Cat
-
-
Сегодня начали собирать питающий насос.
Для этого пришлось изготовить шкив на электромотор.
.


.
А для того чтобы изготовить шкив, пришлось изготовить резец.
.



.
Теперь у меня есть специальный резец чтобы точить канавки для ремней.
-
 9
9
-
-
900 л/мин? А ресиверы на сколько литров? Весь инструмент на пневмо-тяге?
Вы плохо себе представляете потребности инструмента на пневмотяге.
 900л это краскопульт и маленький гайковерт максимум.
900л это краскопульт и маленький гайковерт максимум.А так номинальные потребления довольно высокие. Болгарка 2000л. и это мелкая, дрель 1500 итд итп. Причем рукава должны быть с нормальными проходами 12-15-18мм в зависимости от длины... А то будет "Звук есть, работы нет"...
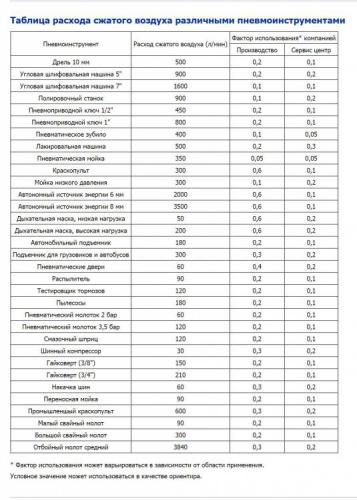
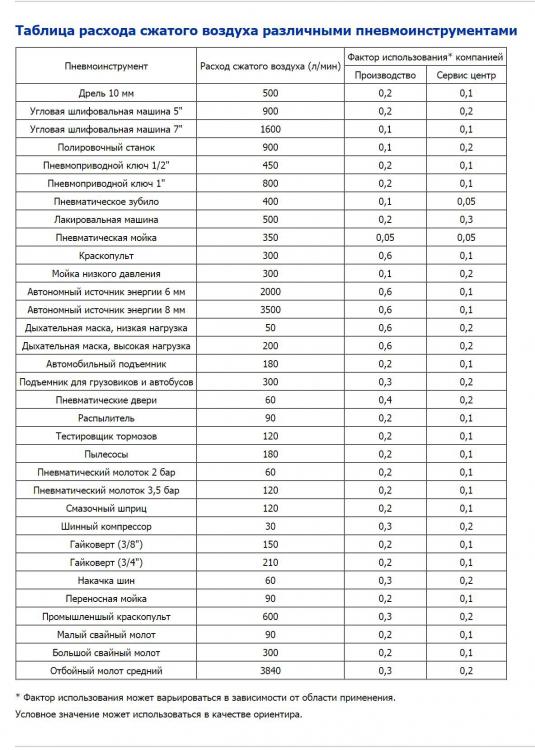
Есть табличка с инета. Но там расход на мой взгляд производителем занижен. Но всё равно примерно прикинуть расход можно.
-
3
-
-
Вот бы немцам сие показать, что творят русские
Сарказм вызывает сей подвиг ничтожный. То ролик рекламный был снят падаванами от коммерции и даже завести они этот метлом смочь нормально не сумели. Порнография это а не изделие силу познавших.
.
PS: Сам же понимаешь что только для видео завести можно, а нагрузку дашь и минуты не проработает.
Опять-же Возникает оченгь много вопросов на которые получить ответа не получится...
1) Любопытно как они зажигание на +2 горшка вцепили.... Как угол сдвига???
2) Между какими тактами рабочего 4х цилиндрового двигателя попадают рабочие такты дополнительных цилиндров?
.
Количество нерешаемых проблем меряется тазиками. Поэтому мотор заведомо нерабочий...
-
3
-
-
-
8
-
-
К 25 мм приваривать 2.5 мм с проваром... Провар (корень шва) подразумевает выход металла с обратной стороны. Т.е. все равно с обратной стороны будет видно что варили.
Не соглашусь.
При правильной разделке с фаской по обратной строне у тонкого листа, можно получить равномерный обратный валик или даже втянутый обратный валик без подвара корня. Просто придется долго и тщательно подбирать режимы и размер фаски. Ну и полный процесс, зачистка, обезжирка прогрев, поддув(избыточное давление внутри) итд итп. Дорого будет, но возможно. Визуально конечно видно будет что варили, но соединение будет 100% провар и без торчащих кусков сварочной проволоки и бугров обратного валика. так, что после например дробеструйки и покраски понять что изделие сварное визуально будет невозможно.
Вообще ТС-ом тема изделия не раскрыта полностью, поэтому что-либо обсуждать сложно. Та фотка что им предоставлена ВИК не проходит так как ширина шва пляшет как не в себя, естественно ОТК его заворачивает. Просто что это за хрень и чего хотят от сварного непонятно. Требования не раскрыты, чертежей нет, РД нет. есть только кривое фото.
-
4
-
-
а снимают так что смотреть не не приятно 0 Ответить Цитата Вставить ник
Да нормально смотреть. Обычный ролик для обычного обывателя.
.
Не воспринимайте мою критику как "Истину", никто из телезрителей не обратит внимания на мелочи о которых я написал. Вот реально, ролик просто пролетит фоном и никто его и не заметит... (Не пойму плохо это или хорошо, чё написал непойми, то-ли радоваться тому что не заметят, толи расстраиваться)
..
Вы же попросили оценить ролик я его оценил как "Работу" его создателей. Сам ролик как реклама конкурсанта (Вас) - неплох и со своими функциями вполне справляется.
Мы же с вами не на "Оскар" заявляемся...
-
2
-
-
Уж лучше гравитационная, а вместо гидрострелки на вашем рисунке аккумулятор, в межсезонье выгодно очень.
Схема которая мною была предоставлена на обозрение это не "Единая Истина", а просто пример установки клапана. А что стоит после клапана это уже вторично.
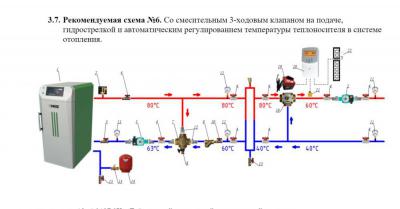
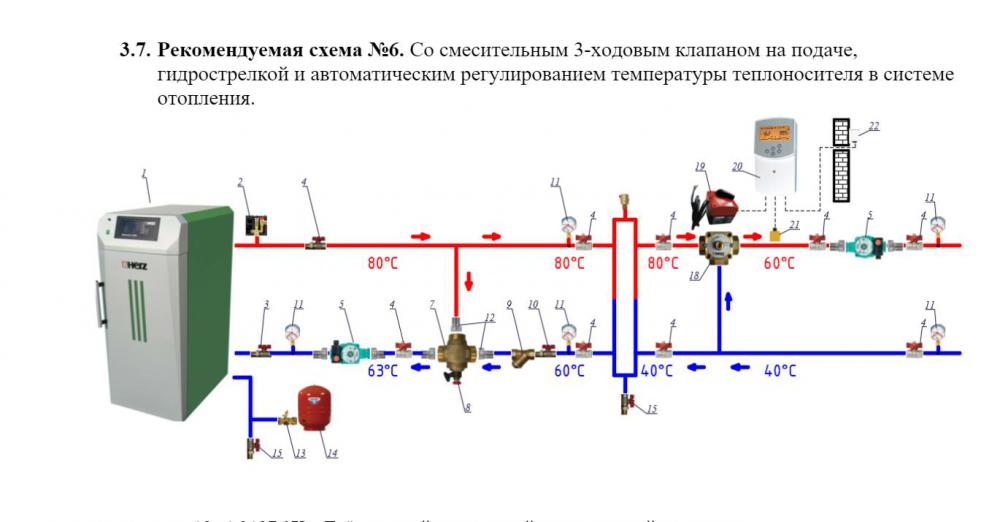
Рисунок в общедоступном виде поясняет принцип работы системы для поддержания температуры котла и "обратки". Данный рисунок не является руководством к действию, а просто показывает один из возможных вариантов реализации системы.
-
Не предусмотрено отключение света, надо добавить байпас с лепестковым клапаном, как в ладдомате
.
Вообще не из этой оперы совет. Ну никак при отключении света Байпас Вам не поможет. Откуда там самоциркуляция то возьмется с гидрострелкой в системе? Там либо топку заливать, либо насос на УПС вешать.
Если топку залили, то смысла в байпасе как бы нет, так как всё потухло. А если насос на УПС, то как бы тоже смысла нет так как свет вроде и не пропадает...
Это вы на гравитационную систему без насосов гидрострелок и прочего можете подобное ставить, там это спасет от закипания но никак не на глухие контруры с принудительной циркуляцией,
.
Подумал подумал... Допишу...
.
А на гравитационной системе эта хрень кстати тоже не нужна, я про байпас. Там система без электричества работает так как насоса нету.... регулировочный трехходовой Клапан можно воткнуть, а вот бапас там нафиг не упал тоже... В общем не понимаю я назначения этого клапана....
.
Судя по названию ЛадоМат, это с Жигулей запчасть? Типа АвтоВАЗ по конверсии выпуск наладил?
 Шуткую конечно, но по мне в их стиле железка. Непонятной применяемости.
Шуткую конечно, но по мне в их стиле железка. Непонятной применяемости.-
1
-
-
но потом изменили немного систему и поставили "стрелку" она автоматически подмешивает горячую в обратку
Стрелку обсуждать не будем...
Вот идеальный вариант для реализации когда котлу жить хорошо.
.
.
но у меня котел на 60гр. включен даже в самые лютые морозы и этого хватает с лихвой,.
Тут дело не в хватает-нехватает, а в наличии рабочего режима у котла. В среднем перепад не должен быть более 10грц то-есть рабочая 90грц, обратка 80грц. А сколько ты оттуда отберешь это уже в следующем контуре клапанами решается и регуляторами.
Иначе котел убивается и стабильной работы у всей системы нет.
Сам с этими граблями постоянно живу, только сейчас всё переделывать начал на нормальную систему.
но вот что удивило стенка чугуна в месте трещины очень малой толщины 1-1.5 мм максимум 37А прожги сразу , ну на чугуне тем паче котле думаю не меньше 3мм должно быть . Вот и выходит или брак или или , я снял практически минимум металла (пупырышки литейные ) убрал .
В общем на сегодня вот что вышло , и вот гадаю подшлифовать и заплату нерж 3мм забабахать или понемногу наплавлять толщину ????
.
А там всегда такая толщина примерно. Потому и не варят их в основном. Тут прикол в том что максимально тонкая стенка убирает тепловое сопротивление котла между "пламенем" источником тепла и теплоносителем и чем более тонкая стенка, тем выше КПД котла можно получить.
Потому и выбран чугун для теплообменников, так как чугун "Корозионностоек" и после окисления поверхности в топке практически не "выгорает" что позволяет иполучить долговечность и низкое тепловое сопротивление стенки одновременно.
.
Наращиванием толщины ты проблему не решишь, рано или поздно порвет рядом. Тут дело именно в свойствах металла, а не в желании завода "Вжарить" новую секцию. Ну не работает нормально чугун такой толщины после того как лопнет в случае если у тебя на ремонтном соединении термоцикл или знакопеременные нагрузки. Противоречит это физическим свойствам материала самого.
.
-
4
-
-
Я поинтересовался у ОАО "Кировский завод" по поводу сварки и узнал, что официальная позиция завода- чугун варить нельзя!
Это правильная позиция. Самый дешевый вариант менять секцию. если посчитать накладные расходы на сборку разборку сварку опрессовку то поменять секцию всегда дешевле. Да и нормально заварить секцию не получится во первых из-за режима работы (циклический нагрев остывание) во вторых металл в топке сильно деградирует во время работы и там огромное количество серы, фосфора и прочей дряни в поверхностном слое который затянет в ванну сварочную, опять-же отбел и рекристализация + зона теплового воздействия + "п.1"и секция рано или поздно однозначно лопнет рядом со швом.
.
На личном бытовом котле стоящем дома в сарайке еще можно разобрать собрать залатать опрессовать 2-3 раза в сезон, а вот на чем-то большем это уже накладно становится. Да и варить кдля клиента такие вещи - БРЕД.
Например будь я на месте клиента я бы 100% стребовал со сварщика при повторном обращении с этой-же секцией оплатить мне работу слесарей\сантехников которые этот котел разбирают-собирают, так как сборка-разборка по стоимости и времени клиенту обойдутся гораздо дороже сварки.
Поэтому браться за подобную работу это 100% попасть на бабки или поиметь скандал с клиентом.
увы я,А что так печально? Вы в кадре молодцом. А корявость сьемки вас вообще цеплять недолжна.
-
6
-
-
Приходится манипулировать горелкой чтоб не оплавить тонкую стенку поэтому шов не равномерный. У Отк по визуальной части вопросы.
Если есть ОТК то должно быть полноценное РД где прописаны тип соединения токи и прочее. В самом простом случае Вам должен был главный сварщик на пальцах обьяснить и показать как надо делать чтобы было всё ОК.
Если у ОТК претензии, то тоже должна быть писулька о том, что не так и это не так нужно исправить. В общем суть вопроса непонятна.
.
Если-же вопрос как ровненько проварить, то всё просто, нагрейте деталь которая 25мм перед сваркой и нормально подберите режим чтобы сварочная ванна была в комфортных для работы условиях . Ну то есть чтобы подводимого тепла от сварочного тока + предпрогрев хватало для процесса сварки без перегрева и завышения тока. Ну и деталь расположить так, чтобы заварить в "один проход" или разложите швы так чтобы варить "Один подход на присадку". Подкладку там под руку и прочее.
А вообще основная проблема у вас в холодной толстой детали.
-
9
-
-
если не в лом оцените.
А что оценить то?
Нормальный ролик, посредственного качества практически ничем не выделяющийся из 99% подобных роликов снятых на бюджетные деньги. С функцией "Подьем уважения к профессии" в принципе справляется. Сварщик в кадре держится хорошо, волнения сильно не видно. А вот режиссура и сьемочная бригада подкачала. Оператор
баранне опытный, все "прикольные виды" которые можно было показать слиты в никуда, снято всё откуда-то из под коленки,Монтаж тоже так-себе, то-ли материала от оператора не было от слова совсем, то-ли тоже полныйй идиот, то-ли режиссер продавил. Самый корявый момент ролика который говорит о лютом "Проффессионализме" бригады делавшей видео это 2:05 где говорится о "требовательности к порядку" и показывается "Лютый бардак" на столе и какая-то обгаженная малярами фанерка у стены. Причем ракурс оператором взят так, что складывается ощущение что снималось шпионской камерой из дамской сумки из-за угла... В общем "Чудны дела твои Господи"...
С хорошим оператором да на планах которые предоставило предприятие можно было снять "Очешуенно" интересное и завлекательное видео. Текст интервью тоже не внятный "Мыло". Не понять к чему и о чем ведется речь. Нет ни начальной точки повествования ни развития сюжета ни выводов типа "А суть сей басни такова". В общем режиссура полный отстой.
Скорее всего снималось по кривому ТЗ когда исполнителям вообще непонятно что от них хотят, так как клиент одновременно хотел решить в этом ролике кучу несовместимых задач. Типа Сделать рекламу спецу, соответствовать ТОП-у (раскрутка конкурса) и одновременно рекламировать своё предприятие и производимую продукцию.
В обшем полнейшее "Мыло", в котором заказчик пытался соответствовать герою известного мультфильма "Жадный богач" и подставил сварщика и сьемочную бригаду.
По 10-ти бальной шкале ролик оценю ну на двоечку-троечку примерно.
Как всегда: "задумка хорошая, реализация отстой".
У нас на фирме тоже сколько видео не снимали тоже всегда подобное "Г" получается. Прискачут че-то поснимают и ускачут ни текст отрепетировать ни покадровку разложить. Обычно подвиги студентов на практике снимают тоже в основном похожее мыло. Но видать достаточно качества "Пипл Хавает".
.
Это Вы в главной роли?
-
8
-
-
Да нет , обратка теплая и стрелка стоит .
Обратка не должна быть теплая. Обратка должна быть горячая. Примерно 70грц.
.
и я замечал под котлом с постоянством в две недели , лужица в диаметре 50мм примерно вязкой черной жидкости очень схожей с отработанным маслом и подтирал .Тогда и не будет и котел рвать не термоударами. И сгорание в топке нормализуется и луж не будет.
Если паспорт почитаете, то там жестко регламентирована температура обратки и это не просто так. Причем на чугуне требования обычно жестче.
Чтобы этого избежать ставится трехходовой клапан, который не дает котлу "Простывать" до температуры обратки, а подмешивает туда кипяток с подачи.
Как на фото:
.

.
-
7
-
-
А вот ремонт радиатора. Который не каждый "профи" рискнет повторить
Ну и весь процесс пайки дисков включая мзготовление припоя.
А это вообще щедеврально и неповторимо.

В СССР я работал на ТВРЗ электриком, там мы вагонные батареи так капиталили, только пластины заводские были, но процесс тот-же. Но вот такой как на видео полный цикл переработки батарей в сарае это шедевр!.
.
.
Но жить захочешь и не так раскорячишься.
Очень я Индусов уважаю за это.
.
И никто не плачет, что сундук без пульса и перчатки не той системы, а про тиг-пен вообще рукой у виска покрутят.
-
5
-
-
Как происходит наплавка, может это все таки пайка?
Нет, это сварка.
Пайка это "Разьемное соединение".
.
что бы расплавить алюминий сначала надо оксидную пленку разбить, а так алюминий будет кипеть под ней.Я не знаю где такому учат. Вы все перемешали в кучу. Во первых чтобы расплавить алюминий его достаточно нагреть до температуры плавления около 600грц и никакая оксидная пленка этому не помеха. Во вторых "Кипение алюминия" это вообще что-то непонятное. Вы скорее всего что-то совсем иное имели ввиду но явно не процесс "Кипения" в прямом смысле этого слова.
.
Расскажите технологию.Видео с Индусами прекрасно показывает технологию сварки (наплавки), что вам там непонятно то? Уж проще вроде некуда, что еще обьяснять то? Нагрел участок детали до плавления, оксидную пленку проколол присадкой или сдвинул и впихивай сколько нужно присадки в ванну которая прикрыта оксидной пленкой. Что там непонятного то?
Таких видео гора в инете, наберите "сварка алюминия газом" или "Индусы ремонт дисков" в любом поисковике и наслаждайтесь.
.
-
3
-
-
Я сдэляль.Высокотехнологичная наплавка алюминия .
.
А что смешного? Стандартный способ сварки и наплавки чистого алюминия и кремниевых сплавов с помощью ацетиленовой горелки. Применяется с момента появления алюминиевых сплавов.
При набитой руке и навыках гораздо быстрее чем наплавка ТИГ-ом, В настоящее время широко применяется на ремонте больших отливок и редко встречается в повседневной жизни. Но как вариант можно применить в лесу при отсутствии аргона...
.
А ржать над Индусами в видео... Сомнительно, думаю по свое методике и учитывая их навыки они с помощью ацетиленовой горелки починят диск так, что Вы даже с навороченым аргонником и брэндовыми присадками не сможете сделать лучше.
Уж поверьте смеяться над Индусами, это то-же самое что смеяться над "Иванычем" Лаборантом из Опытного цеха НИИ в СССР, который с помощью отвертки, куска проволоки и пассатиж мог починить любой прибор от электробритвы до истребителя...
По смекалке и умениям Индусы трудящиеся в таких сарайках-мастерских сделают 99% современных Россиян мнящих себя технарями, конструкторами и сварщиками. Ибо школа СССР и реальность заставляют их многое делать своими руками и развивать свой мозг, навыки и умения.
-
7
-
-
Парогенератор потихоньку обретает форму.
.


.
И теплоузел тоже начал оформляться...
.

.
везде паронитовые,.
Финальный результат собрал на пароните с литолом, резинки только на насосах оставил.
-
5
-
-
Над некоторыми песнями можно поржать.
-
1
-
-
Самая честная певица!!!
Первый раз вижу правду в нашей эстраде.
-
3
-
-
Сегодня продолжали собирать "Бурбулятор". Опять получается какая-то монструозная "Херабора". И чем дальше, тем более монструозные аппараты требуются.
.





-
5
-
-
Странно. Разве не паронит должен быть?
Паронит неудобно потом разбирать. У нас давление низкое, резинка нормально работает.
.
И ещё мне не видно по фотографиям порядок сборки и обварки, но есть подозрения что там уже вы ошиблись. В том смысле что все кандибоберы из труб и фитингов, в таких маленьких и плотных конструкциях сначала обвариваются по стыкам. А уже потом привариваются к фланцам. Иначе поводки на стыках уводят фланцы и... приходится ставить резинки..
Да так и есть. Но вроде сильно не уводит. Но на будущее буду знать. Спасибо.
.
-
1
-
-
А через два года, позвякивая накидными ключами в чреве этой конструкции, мы мечтаем оторвать ручки, и отломать ножки, тому конструктору, который это всё так компактно распихал, угрожая несчастному болтику газовым резаком, в самых непечатных выражениях...
Нееее, я так уже делал.
Потому и распихиваю чтобы везде доступ был. Завтра попробую разложить на прихватки уже в раме. Поэтому и долго так всё. Я "Компактно" имею ввиду не в ущерб ремонтопригодности..
Прокладки чем мажешь?Да ничем не мажу, резинки беру просто заводские. Потом всегда можно щеткой на болгарке фланец почистить. Хотя на этом узле с камазовской камеры резинки стоят, нарезал и на заводские менять обломало.
-
1
-
-
расскажите для чего вы на форуме?
.
Особых целей не преследую. Просто родной и милый сердцу ресурс.
Например "Эта тема", носящяя гордое название "Моя Мастерская" - моя "личная страничка" на которую я даю ссылку людям на различных ресурсах и в ватсапе. Вроде моего личного Блога или "ЖЖ". Это позволяет затянуть на форум заинтересованных людей связанных со сваркой и рекламирует этот форум. При знакомстве я обычно кидаю человеку ссылку на "Мою Мастерскую", чтобы не обьяснять чем я занимаюсь. Ибо обычно облом у меня вызывает великий описание деяний моих на ниве трудовой. Почитав эту тему, человек продолжает уже читать форум. Этим я "убиваю двух зайцев": 1) Привожу нового форумчанина и 2) Избавляю себя от нудной писанины.
.
Юмор почитать иногда интересно.
"Бои придурков" которые тут регулярно возникают почитать тоже иногда забавно бывает. И я иногда даже в них участвую. Редко, в большинстве случаев стараюсь сдерживать души порывы.
Старожилы иногда любопытную информацию публикуют.
Ну и и различным провокаторам иногда на вопросы отвечаю.

.
А с какой целью интересуетесь?
Ежели пальчиком потыкать и ай яй яй сказать, то бесполезно.
Я в этой теме ни у кого советов не прошу. Я вообще довольно самостоятельная личность и стараюсь всё изучать самостоятельно по букварям, а если и случаются какие-то ошибки то и "учится на собственных ошибках", а не на советах случайных прохожих.
В общем Тут, в "Этой теме" - просто отчеты о "Жизнедеятельности" типа "как я провел лето".
Если вопросы мне задают корректные я на них могу ответить при желании. Если считаю вопрос некорректным или навязчивым или провокационным я его удаляю. Ибо право сие даровано мне свыше.
.
Просто стоит разграничить в своём сознании тему "Моя Мастерская" и остальные "Темы Форума", Так как это совершенно разные вещи. "Моя Мастерская" - Моё личное пространство куда вы заходите в гости. А остальные "Темы Форума" - это общественная формация где все равны.
Соответственно и стиль общения совершенно разный. И реакции тоже. Если ко мне приходят в гости и у меня создается впечатление "что этот гость нагло гадит мне на диван" или только собирается нагадить, то я этого гостя вместе с его какулями отсюда вычищаю, ибо некуртуазно! На остальном пространстве форума этим занимаются модераторы и у них могут быть совершенно иные представления о корректности поведения "Гостей".
-
5
-
-
Было бы интересно взглянуть, на тот предел качества, который можно достичь в линейном режиме.
Всё в ваших руках. Раз выкладывали фотки то значит полуавтомат у вас есть. Дерзайте и всё получится. Подбираете температуру и режим и в бой. Попытки с 3й-5й думаю получится.
Если лень баловаться можете молочную цистерну из СССР найти или бочку от кваса, там часть ацетиленом варилась а часть полуавтоматами. Как повезет. Там точно "профи" варили и сквозной провар и толщина металла на любой вкус.
Во! вспомнил.
Это как сварка люминия электродами. То-же самое. Шов можно получить красивый, только надо постоянно варить этим способом.
То-же самое подбор режима и подогрева и тщательное соблюдение этого баланса на всей протяженности швов.













Всякое интересное обо всем
в Курилка
Опубликовано · Изменено пользователем Sakhalin_Cat
У меня в начале 90-х пригнали на ремонт микроавтобус Делика дизельный с пробегом по спидометру 500++тысяч и ни разу не меняным маслом, туда только доливали по чуть чуть, причем камазовское... Когда мы сняли крышку головки мы просто охфигели, так как она была полностью набита солидолоподобной мазью в которую превратилось масло смешавшись с огромным количеством сажи. В поддоне была такая-же фигня, оно не текло, выгружали шпателем. И при этом мотор заводился, лампочка масла помигав гасла и тарантас спокойно ездил и возил грузы на оптовку и рынок.
Поэтому удивить меня мотором работающем на литоле сложно...

.
Но концепция канала с которого видео - ясна..