

midtower
-
Постов
1 222 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные midtower
-
-
Что это?
Уважаемые коллеги, давайте поможем покупателю сделать хороший выбор. Давайте отсекать плохие аппараты, давайте писать плохо о плохом аппарате, если вы лично такой имеете.
Давайте писать о хороших "безымянных" китайцах, если вам повезло таковой прикупить.
Давайте писать обо всех, и о брендах тоже, ибо новичку не видно разницы между тайгером и фрониусом.
Каким образом?
В этой теме счастливый или несчастный владелец "сварочника" может оставить свой короткий отзыв о своём аппарате, и проголосовать за сварочные аппараты инверторного типа MMA(ручник), MIG/MAG(полуавтомат), TIG/WIG(аргонник).
Отзыв принимается в виде:- фото морды и название модели обязательно (иначе никак),
- пара фото в или на работе (отсекаем продавцов),
- когда куплено, и примерно за сколько (ну примерно),
- сколько прожило (если уже умерло),
- плюсы/минусы аппарата по своим ощущениям.
Последующие отзывы на данную модель будут дополнять первый пост, либо, в случае оригинальной информации, будет добавляться ссылка на псто.
Первые посты являются вспомогательными, а также содержат ссылки на отзывы в алфавитном порядке, т. е. по традиции сперва Grovers, затем Kemppi, Зубр и наконец Ресанта.
Отказ от ответственности
Отзывы субъективны чуть более чем полностью. Сортировка отзывов согласно алфавитного порядка, амперы и цена никак не влияют на положение аппарата в списке.
Здесь накапливаются отзывы, положительный и отрицательный опыт использования, не надо спрашивать, что лучше.Обзоры на MMA инверторы
http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327885&do=findComment&comment=327885
Обзоры на MIG/MAG инверторы
http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328333&do=findComment&comment=328333
Обзоры на TIG/WIG инверторы
http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327736&do=findComment&comment=327736
Обзоры, оформленные как отдельные темы
http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328074&do=findComment&comment=328074Описание параметров сварочных инверторов и основные рекомендации v0.82
Уж не дурят ли нашего брата:
-- Первые шаги
Можно купить любой сварочник в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко.
MMA
По характеристикам: вес аппарата >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(НХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. Одной крутилкой можно настраивать _только_ток, две крутилки - плюс форсаж дуги, в такие модели часто добавляют переключатель TIG/MMA(еще аргоном можно). Комплектные кабеля _можно_заменить, удлинить, поставить толще, другой электродержатель и клемму массы, лишь бы быстросъемы были подходящие. Удлинитель сечением не менее 2.5 мм2, просаженная сеть требует еще больше, и ККМ тут не вывезет.
По прайсу(2018):
-- до 6кРуб. - любой со сроком службы от "включил и пыхнуло";
-- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность;
-- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять?
MIG/MAG
2 крутилки - наиболее распространенный вариант, ими настраивают скорость подачи проволоки и напряжение. К аппарату обычно прилагают табличку(добавляют в инструкцию) с настройками. Механизм подачи проволоки - металл, не пластик, комплектный ролик обычно для сплошной проволоки 0.8 и 1.0 мм. Встроенная горелка - риск перелома при транспортировке, трудность или невозможность замены. Покупать полуавтомат следует для сварки сплошной проволокой, флюсовая самозащитная проволока гораздо дороже 2мм электродов, а по качеству шва не лучше. Возможность установки килограммовых катушек(D100) позволяет немного сэкономить при нечастой работе с медью/нержавейкой. Третья крутилка - ток в хитросделанных китайцах-комби, или индуктивность, позволяющая управлять сварочным швом.
По прайсу(2018):
-- до 12кРуб. - либо трансформаторный полуавтомат для самозащитки, либо маломощный инвертор;
-- до 19кРуб. - возможен как первый выбор;
-- более 19кРуб. - совершенству нет предела, как и цене.
TIG/WIG
Сварка в аргоне постоянным током возможна многими инверторами MMA, зачастую это указывается в функционале и обеспечивается переключателем. После чего цепляем на минус горелку(аргон уже подключен, да?), поджигаем чирканьем и свариваем. Так можно сталь(нержавейка тоже сталь), для цветмета лучше использовать аппараты с пульсом и переменкой. Если полуавтомат еще потерпит незачищенную, но не ржавую, поверхность, то в аргоне шов будет смотреться никак, а алюмяшку ненароком не получится сварить вовсе, поэтому надо не только зачищать, но и выбирать способ зачистки.
По прайсу(2018):
-- до 20кРуб. - это аппараты с пульсом или без него, с поджигом касанием или высокочастотным, с ПВ 100% на 100А и выше, то есть 3мм сталь(нержавейка тоже сталь) вполне себе можно;
-- более 20кРуб. - необходимо точно определиться в функционале, прежде чем покупать.
Использование интернет агрегаторов цен, наподобие Я.Маркета, да и вообще поиска в интернете и на этом форуме, позволит глубжее проникнуться вопросом и выбрать подходящую модель занедорого.
-- Характеристики
Для всех
--Работа на просаженной сети / при пониженном напряжениии / от дешевого генератора / от пальчиковой батарейки зажигает четверку!!!!111АДИН - При работе от просаженной сети необходим инвертор с запасом по току и с заявленной производителем работоспособностью в подобных режимах и удлинитель с бОльшим, чем обычно, сечением провода. Но даже в этом случае может статься, что занижение сварочного тока (вместо логичного накручивания) лучше отразится на сварочном процессе, поскольку для каждого производителя "работоспособность" смотрится по-разному: от "зажглась лампочка" до "легко тройкой основой".
--Продолжительность включения/Продолжительность нагрузки(ПВ/ПН) - процентное отношение времени работы аппарата при заданном токе до перегрева к общему времени измерения, при заданной температуре окружающей среды. Типично: 60% для 160А и 40 oC за период в 10мин это 6мин под нагрузкой и уход в защиту по перегреву. Изменяя период измерений и температуру, можно манипулировать этим параметром.
--Мощность/Потребляемая мощность - указывается _максимальная_потребляемая мощность: если на свежекупленном двухсотампернике работать на 100А, потребление будет ниже(2..2.5кВт). Но не в два раза, надо учесть КПД, реактивную мощность, ток и напряжение на дуге. Также чрезмерно низкая мощность(к примеру, 4кВт для 200А MMA инвертора) показывает на несоответствие параметров аппарата.
--cos phi(коэффициент реактивной мощности) - напрямую влияет на потребление аппаратом электроэнергии и загаживание питающей сети частотной составляющей. Чем ближе к единице, тем лучше, потому что косинус.
--ККМ(PFC) - допа в инверторе, якобы стабилизирующая выходные характеристики при изменении напряжения питающей сети. Само название ККМ(корректор коэффициента мощности) определяет функционал - уменьшать сдвиг фаз, делая аппарат немного экономичнее. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов.
--Pulse - существуют аппараты MMA, MIG/MAG и TIG с настройкой импульсной составляющей, применение обосновывается свариваемым материалом(обычно "нержавейка" и цветмет) и оптимизацией режима сварки. В качестве примера: STT - технология от Линкольна для полуавтоматов со сложной формой импульса, пониженным разбрызгиванием и повышенной скоростью, заявляется как альтернатива аргоно-дуговой сварке.
--Синергетика(SYN, SYNERGIC) - изначально автоподстройка("интеллектуальная") аппарата при неких заданных параметрах для достижения оптимального результата. Также называются, но не являются таковыми: импульсный режим(с импульсом произвольной формы и длительности) и предустановки, позволяющие комбинировать существующие значения и не заморачиваться понятиями Напряжение и Скорость подачи. Принцип настройки, реализованный в полуавтомате Aurora Polo, также синергетическим не является, это не боле чем взлетевшая попытка продать "любителю" полуавтомат с почти одной крутилкой. Надпись "синергетика" по умолчанию не обеспечивает лучший/оптимальный шов.
MMA
--Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени.
И о сварке тонкого металла электродами.
Если на пачке написано ОТ 50А(и это ваши любимые ESAB OK 46.00 2мм), то диапазон токов 25..45А вам не нужен. Есть стыковое соединение С1 ГОСТ 5264-80, есть возможность рутилом(а окашки это рутиловые электроды) в отрыв шпарить. Форсаж дуги, позволяющий отчасти снизить тепловложение в основной металл за счет более высокого валика(это для рутила) также не всегда помогает, особенно если это фальшивый китайский форсаж.
Алсо, положение крутилки с надписью "Для тонких электродов" существует лишь в аппаратах с надписью "Для ленивых начинающих профессионалов". Все индивидуально как для сварочника, так и для сварного.--Напряжение холостого хода(Uxx, НХХ) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать, поэтому 70..100В - это отлично. Обратно, аппараты с МП управлением могут иметь и 46В, но столь же корректно работать.
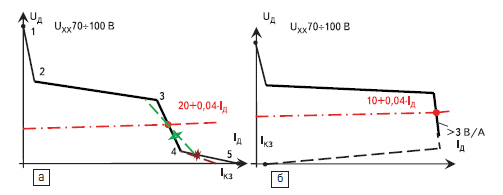
--Форсаж(Arc force) - якобы альфа и омега хорошего сварочника, который может. Широко разрекламированная _дополнительная_функция, которая на деле реализуется аппаратной частью сварочного инвертора для РДС и является неотъемлемой частью его ВАХ. В большинстве же случаев крутилка с надписью "Форсаж" загинает крутопадающую ВАХ аргонника немного вверх _по_всей_рабочей_части, поэтому основой такими сварочниками работать трудно.
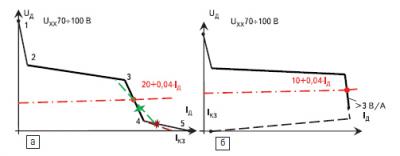
(Взято тут http://power-e.ru/2008_3_116.php)
Слева хороший, годный форсаж, он набрасывает ток при замыкании металлом дугового промежутка. Если для него вывести крутилку, то можно будет немного играть как температурой шва, так и его формой. И подстраиваться под электроды.
Справа ВАХ аргонника.
Фальшивый форсаж делает прямую 3-5 вместо ломаной 3-4-5, то есть делает более пологой. Поэтому рабочие области основных электродов и эмэрок с прочими "плохо горящими" если и находятся, то в области более высоких токов.
--Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах.
--Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогрева металла. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также заявлен на дешевых сварочниках для повышения цены. Мешает жить при сварке в отрыв.
--Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать.MIG/MAG
--Скорость проволоки(Wire feed, в некоторых аппаратах Current) - считается, что это "аналог" параметра Ток в ручнике. Увеличение диаметра проволоки и/или скорости уменьшает сопротивление и, как следствие, увеличивает ток, то есть сменив проволоку на более толстую, мы автоматически увеличиваем силу тока при той же скорости подачи.
--Индуктивность - влияет на глубину проплавления. Также снижает брызги металла за счет более плавного нарастания тока КЗ.
--Напряжение - основной параметр. Необходимо для ионизации дуги, определяет режим сварки(мелкокапельный, крупнокапельный, струйный).
--Переключение полярности - для сварки флюсовой самозащитной проволокой. Реализуется либо как функция, либо перекидыванием концов.
--Протяжка - отдельная кнопка/функция, позволяющая прогнать проволоку по шланг-пакету без подачи тока и газа.
--Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. Либо предустановлен, либо можно изменять.
--Отжиг проволоки - избавляет по окончании сварки кончик проволоки от шарика. Даже будучи заявлена и даже действительно имеющаяся в наличии, отрабатывает не всегда. Так что на кусачки/пассатижи-комби лучше потратиться.
--Soft Start(Плавный/мягкий старт) - нарастание подачи проволоки в начале сварки.
TIG/WIG
--Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени.
--Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва.
--DC - сварка в аргоне на постоянке, самый простой режим.
--DC Pulse - возможность изменения частоты тока постоянной полярности.--
СкважностьКоэффициент заполнения - то, чего может не оказаться в ящике с аргонником - возможность изменения отношения длительности пикового тока к базовому. Реализуется как процент при явном задании частоты, и как длительность в мс.
--AC/DC - поддержка аппаратами TIG как отрицательных, так и переменного знака пульсаций сварочного тока.--AC Pulse - возможность изменения частоты переменной полярности. Позволяет концетрировать дугу.
--Balance(Баланс) - регулировка изменения отношения положительного (полу)периода к отрицательному. Влияет на очистку ванны и износ электрода.
--Форма волны - типичный аппарат выдает меандр(_--_), что не всегда оптимально. Обычно добавляют пилообразный вариант и синусоиду.
--TIG Spot - прихваточный режим, программная реализация очень коротких импульсов.
--Тип поджига - Поджиг дуги в режиме TIG производится одним из способов: Scratch(актуально для типичного MMA сварочника, легко царапаем и отводим) Lift(кратковременным прикосновением к заготовке, здесь реализовано плавное нарастание тока) и HF(высокочастотный разряд, который может порой пробить неслабое расстояние). В первом и втором варианте можно поймать металла на электрод, в третьем некоторые реализации гадят в питающую сеть ВЧ составляющей, от чего могут погибнуть любимые компьютеры, телевизоры и микроволновки.
Сварочные маски-хамелеоны в аргоне.
Если ручник с полуавтоматом весело освещают окрестности, то для _слежения_ за аргоновой сваркой(метр и более) требуется либо более качественный СИЗ, либо более дешевый, а именно обычное темное стекло С3 или С4.
Общее по внутренностям инвертора.
Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь.
Микропроцессорные технологии давно работают в сварочных инверторах и позволяют значительно снизить вес и размеры управляющей части, а также добавить сотни функционала в невзрачную коробку.
Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах.
Транзисторы IGBT не лучше и не хуже MOSFET, главное - качественная реализация. Есть момент, когда при сравнении начинают считать выходные диоды, транзисторы силовухи и вес аппарата. IGBT транзисторов требуется меньше, да, но обвязка(рассыпуха) больше, а с повышением граничной частоты уменьшается емкость конденсаторов и вес индуктивностей навроде дросселей и трансов. Но до сих пор(2019) нормальный инвертор на 200А/100%ПВ не весит 5кг нетто. До сих пор экономия на радиаторах в угоду компактности, равно и уменьшение "пустого" пространства под кожухом негативно сказываются на продолжительности работы.
Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока.
Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит.
Существует несколько выходных схем:
-Полумост.
-"Косой" мост.
-Полный мост.
-резонансные вариации.
Работоспособность зависит от реализации конкретным производителем(заводом).
Авроровцы на своем канале выпустили годные видео, визуализирующие вольт-амперные характеристики сварочных инверторов:http://youtube.com/watch?v=ddJPlBc9dmM
(3 части - youtube.com/watch?v=ddJPlBc9dmM ). Можно вспомнить зарядные устройства для телефонов, у которых 12..15В на холостом ходу к заявленным .65.. .8А постепенно превращаются в 6.3..5В, за что благодарим спецификацию USB.Также, канал Сварочная лаборатория( https://www.youtube.com/channel/UCaQAvFwjM2DTBNHht2-L7hg/videos) поможет настроить полуавтомат.
Наличие дисплея не является плюсом к выбору, зачастую в дешевых моделях он исполняет роль показомера.
В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить.
В случае покупки комбинированного TIG-MMA(аргон-ручник), MIG/MAG/MMA(полуавтомат/ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя.
Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую подобные реализации не позволяют сваривать электродами с основным покрытием.
Комплектация.
Минимальная комплектация сварочного аппарата(инвертора) - собственно аппарат и инструкция. Все остальное есть маркетинговый ход и/или необходимость.
Для сварочных кабелей, горелок, электрододержателей и вообще всей расходки, через которую проходит сварочный ток, применимы термины ПВ(продолжительность включения) и Допустимый длительный ток (ПУЭ7, п 1.3.10-1.3.11). Если ПВ был уже описан выше, то допустимый длительный ток зависит от сечения проводника, материала, оболочки и достаточно нелинеен, поэтому лучше пользоваться таблицами навроде http://www.topeng.ru/pue-part1-chapter1.3_c.html и вникать в температурные коэффициенты: http://electrik.info/main/school/1175-dlitelno-dopustimyy-tok-kabelya.html
Зачастую в описании комплектации указывается только длина и сечение сварочного кабеля, но не его материал. Омедненный алюминий 25мм2 при равных условиях гораздо быстрее придет в негодность, чем медь 16мм2.
Некоторые аппараты используют фирменные комплектующие, обусловленные либо спецификой применения, либо желанием порабощениялюбителя яблочекдоверчивого потребителя.
Встроенная горелка удешевляет аппарат на цену евро-разъема, но увеличивает стоимость замены.
Выбирая между 9-й и 18-й горелками, цепляя на 500А держак КГ-16, учитывайте область применения и стоимость комплектухи.Нет "бытовых" инверторов, есть небольшой ПВ и/или низкое качество.
При выборе аппарата руководствуйтесь своей целью, не надо покупать заведомо негодный, но дешевый, или чрезмерно дорогой, но "как у профи".
Современное ценообразование таково, что один и тот же аппарат может стОить разных денег в пределах двух шагов. Яндекс.Маркет не всегда показывает самую низкую стоимость, поэтому порой прямой поиск конкретной модели позволяет найти лучший вариант для своего региона. Также есть тема с интернет-магазинами: http://websvarka.ru/talk/topic/11159-internet-magaziny-rf-svarochnogo-oborudovaniia/ .
Некоторыи официальные сайты вендоров/брендов:
Технические характеристики продуктов, дилеры и сервис-центры - это должно быть.
Aurora - aurora-online.ru
Fubag - fubag.ru
Foxweld - foxweld.ru
Grovers, Energy - grovers.ru
Start, WIT Wega - startweld.ru
ГРПЗ(Форсаж) - grpz.ru
Неон - ei-neon.ru
Термит - itermit.ru
Сварог - svarog-rf.ru
Кедр - kedrweld.ru
Торус - torus.ru
Сварочники также можно разделить на оригинальные, близнецы и безродные. Первые явно имеют место производства и описание на их сайте; вторые отличаются (дополнительным)названием(брендом), аппараты заказывают, но производитель как залог качества тоже явно указан; с третьими все мутно, появляются, исчезают, заказывают невесть у кого, меняются на глазах, сайт предлагает стиральный порошок, хамелеоны Ресанта и различные инверторы.
Поэтому неправильно сравнивать, к примеру, Wert и Интерскол, или на единственном экземпляре Ресанты ставить диагноз всему бренду. Безродные предназначены для быстрого оборота денег, не для сварки, соответствие канонам в таком аппарате суть ошибка ОТК.
Близнецы иногда имеют отличия в характеристиках с оригиналом, в лучшем случае это улучшения по договору поставки, в худшем - надежда, что потребитель не заметит. Именно они, близнецы, стремятся сесть на оба стула: увеличить продажи, не скатываясь в качестве, широкими мазками рисуя образ начинающего профессионала с их аппартом наперевес.
С оригинальными аппаратами все просто: завод делает хорошо; завод делает плохо; у завода две линии, и одна из задницы.UPD Как настроить сварочник
Картинки и таблицы приблизительной настройки:
Ручник/MMA http://websvarka.ru/talk/files/file/1-illiustrirovannoe-posobie-svarschika/
Полуавтомат/MIG/MAG http://websvarka.ru/talk/files/file/44-mekhanizirovannaia-dugovaia-svarka-plaviaschimsia-el/
Аргонник/TIG http://websvarka.ru/talk/files/file/63-ruchnaia-dugovaia-svarka-neplaviaschimsia-elektrodom/
Дефекты, причины, предотвращение http://websvarka.ru/talk/files/file/12-defekty-svarnykh-shvov-i-soedinenij/
-
 4
4
-
Если согласен быть модератором этого опросника и следить за ним, то милости просим в наш коллектив.
Согласен я, да.
-
1
-
-
Продаваны будут региться и оставлять фейковые отзывы и голоса)))
"Если местный опросник появится."
И если обязательным будет фото швов и начинки, то многие на этом срежутся. Да и вообще, в сравнении накрутки PR свежерегами "ткните-носом-сам-не-знаю" и свежерегами "новый-мега-сварочник" вторые предпочтительнее.
-
1
-
-
@Darkbird, нет. У вас вроде как проблем с финансами нет, так возьмите свою голову да запихайте в нее инфы да практики по MMA и MIG/MAG. Какой-нибудь полуавтомат Energy, Redbo или Старт(Wega) вполне себе позволят поиграться, а баллоны есть и поменьше, и подешевле.
-
актуальность отзывов о вечно меняющихся китайских названиях
Не преувеличивайте. Многие бренды до сих пор живы.
Там есть опросник с примитивной, но формой, пусть и без голосовалки.
Здесь нет опросника.
Если местный опросник(с фото) появится, то через пару месяцев нахлынут свежезареганые юзеры со стойким желанием оставить свой отзыв, через полгода он войдет в самоподдерживающуюся фазу, через полтора года
New Вебсварка водрузит свой флаг на Марсеможно будет не просить, а принимать предложения на обзоры от производителей.Ну это я так, мало ли.
-
1
-
-
Ну или можно посылать в опросник, существующий с 2008 года: http://www.mastergrad.com/forums/t93249-svarochnye-invertory-ocenochnyy-list-opros/
Также для начинающих профессионалов:http://www.mastergrad.com/forums/t274033-vybor-professionalnogo-svarochnogo-invertora/
-
чего?
Медь сжигается в токе кислорода и за счет высокого атомарного числа расплавляет внутренний стальной пруток. Или вы думаете, почему с 98/2 уходят на 80/20? Шов лучше!
-
1. Не париться и взять простой инвертор MMA. Из плюсов - цена и мобильность. Из минусов - нифига не понятно с чего начать (попробовал пару раз - что-то не очень) и сложность работы с тонким металом (1мм).
Есть инверторы MMA Pulse, а к ним специальные электроды с фтором, настройка пусаций расплавляет нужный кусочек электрода и сразу формирует высоту шва и провар.
2. Запариться и взять полуавтомат и использовать для работы NoGas проволоку.Еще проще использовать чистый кислород, проволока под него дешевле, омедненая.
непонятно можно ли флюсовой проволокой пользоваться для моих нуждФлюсовой только низколегированную можно варить, а для ваших нужд это со смесью.
-
идея сопровождения подобным текстом всех страниц
Ну что ж, подождем еще версий. А так запилить без одного предложения вполне себе можно, базовые данные как они есть.
Чегой-то редактирование не работает, видимо время кончилось.
@Миротворец, как вы смотрите насчет универсального ответа на основные вопросы для топика http://websvarka.ru/talk/topic/9167-pomogite-vybrat-invertor/, прибитого гвоздями к шапке?
-
Что вы имеете ввиду?
Да, засувать в http://websvarka.ru/talk/topic/9167-pomogite-vybrat-invertor/именно
вот так -
Выбор сварочного инвертора(далее просто "инвертор").
-- Сваривать не умею, но хочу чего сделать.
Можно купить любой инвертор в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко.
По характеристикам: вес >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(ХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно.
По прайсу:
-- до 6кРуб. - любой со сроком службы от "включил и пыхнуло";
-- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность;
-- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять?
-- Сваривать умею, но с выбором проблемы.
Категорически запрещается слушать продавцов ближайших точек распространения.
По характеристикам: то же самое с корректировкой по макс. току, и UХХ можно поискать повыше(52..80В).
-- ПВ/ПН - процент включения для конкретных условий работы, сколько проработает под постоянной нагрузкой за 10 минут. Большинство вменяемых производителей тестируют в термокамере при температуре на корпусе +40 градусов по Цельсию, иные хитрят и тестируют при +20. Как говорят, наши тестируют свои аппараты, предварительно их перегрузив, к примеру, закоротив "+" и "-". Указываются 100% и ток, и еще несколько вариантов.
--Напряжение холостого хода(Uxx) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать.
--cos phi(реактивная мощность) - напрямую влияет на потребление аппаратом электроэнергии. Чем выше, тем лучше.
--Форсаж(Arc force) - кратковременный наброс тока, когда капля металла замыкает электрод с деталью. Выводится наружу в некоторых профессиональных аппаратах, которые чисто на ручник, также распространен на дешевых для повышения цены и в инверторах с возможностью работать аргоном.
--Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах.
--Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогреву. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также распространен на дешевых сварочниках для повышения цены.
--ККМ(PFC) - допа в инверторе, стабилизирующая выходные характеристики при изменении напряжения питающей сети. Ни разу не панацея, но позволяет. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов.
--Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать.
Общее по внутренностям инвертора.
Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь.
Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах.
Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. 2 банки - плохой, негодный инвертор.
Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит.
Существует несколько выходных схем:
-Полумост.
-"Косой" мост.
-Полный мост.
Я не рассматриваю наличие/отсутствие дисплея/показомера, это дело вкуса.
В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить.
В случае покупки комбинированного TIG-MMA(аргон-ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя.
Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую наличествует перекос в качестве одной из функций.
И давйте-таки сравнение устроим в Обзорах. А это прикрепить.
-
2
-
-
Вечером домой, на восьмой этаж. Жена, ужин, телевизор. И так всю жизнь. И таких сварщиков большинство
Да, у нас гораздо легче, а когда сформировали еще один участок и отдали им дальний угол с трубами в решето, то вообще неплохо. И на работе мы пользуем трансы, выпрямители, генераторы и инверторы, когда что есть.
Вы обрисовали один из крайних случаев, где реальным выходом будет не мучительная регистрация для спросить, а поиск(опять этот поиск!) информации по _существующим_каналам, будь то ВК с ютубкой, или знакомый шибко умный, он-то знает, или мужики на работе подскажут.
Засилие мобильных гаджетов породило еще более сильную боязнь интернета, чем просто наличие этого страшного компьютера с вирусами, который следит. Чеовек на полном серьезе считает, что купив смарт и воткнув в него(если вендор заботливо не предустановил) клиент ВК, ОК, AliExpress и проигрыватель ютюба, он видит интернет. Через какое-то время он начинает ощущать явный дискомфорт, когда нужная информация в наличии лишь вне привычных приложений. Это плохо.
Он когда начал писать по своей специальности, то нас он никуда не посылал.Полагаю, потом никто не спрашивал по нескольку раз в неделю, не желая листать с начала, сколько спирта должно стоять в аптечке у мастеров. Вы путаете единичный случай развернутого ответа и множественные запросы по одной теме.
Должны быть некие общие рекомендации, касающиеся всего класса сварочных инверторов, а не конкретных моделей. Как то: прикидки веса к заявленным амперам, комплектация, назначение органов управления, при возможности заглянуть внутрь - что и как может/должно быть. И на постоянку в шапке.
-
1
-
-
Вот к примеру придёт дядька, который всю жизнь проработал на производстве сварщиком
Полагаю, у него уже есть сварочник. И опыт.
А вот у нас на форуме есть профессиональный врач. Вы его знаете? Он в основном читает, но когда он потребовался, то вдруг начал писать, и много пользы принёс.Правильно, он читает.
привлечь производителейЭто было бы здорово.
любые тесты - субъективныТак и должно быть. И оценки будут от "сваривает/не сваривает" до "жестковатая/мягковатая дуга".
Среди дешевых полюбому победят аппараты массовой продажиПросто на них будет больше обзоров/каментов, что однозначно определит выбор для любителя по-быстрому.

Одной темой не обойтись, лучше пусть будет раздел, в котором как минимум топик - бренд, лучше топик - модель.
-
1
-
-
зачем постить пустые сообщения?
Мой пост целиком по теме данного топика, "Как помочь выбрать инвертор", но я разверну.
Человек забегает на форум и спрашивает, что лучше, А или Б. В большинстве это бюджетные сварочные инверторы марки Дуб-250, поэтому ответ "Любой" вполне подходит, но вы рекомендуете индивидуальный подход, чтобы не спугнуть свежую кровь. Так вот эта "свежая кровь" впоследствии перерастет в специалиста с никакой вероятностью, он не намерен учиться, прихватки-насёры, просаженная сеть дешевый удлинитель, ржавые заготовки - его удел. Не проще ли ньюфага сразу закидывать в Обзоры, где он до кучи и теории нахватается, чем повышать PR этого форума записями-мотыльками? Причем если в Выборе полуавтоматов, управление которыми многие(из моих знакомых) считают более простым, описываются нюансы, то для ручника достаточно сказать: этот зашибись варит! бери его. Сам настрой топика о выборе инвертора MMA снижает уровень вхождения до детского сада с большими картинками.
-
2
-
-
сюда начнут постить вопросы по выбору инвертора
Не закреплено, не найдут.
полезна почитать тем кто выбираетВы, полагаю, это( http://websvarka.ru/talk/topic/9167-pomogite-vybrat-invertor/page-57?do=findComment&comment=326017) уже видели. Будет ли он читать? Может все упростить до закрепленного топика под большим замком с названием "Выбор Первого Инвертира" и одним псто "Любой"? Ну или "42" для эстетов. Ведь выбирают не под нужды, а "мощьнее" и, таскзать, занедорого.
PS Топики про выбор ПА(даже обзор Aurora Polo) и аргонника почему-то более информативны, а "начинающий профессионал" за неосведомленность и размытые вопросы _может_получить нелестный камент. То есть ручник это низкий уровень и вообще любой сходу может?
-
речь идет об элементной базе
Я вам намекну: топик называется "Помогите выбрать инвертор", и многие рвутся сюда не посмотреть принципиальную схему Русэлком Мастер200(Э), а чтобы им дали Ответ на главный вопрос жизни, вселенной и всего такого - самый лучший сварочный инвертор.
Как следствие, сколь долго этот топик бы ни просуществовал, эффективность его будет всегда крайне низкой.
-
1
-
-
Чем инверторы ценою в 5-6 тыс. разных названий принципиально отличаются друг от друга?
Правильно, принципиально ничем.
Как следствие, при наличии хорошей системы отзывов и рейтингов этот топик оказался бы ненужен.
-
1
-
-
2ALL
Так что же советовать страждущим, EWM/Growers/Aurora/Neon/Redbo/Термит/Ударник/Вихрь/Patriot? Или проще: любой? Большинству ведь без разницы все эти объяснения, главное носом ткнуть.
-
1
-
-
один и тот же аппарат
Не редкость. "Линейка инверторов", "младшая модель"... Обычно оне палятся именно на таких словесных оборотах, прикрывая задницу(чем себя и выдают) падением ПВ с увеличением максимального тока(разница А<->Б<->В обычно не превышает 30А).
-
1
-
-
рейтинг китайских заводов
Запутаются. Вендора лучше указывать в параметрах.
Из последнего: "От создателей Матрицы!.."
-
Кратон WI-130 Компакт, 130А макс. заявленный, 100А 100%, GYS -евая компоновка, 100В ХХ, заявлены все плюшки, жрет основу и рутил, комплектация "купил и работай". Уехал к племяннику через пару лет живым и здоровым.
-
1
-
-
Проще, понимаешь.
Если позволите, останусь при своих, а вдобавок накину оффтопа:
Ко мне часто обращаются насчет смартов и компов, задают дурные вопросы и ждут неминуемого положительного дешевого понятного решения. Я их обычно в этом разочаровываю, развожу бодягу, начинаю лечить, решаю проблему и остаюсь с клеймом "чудака". Те, кого я приучил думать, обращаются гораздо реже, монитор процессором не называют, не ставят ноут на одеяло и старательно записывают код ошибки. Так вот те, кому охота по-простому, они так и будут надеяться на дядю, который быстро и дешево все сделает.
Когда я выбирал первый сварочник, то пошел на Я.Маркет, там посмотрел по цене и отзывам, выбранные модели отслеживал через любимый Гугль(на правах рекламы) на предмет видео, каментов и фото нутрянки, что и сформировало решение. Для большинства вопрошающих 150А это мало, надо большее, они покупают "2кг/200А", либо мультик, который пользуют в одном режиме, и никто из них не желает разбираться ни в чем. Совет? "В ближайший лабаз!"
-
3
-
-
к реальности почти не имеет отношения
Наличие хоть какого-нибудь подобия системы значительно упростило бы сбор статистики по брендам и моделям. Поскольку мало у кого есть ЛАТРы и термокамеры с осциллографами, то даже субъективная оценка, подкрепленная фото, будет смотреться на отлично. Разумеется, отструктуренная.
С другой стороны, если человек, взрослый, вроде даже с мозгами, регистрируется для спросить, то у него явно проблемы с мышлением, и никакой навороченный поиск тут не поможет, и проще оставить по-старому. Да, тут все логично, опыт пользователей превращается в фигульку между пальцев, которая теряется в сотнях подобных, когда появляется нечто, к чему дОлжно проникнуться толерастией на все 100%, и начинает ломиться с ноги в закрытую дверь, не вдупляя повернуть ручку.
-
3
-
-
Если причесать http://websvarka.ru/talk/forum/49-obzory-testy-i-otzyvy/,а именно ввести для каждого бренда свой каталог, то будет немного веселее, отзывы в таком случАе могут жить в хедере этого топика как ссылка на опрос(просто +/- без каментов, которые раскрываются в Обзорах). Ценами рулят Я.Маркет и прочие агрегаторы с магазинами, что сузит ответ до "нажми Home". Ну а в Обзорах придется закрепить еще топик по типу http://4pda.ru/forum/index.php?showtopic=112220 , где Бренд -> Модель -> Ссылки на обзоры.
Вся эта прекрасная картина может ненароком принять вот такой вид: http://www.id4.ru/top/?r=svarka, где главенствует самый дешевый/распространенный, а не хороший, годный аппарат.
-
1
-
Обзор инверторных источников
в Советы в выборе
Опубликовано · Изменено пользователем midtower
TIG/WIG
E
EWM Pico 162 (Lift TIG DC) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-2?p=329209&do=findComment&comment=329209
Elitech АИС 200АДИ AC/DC - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=364374&do=findComment&comment=364374
F
Fronius TransSteel 2200 - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-2?do=findComment&comment=355977
G
Grovers MMA-200G Professional(Lift TIG) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=395388&do=findComment&comment=395388
R
Redbo Intec-165S (Lift TIG DC) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328037&do=findComment&comment=328037
S
Start 200 AC/DC TIG - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=370571&do=findComment&comment=370571
К
Кедр TIG200 PN(DC Pulse, HF) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-3?p=343681&do=findComment&comment=343681
П
Патон ВДИ-200P (Lift TIG DC) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-2?p=329368&do=findComment&comment=329368
Патон МФИ-250P (TIG DC Pulse) - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=362427&do=findComment&comment=362427
ПТК 200P AC/DC D92 - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=395864&do=findComment&comment=395864
С
Сварог Real TIG-200 (W223) TIG DC HF - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-3?p=356331&do=findComment&comment=356331
Ф
Форсаж 315 AC/DC - http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-4?p=364374&do=findComment&comment=364374