

spin
-
Постов
68 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные spin
-
-
Листовая сталь HRC >35. Ну, например , стали типа Х12. Только не понимаю, зачем вам такие сложности, для фасонного инструмента? Обязательно нужна нержавейка?
Буржуины получают высокую твёрдость у нержавейки поверхностным упрочнением или деформированием. Да можно у стали 316L получить твёрдость повыше, но я, предполагаю, что эти технологические способы вам недоступны, а простой закалкой вы этого не добьётесь.
А почему не взять что то попроще: 8Х6НФТ, или Р6М5, или 9ХФМ.
Нержавейка по причине корозестойкости, влажная щелочная среда.
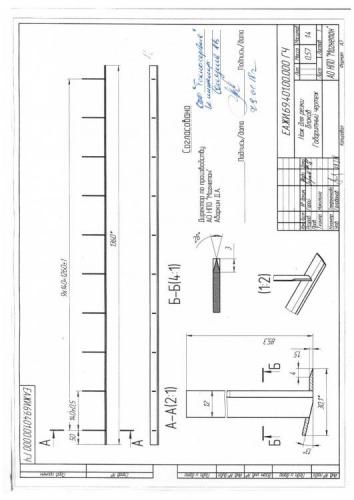
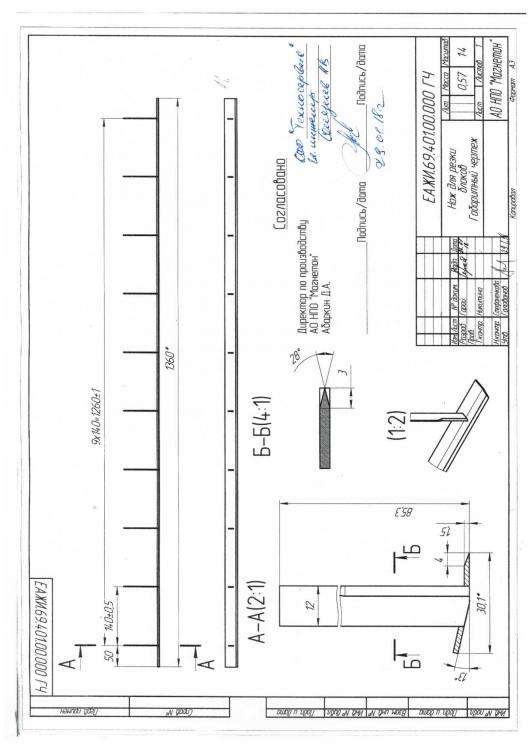
Это самая простая форма ножа.

-
Надо понимать задачи, чтобы рекомендовать выбор стали. Есть в природе холоднодеформированная сталь 316L, уплотняется прессованием до 36 единиц по Роквеллу. Можно получить данную твердость термообработкой. А есть нержавеющие стали типа 30Х13, 40Х13, которые без ТО имеют твердость больше 40.
40х13 без закалки довольно мягкая.
Полоску 20мм шириной и 1.5мм толщиной спокойно гну.
-
@spin, первый раз такую маркировку вижу. Вы подскажите, где и для чего применяется, может что и найдём.
Ну как сказать, это не маркировка а один из параметров 35 единиц твердости.
Буржуи применяют данную сталь для изготовления фасонных ножей.
Пробовал делать фасонные ножи из 40х13 но при закалке их заворачивает в дулю.
-
Доброго времени суток Всем!
Не знаю куда закинуть тему, решил здесь.
Вопрос по существу, нужна листовая нержа 35 rhc.
Подскажите с маркой всю голову уже сломал,
-
На пайку данный конструктив уже пробовал собирать, рвет надо что-то думать как варить.
А высылать всех нах не получится это мой геморрой.Тот сборочный чертёж который выставил на показ с пазами под стойки, новые ножи пришли без пазов так что веселухи прибавилось
-
@spin,а где на чертеже сварка с указанием нормативки?
В том то и дело, больше ни чего нэт

-
Доброго дня!
Прошу совета, стоит задача изготовить изделие из 40Х13.
Чем лучше сварить, может есть какие тонкости премудрости?
-
Долго с ней работаете? Я к вопросу о надежности?
Пол года, полёт нормальный.
-
 1
1
-
-
Ребят работает кто-то с гибким гусаком горелки? Как оно , стоит ли заморачиваться?
Да пользую во такую, очень удобно, единственный минус несколько большеватое расстояние от ручки до сопла.
http://atex39.ru/upload/resize_cache/iblock/1ff/340_340_140cd750bba9870f18aada2478b24840a/1ffa4e7e2bd0841d9530b8cfeed5d576.jpgSupergrip Euro SGT-225 Flex
-
1
-
-
У нас выгорала интерфейсная плата связи драйверов по причине хренового заземления .
-
1
-
-
С фото сейчас проблемно, они постоянно в работе, а там горячо аж жуть.
Да повреждения только в низу, остальное нормально.
-
Колеса тележек стоят на рельсах, а насчет капель выпадения интересно, нужно завтра прочертить расположение тележек ....
-
@SergDemin, В автоклав на тележках закатывается газоселикатный блок (кирпич) и в течении десяти часов пропаривается острым паром, в следствии чего образуется конденсат (слабо щелочная среда) который стекает в дренаж, вот именно там где стекает конденсат и образовались язвы.


-
1
-
-
Вы имеете в виду опоры внутри автоклава? Если да, тогда всё понятно.
Нет опоры установлены по наружной поверхности.
-
@ЛехаКолыма, Огромное спасибо!
Тут другой момент рассмотреть надо - повреждения равномерно по поверхности распределены или локально? Если локально, касалось ли что нибудь стенок в этих местах? Если да, то что?Наибольшая локализация повреждений в местах приварки опор.
-
По какому руководящем документу будите выполнять сварку?
Не очень понял вопрос, производитель технично открестился от этой проблемы, типа у вас первых такое электрохимическое повреждение, вот и мыкаемся как слепые котята.
Хотя может так и есть, предприятие находится в непосредственной близости от генерирующей станции в окружении высоковольтных линий.
Температура в автоклаве 120-135 градусов давление до 14,5атмосфер. среда слабо щелочная .
-
Все емкости под давлением имеют свой срок службы и при всех продлениях этого срока с испытаниями тоже ограничен т.е. коррозией, кроме коррозии есть еще усталость
Доброе утро.
Согласно паспортным данным наработка на отказ 5000 циклов, сейчас 2300 так что по сроку службы им пахать и пахать.
По результатам обследования присутствуют только очаги электрохимической коррозии, других дефектов не обнаружено.
А Вы что, надеятесь полуавтоматом за один проход 12 - 15 мм наплавить? Не вариант. Если уж Вы на эту затею решитесь, Вам надо выбирать не самый быстрый способ, а тот, который наилучшие механические характеристики шва обеспечит. А это либо штучный электрод либо порошковая проволока.Про однопроходное наплавленные даже речи быть не может, тоже склоняюсь к порошковой проволоке.
@ЛехаКолыма, Огромное спасибо за рекомендации и ссылки на нормативные документы, буду изучать.
Наткнулся на инструкцию по ремонту автоклава изготовленного из ХН78Т (ЭИ435) в ней заложено выполнение работ электродом ОЗЛ-25Б с межслойной поковкой шва.
Вопрос, необходима ли поковка в моём случае?
Про такие в данной отрасли производств даже не слышал.Я бы над двухслойной конструкцией задумался, с внутренней рубашкой из нержи. Вечный будет.-
1
-
-
Что Вы собираетесь делать, эти "язвы " заплавлять? Так это практически дохлый номер. Надо всё вычищать до чистого металла, а это не известно сколько. Да и наверняка под приличным давлением работает. Почему не штучный электрод, туда пожалуй LB 52 подошли? Насчёт ПА, не знаю. Вроде обычная по составу подходит, но по механическим свойствам шва, может @ЛехаКолыма подскажет.
Да повреждения до чистого метала выгрызаться, перед этим все внутреннее пространство автоклава будет обрабатываться химией для удаления ржавчины и кальциевых отложений. Штучный электрод хорошо но очень долго, длинна автоклава 42 метра и в один проход повреждение закрыть не выйдет.
Вот и мучаюсь в думках чем работать, 08г2с или порошковой.
с такой ржавчиной самое правильное решение.
Стоимость нового почти миллион евро а их четыре плюс доставка демонтаж монтаж, это сразу поставит крест на предприятии.
После выполнения работ обязательно будет ультразвук, гидравлические испытания итд.
-
Доброго дня!
Возникла необходимость произвести ремонт сосуда (промышленный автоклав).
Обратился к производителю (Германия) за рекомендацией по ремонту , получил ответ на свалку и к нам за новым.
Для нас это не приемлемо, стоимость как три чугунные моста.
Характер повреждений: коррозионное повреждение внутренней поверхности, "язвы" до 10 мм глубиной.
Есть паспорт на сосуд, там указанна сварка под флюсом или покрытый электрод что тоже не приемлемо, нужна проволока под полуавтомат.
Любые рекомендации по выполнению сварочных работ крайне приветствуются.
-
Работаю на данном аппарате больше года, проблем с набросом тока не было не разу, были проблемы с подсосом воздуха в горелке, но это другая песня.
Единственная проблема, не много не стабильна дуга на малых токах 10-15 ампер при просадке сетевого напяжения ниже 190 вольт.
-
1
-
-
По хвостику на горелке не совсем понял, это больше получается как боковая штора
-
Пульсом пользуюсь потому что он есть но для глаз конечно очень тяжело, но вроде как на тонком металле лучше. Я новичок в этом деле пробы ошибки, в линейном режиме мне больше нравится работать .
В течение месяца не получилось поварить .Теперь всё как заново всё с нуля.
-
2
-
-
Верхняя крышка 2 мм боковые стенки 1,5. Быстрее гнать не получается не переправляется или току навалить ещё?
-
Доброго дня Всем.
Уже не знаю что делать , но явно что то делаю не так, угловой шов не могу сделать красивым .
Теперь по режимам сварки: электрод 1.6 газ линза №6 ,пиковый ток 110 а 80м/с, базовый 20а 200м/с, скорость сварки 14-15 см в минуту, расход газа 12л/м.
Что делаю не так?



Скорая техническая помощь, вопрос-ответ.
в Скорая техническая помощь
Опубликовано
Даже не знаю какие данные дать, эти ножи режут пазы в газосиликатном блоке,в полу сыром состоянии, простому пенобетон, материал абразивный.