ALEX47
-
Постов
275 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ALEX47
-
Колебания вперед назад можно в корневых использовать.Лучше и правильно вообще без колебаний.Наплывы получаются когда неверный режим или скорость сварки.Что бы не было наплывов дугой вперед да и правильно это ,единственный минус это кол-во проходов возрастет зато шов будет очень прочный и эластичный.
-
Режимы в корне не верны.Судя по швам току очень мало вследствие этого передерживаете и швы рыхлые и я на 100% уверен что был желтый налет ,а это перегрев.Не любит порошок не правильный режим .При правильном режиме капля отделения шлака очень мелкая а основной метал как будто иголка.
-
А в чем могут быть проблемы с ГАИ?Обычная бдф площадка с установленным на не оборудованием к прицепу она имеет такое же отношение как контейнер.
-
Продолжается работа над проектом (М-2)







- 1 853 ответа
-
- 25
-

-
капли это не от аппарата.если сварщик нормальный то и аппарат работает правильно. У меня без брызг варит фотки может позже сделаю сейчас стоит не подключен,другим пользуюсь.
- 61 ответ
-
- 1
-
-
Ой что вы темните. не то цитировал.
-
S690 так сказать мех.свойства .а DOMEX так сказать торговая марка - производитель.так кто же производитель ваших труб. Мне до европы 15 минут ехать и тропы на топтаны.
-
У меня есть трубы и из DOMEX 500 700 и 10хснд. А вот S690 мне не о чем не говорит.
-
Это WeldeX? проволока KISWE K-71TLF


-
Так порошком гораздо лучше получается DOMEX 500 проволока 1,2 порошок СО 2 .Что за марка стали?
-
Мне то же очень бы хотелось. по теме. вчера был разгрузочный день. Там где он и должен быть. Рабочие органы, и некоторые отверстия под пальцы. Вот мне интересно где в сельскохозяйственной технике можно применять хардокс (Сталь которая годится только для ковшей и кузовов так как она только износостойкая )





-
Эта деталь вот от этого комплекса. Стоимостью 1 250 000 евро. И где у нас в черповце производят хордокс?И дайте конкретны марки стали которые используете именно вы.И где вы применяете хордокс? Максимум что они производят О9г2с. А связь здесь прямая Вы сделали упор на красоту а не на качество сварного соединения, а я вам показал что происходит с соединениями с критериями как у вас (красота.)




-
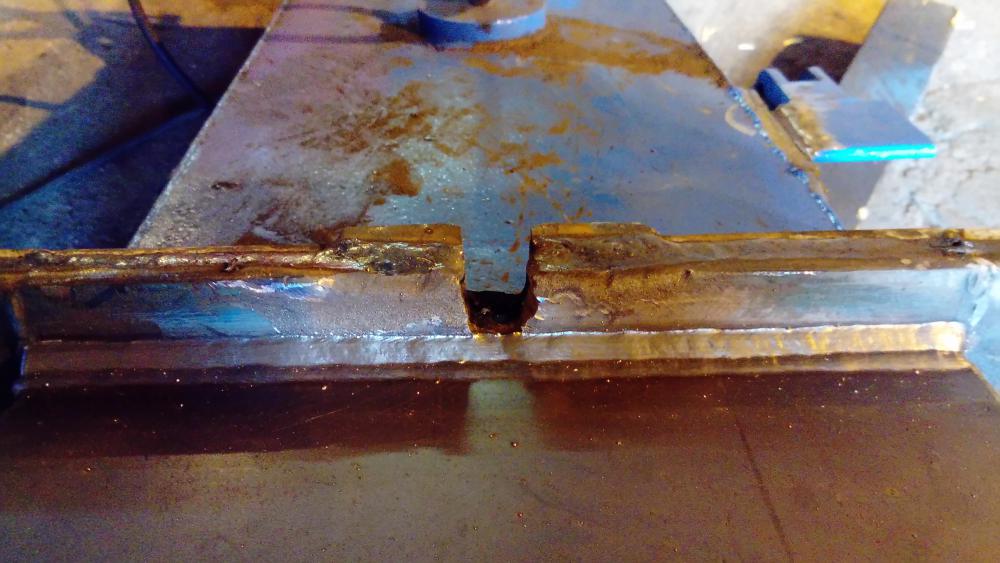
Когда вы будете ремонтировать оборудование стоимостью 1 250 000 евро тогда поговорим. А вот что потом бывает на мести красивых шовчиков. Да и как может быть один проход на такой толщине как у вас ,Какой металл для производства вы используете?






-
Я не говорю про горбатые швы и прочие. На п а. Получить шов как в музее можно, но опять же это не шов 100мм а экспонат. А так обычные ровные швы.

-
Мы не спорим, мы разговаривает про качество продукции. А пока, судя по всем,у качество-не ахти.
-
вот это правильно. Красота в швах это вторично для полной картины теста ещё и в минус 30.
-
А с ней не надо играться ,работать надо и прежде всего над собою.100 мм это не швы, а музейные экспонаты.От проволоки не зависит красота шва да и швы не для красоты!
-
Продолжается работа над проектом (М-2)








- 1 853 ответа
-
- 24
-
-
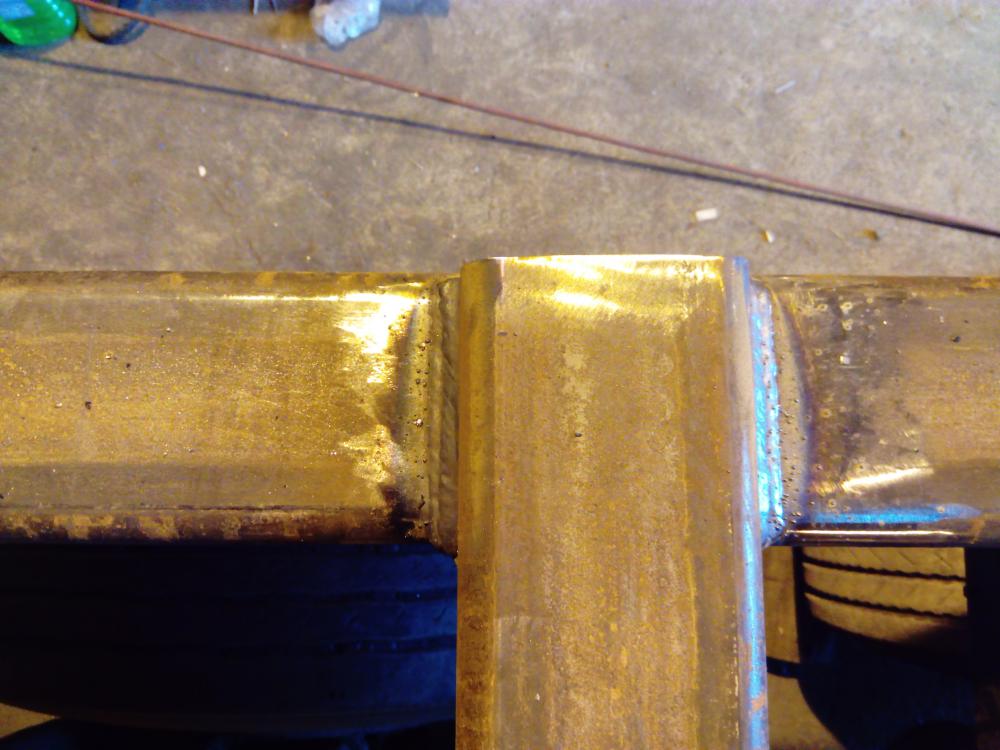
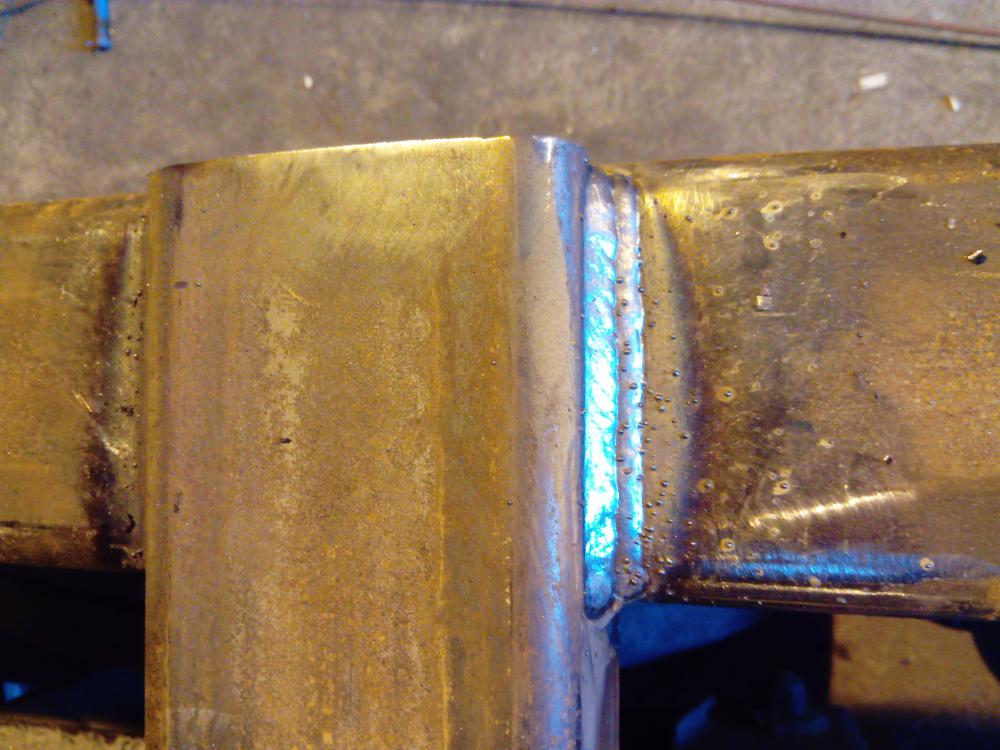
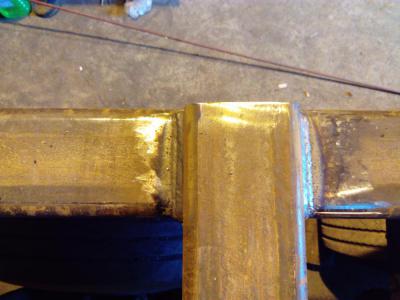
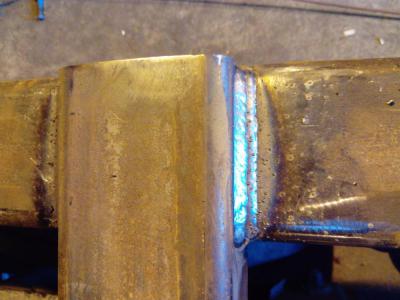
суть в том что шов получается не окислившейся ,а если все подготовить то и форма шва. то что на фото это обратный шов ток 250 А.
-
Продолжаем работу.




- 1 853 ответа
-
- 18
-
-
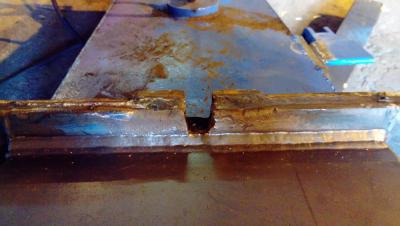
Всех приветствую.Подвернулась случайно возможность показать для чего нужна порошковая поволока (обратное формирование шва) и ее преимущества перед сплошной.Бойцы мои пилили пилили да что то пошло не так.И итог тавровое соединение вертикал толщина 6 зазор 5 мм ничего не готовил как было так и заварил.





- 49 ответов
-
- 6
-
-
- полуавтомат
- инвертор
- (и ещё 2 )
-
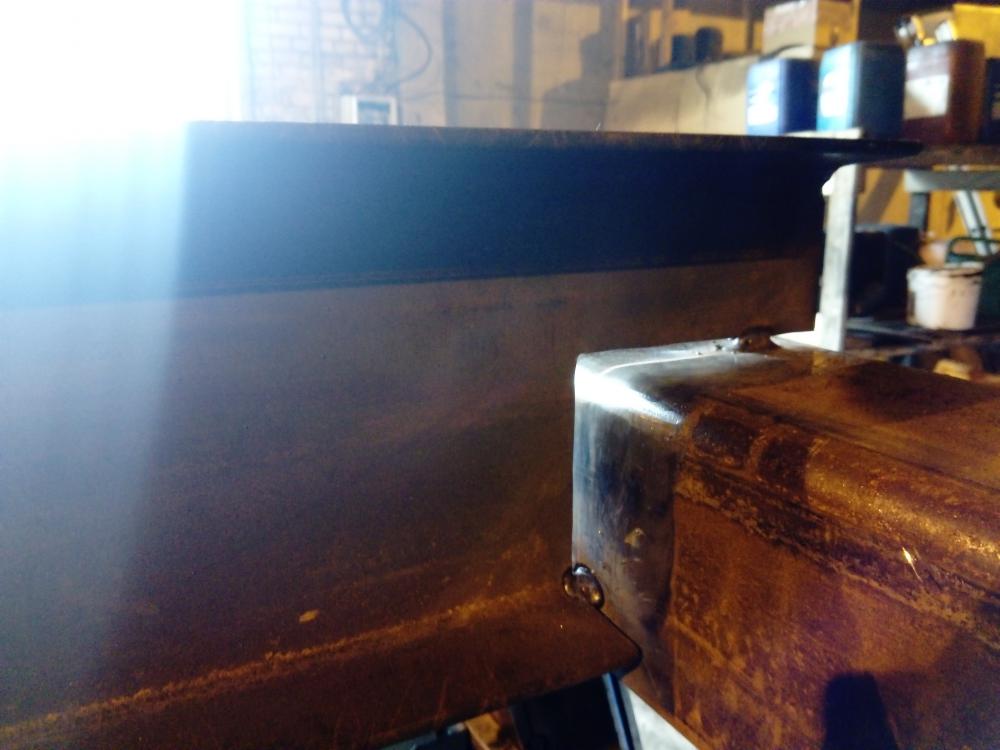
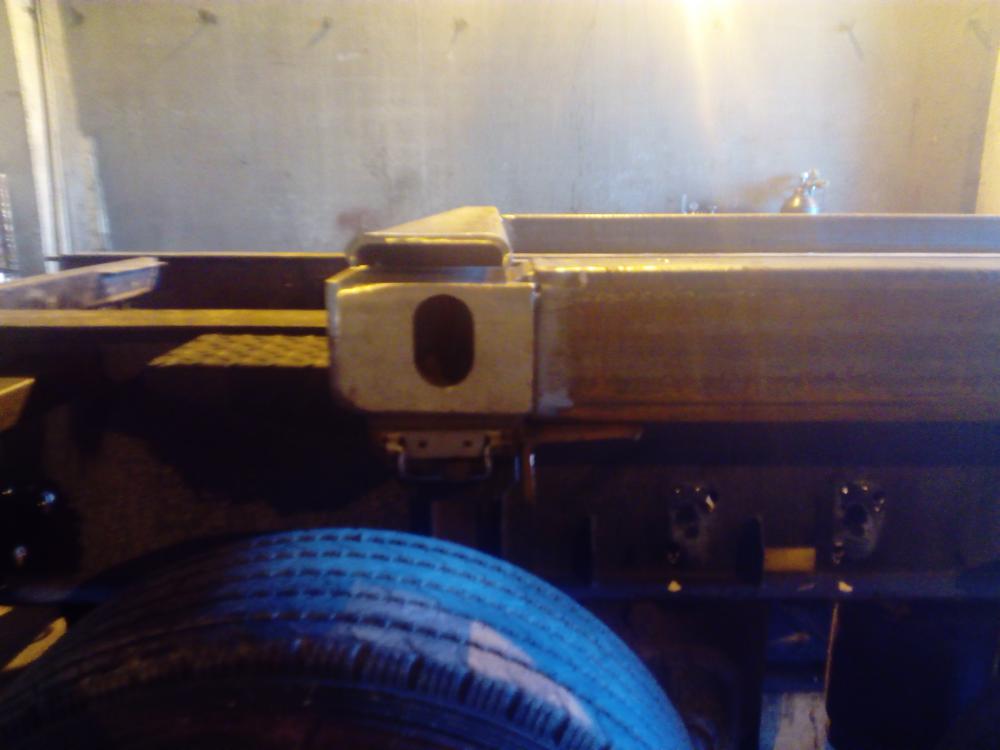
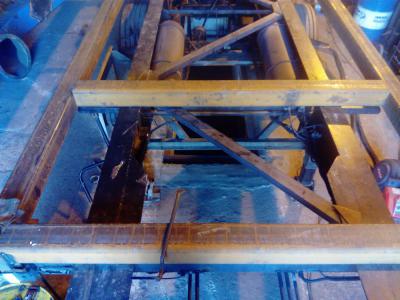
Продолжается работа над проектом (М-2) .Подоспел прицеп с Голландии .Идет сборка подрамника (БДФ). Материал труба 140х140х10 10ХСНД.










- 1 853 ответа
-
- 34
-
-
Я могу вас уверить в том что в ручном режиме это не пройдёт, да и расход воздуха будет ого го, да и строжка обычно используется в таких условиях что плазменным резаком там не поорудуешь. Да и какую же сцецодежду иметь нужно?
-
Можно конечно, но затраты на оборудование будут на много больше чем на ВДС.
-
Всех приветствую.Из личного опыта компрессор минимум 500л (по нагнетанию т.е. на выходе) ресивер литров 400.аппарат 500 А не меньше.У меня компрессор 1100л и не скажу что его хватает с излишком ,во время строжки он практически не выключается .Вадим прав для электрода 8 минимум 350 А.