
dr Zoidberg
-
Постов
80 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные dr Zoidberg
-
-
Сегодня только прочитал тему. Сразу хотел совет дать, но прочитав до конца - не вижу смысла. Просто разжую уже описаные.
1 - кастолин и газовая горелка. Если ваш 200А сундук не может справиться с толщиной в 12мм на крышке бачка - то горелку можете и не распаковывать. Берите сразу резак. Как бы это не звучало, но факт. И не забывайте, что рядом с толщиной в 12мм на бачке есть сота со стенкой в 1,5мм. Если со сваркой знакомы давно, думаю будет понятно где будет перегрев, а где прогретт не сможете. Этот вариант отмел бы сразу в вашем случае.
2 - вырезать соты снаружи и глушить. Вариант хороший в том случае, когда мы без проблем сможете залезть соплом минимум до середины. Вырезаете частично соту и убираете гармошки полностью до соседних сот. Вычишаете доску от окислов от соты до соты. Причем необходимо очистить именно полностью не оставляя ничего. Я предпочитаю делать это мелким шабером из надфиля. Далее ставим ток побольше и на короткой дуге завариваем. Если скачет дуга - либо плохо зачищено либо слабый ток.
3 - разрезать бачки и заглушить из нутри. Самый элементарный способ. Вырезаете ровно столько, сколько необходимо для свободного маневра, зачищаете и на приличных токах глушите. Предполагаю что толщина доски около 5мм и ваш 200А аппарат справится без проблем. Латку на бачке разделываете, ставите пару прихваток, пусть даже и холодных, а дальше прогрев резаком и заварка.
Но я понимаю что вы решили прийти к результату опытным путем. Пробуйте! И держите в курсе дел. Очень интересно как именно победите этот радиатор.
Аллилуйя.Я знал.Я верил.Ну вот-же, есть на этом Свете, Люди адекватные.Человек сразу вкурил проблему. Понял про разность толщин/температур. Про разность распределения/вложения тепла.Про 12 мм и 0,5 мм.Я верил, что, есть на этом Свете, Люди адекватные.Человек сразу вкурил проблему.Понял про разность толщин.Про границу температур.Про разность распределения тепла.Про Энтальпию.Про 12 мм и 0,5 мм.А технология Nocolok знакома?Вышли мне свой #bitcoin-кошелёк.Я тебе Миллион биткоинов перечислю (когда заработаю).(пусть завидуют)(пока нету)
-
@Serj55441, лучше паять , но требуется навык и наличие припоев с оборудованием. Если собираетесь глушить , то лучше с внутренней стороны .
ВОТ! Спасибо, совет здравый.
А паять-то я обожаю. Хлебом не корми.
Меди и сплавов её, я перепаял за свою жизнь, даже не вагон, а состав вагонов. Состав длинною с БАМ. Не скромно, но правда.
Мы одни из первых, кто притащили в Россию технологию пайки «SANHA RefHP», ещё в 90-ых годах. А потом потом понеслось.

-
за себя надо причитать и ерничество ваше опыта не добавит а наоборот желание в подсказках под убавит, варитесь в своих молитвах дальше.
(да нЕбыло тут, ни ёрничества, ни причитаний, ни молитв. (я Атеист).
Это был Стёб!!!.
А опыта мне и так хватает. 25 лет за плечами.
И "Гражданскую Авиацию" прошёл, и "РоссАтом", и комбинат ФГУП "Маяк". Завод №20 (кто знаком п.Татыш). И под R-графию варил. И клеймо своё есть.
С Алюминием вот опыта не набрался. Вот и сунулся сюда за советом) .
А тут дерьма на вентилятор кинули, и полотенца дать забыли.
(Ну, не правильно это, как-то. Не по Людски)
-
 1
1
-
-
Вот. Блть, Братцы - акробаты... "Миротворец".
Ответе на один вопрос!
На хрена была создана эта площадка? А?
На хрена вы создали этот форум?
Что-б помогать себе подобным товарищам. Нет?
Что-б опытом делится. Советами. Идеями. Так? Нет?
а он мне "Пусть помучается!"
Да Спасибо тебе от души!!!
Всё!!!
Тема закрыта.
PS с трёх страниц балагана, кому хочу выразить благодарность, это Kurt1 . Вот кто один дал толковый, дельный совет. Спасибо, от всего сердца!
-
3
-
-
@dr Zoidberg,тест щелочью сделайте и тогда сразу станет понятно с чем имеете дело.https://www.chipmaker.ru/files/file/9650/стр 46.
ЭТОТ радиатор, уже второй по счёту ( в ремонте). Первый (его брат близнец) лопнул в том-же самом месте. Прекрасно заварился прутком 5356. В три прохода. Ни трещин, ни пор. На данный момент находится в работе и чувствует себя прекрасно. Давление масла в нём 8 атм. Менять присадку? Смысл?
Проблема в том, что на ЭТОМ (втором) радиаторе, трещина ушла в соты !!! Вскрывать банку? - вариант отпал. Вырезать соты? - то-же отпал (пока). Сейчас жду CASTOLIN 192 и кислородную горелку.
(Был ещё один экзотический вариант. Отправить его на оборонный завод. У них есть сварочная камера, которая полностью заполняется аргоном. Они так проблему с защитой решили. Титан, Нержу варят. Но как выяснилось, наш радиатор по габаритам в шлюзовую камеру не проходит. )
Про метод определения сплава каустиком, я давно знаю. Старая дедовская школа.
Спасибо огромное всем кто откликнулся. Искренне спасибо.
Но я просил дЕльные советы. По существу, так сказать.
-
@dr Zoidberg,Почему выбор сделан в пользу присадки 5356?Марка сплава радиатора неизвестна? Проверку щелочью делали на наличие кремния и магния?
Потому что прокат. Кремний в литьё добавляют.
-
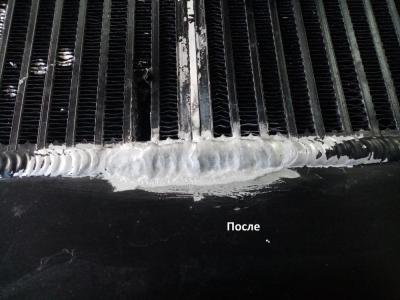
Как бы да если сеть не просажена и амперы не совсем китайские и тем более баланс выкручивал сразу до минимума а разделка как отче наш.... После сварки бочки зачистил будто никто и не варил.
Нашел фотке но не все.
на этом по середине подобная трещина заварил со вскрытием http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20201008_084706_388.jpg
а этот переделывал кастолином от предыдущего сварщика, варил он с наружи и потекла трубка рядом, кастолин спас.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20201002_111726_174.jpg
Господи. Снизойди Благодатью своей на город Великие Луки.Постольку, поскольку там живут сварщики адекватные.Опытом наделённые, и скупостью не обременённые....(Kurt1 благодарю за совет дельный, чувствуется - опыт)Дай вам Бог рубля длинного, серебряного....А. Да!!!
И с 23-им февраля всех!!!!
@dr Zoidberg,День добрый. Какую присадку применяли при сварке? Зачем выставляли вольфрам на 20-30 мм? Есть ли возможность сделать подогрев места сварки?
Добрый!!
Присадка 5356
Вольфрам выставлял, что-бы между сот залезть. предГаз до 5 сек. выставлял.
Всё по -х... Защиты не хватает.
Грел атмосферным пропаном.
Бестолку.
-
1
-
-
Распилить бачок, заглушить с внутренней стороны трубки с утечками. Сделать хорошую разделку на бачках и приварить их на место. Опрессовать .
Красава. Молодец!
Что-ж я об этом раньше не догадался?.
У меня на вооружении 200А. Максимум.
12 мм. Победишь?
-
Сегодня, убил полдня времени на этот гИмор.
Аргона извёл атм 50.
Выставлял вылет вольфрама мм 20-30. Тогда не хватает защиты. Даже в замкнутом пространстве. Менял сопла. Менял линзы. Без линз (на тонких соплах). ПредГаз выставлял до 5 сек. «Хрен об колено»
Иногда дуга зажигается с соседней соты (HF-поджиг). Изолировал соседнюю соту паронитом 1 мм. Помогло. Но общая картина не изменилась.
На коротком вольфраме, ванна образуется зашибись, Но, не хватает вылета, чтоб углубиться внутрь. И балансом играл туда-сюда. Онанизм получается, полный. (О! Артёмку из «Зенита» надо спросить, он точно профи).
Вольфрам перетачивал раз 70-80.
Фрезы Pferd со смазкой – вещь!
Короче: Отсюда нарисовались следующие идеи.
Электрод должен САМ создавать защиту. И электрод должен сам давать присадку, т.е. он должен быть ПЛАВЯЩИМСЯ.
4 вопрос: Кто ни будь, варил алюминий РДС-ом? Т.е. плавящимся, покрытым электродом? Есть у кого такой опыт? Марка электрода? Режимы?
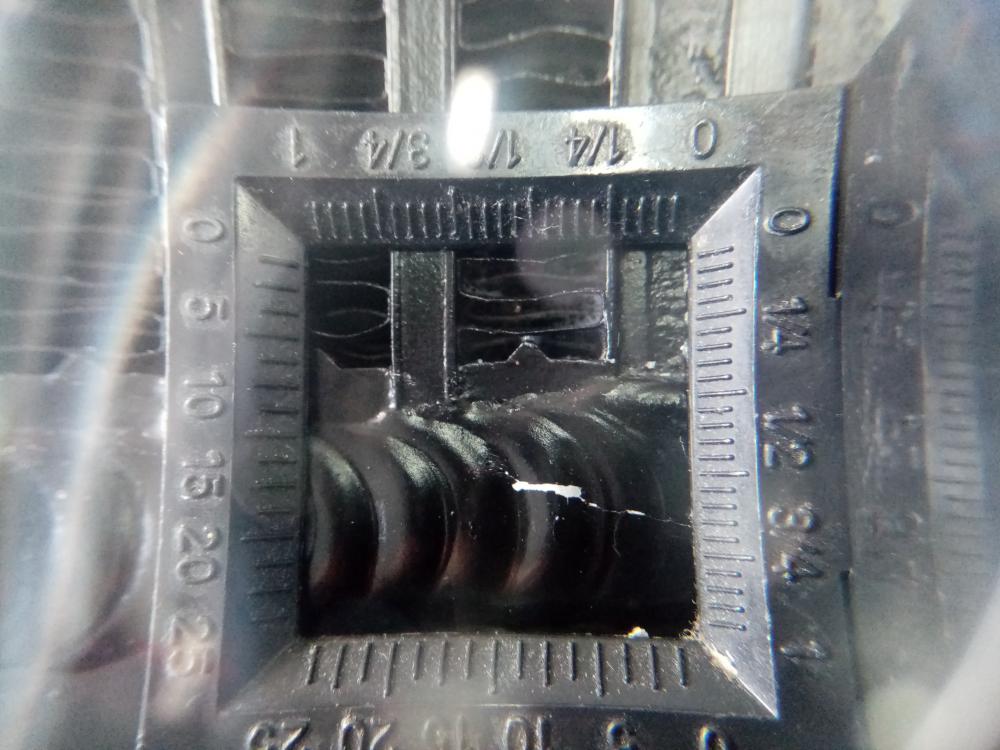
примерОн всё расписал а нужного размера нет, спросим по другому - глубина соты какая? Обычно 10 см на таких радиаторах она
Задавайте вопросы, отвечу.
МКС (Модульная Компрессорная Станция) производитель "УралКомпрессорМаш" - гнилая контора. Рекомендовать не буду.
Фамилия радиатора?
ВОТ!
Всё что есть на нём.
-
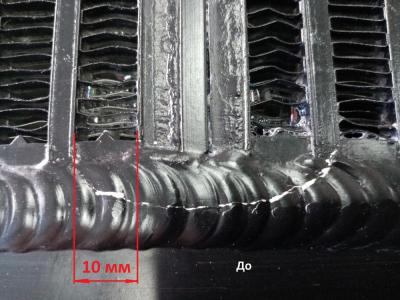
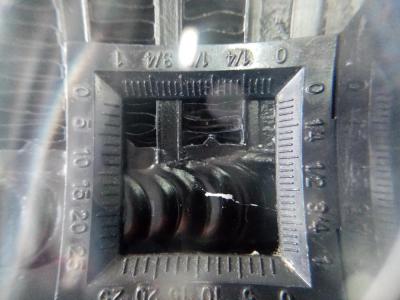
Он всё расписал а нужного размера нет, спросим по другому - глубина соты какая? Обычно 10 см на таких радиаторах она
Не меньше 10 см, точно.
-
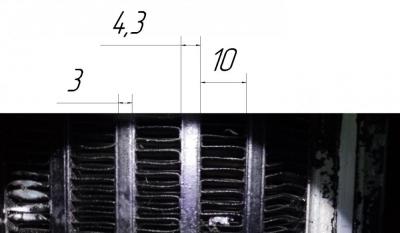
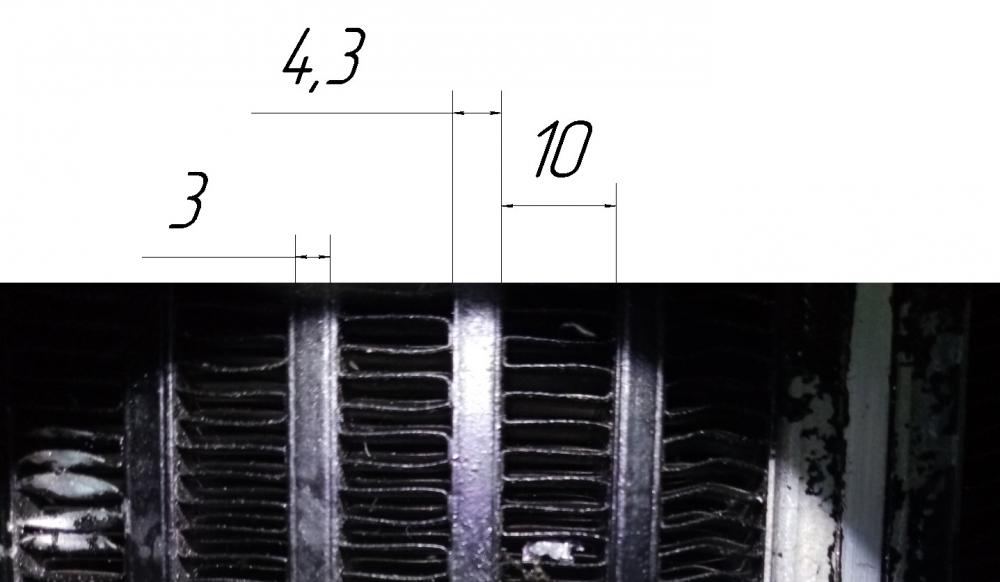
По расчётам, как-то так!
3мм. это расстояние между пластинами соты
-
Ширина соты какая?
@Kurt1,http://radiatorspb.com/o-radiatorakh/post/alyuminiyevyye-radiatory-bruskovogo-tipa-ili-blochnaya-tekhnologiya
У нас называется брусковая технология.Греют в печах спекания для спаивания всего этого пирога.
Вот. Спасибо за дельный ответ. Теперь я узнал про Nocolok.

-
ДрУги!
Нужен совет по ремонту алюминиевого радиатора.
Есть два промышленных компрессора. Два брата-близнеца.
У обоих потекли алюминиевые радиаторы охлаждения масла. Один за другим.
Сам радиатор небольшой, четверо здоровых мужиков затаскивали.
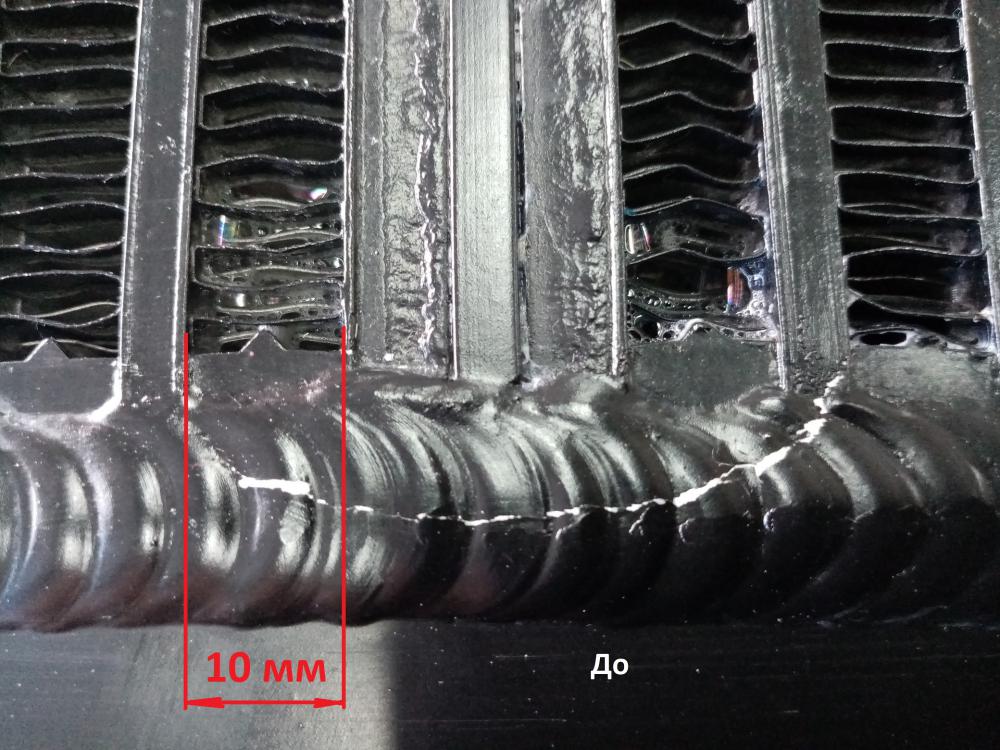
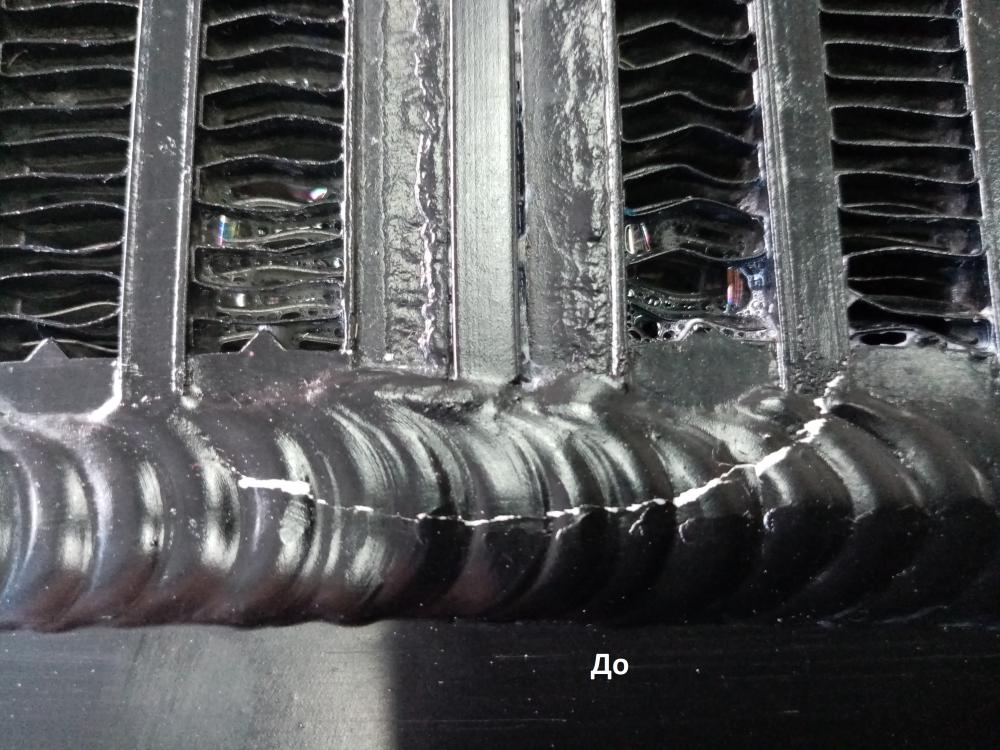
Трещины у обоих в одном и том-же месте. Это сварной шов между банкой и теплообменником (сотами). Толщина стенки банки 12 мм !!!.
Но! Первый брат, операцию перенёс успешно, с первого раза. Сейчас он в работе. И чувствует себя прекрасно.
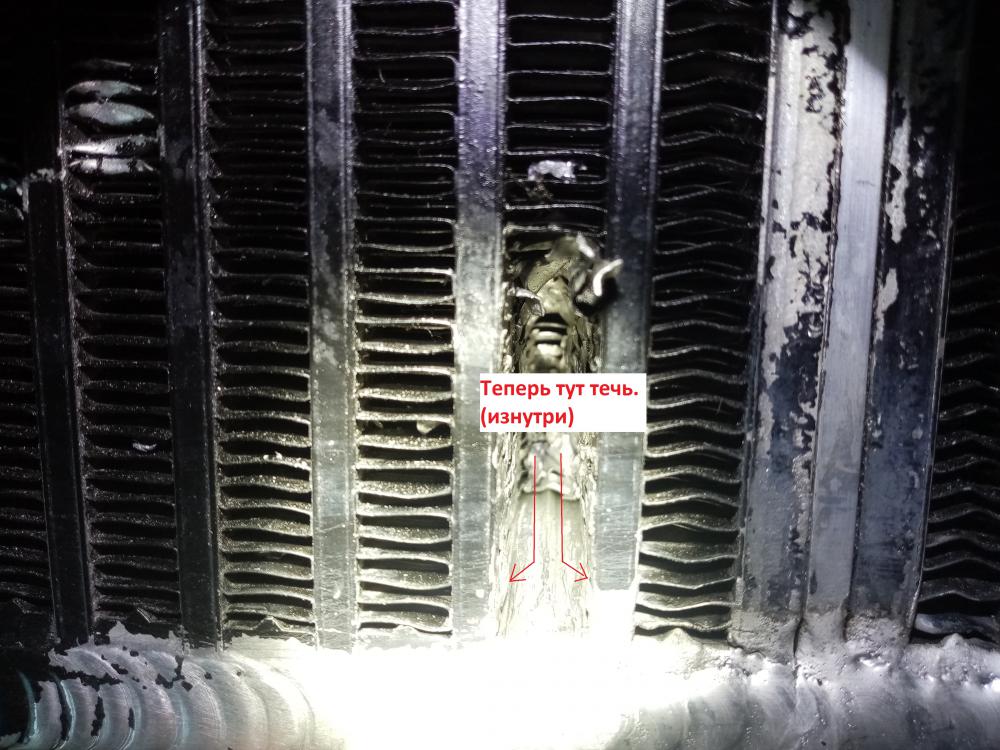
А вот у второго брата, после сварочной операции, трещины пошли внутрь, в соты. А там стенка тонкая и не подлезть.
Рабочее давление масла 8 атм.
-Трещина Обнаружена (воздух 5 атм.)
Видос:
Фоты:





1 вопрос. Что делать дальше? Пытаться варить на длинном вольфраме (15-25 мм)? Или паять припоем CASTOLIN 192?
2 вопрос. Вскрывать банку (стенка 12 мм), и обваривать соты изнутри. Или-же опять CASTOLIN 192 изнутри?
3 вопрос. Может кто сталкивался и знает технологию сборки/изготовления этих сот? Сварка, Пайка, Клей?
Мы связывались поставщиками этих компрессоров. Они не знают. Они сами закупают эти радиаторы у других поставщиков. Единственное что они знают, это то, что изготовитель этих радиаторов греют их в печах при температуре +300`С.
(Может для отпуска металла? А может для полимеризации клея? Может для чего ещё? -Хэ Зэ)
Пожалуйста! Только любые дЕльные мысли, идеи, советы. !!!
Буду Благодарен!
-
@SergDemin,судя по швам проблем вроде как быть быть не должно,не пойму в чем может быть дело,поэтому и спрашиваю.От воды то то точно не могло быть проблем,даже если своим телом заварено,полировка тоже наверное отработана.Может сточили до такой степени,что давление не держит?Кстати может быть,у одного из производителей самогонных аппаратов тоже по баку проблемы были,шов при полировке сточили сильно,со временем протек,хотя в баке давления и нет практически.
А может клиент, просто, на него жопой сел? А?

Мне приносили варить подобное. Сантехник, при монтаже, на него присел. Он и лопнул.
-
2
-
-
Парни работаю на трубе ручная дуговая, средний диаметр 1000, хочу взять маску хамелеон смотрел отечественные бренды но цены слишком разбегаются не знаю какую взять смотрел в сторону китайских, так как у нас на трассе парни работают фоксами и не жалоються, нашел такую маску Сварочный шлем 100*65 мм 1111 4 Датчики шлифовальные DIN 3/4-13 MMA MIG/MAG TIG CE /UL/CSA/как свидетельство Солнечный самозатемняющимися маскиClipboard запросил сертификат на хамелеон продавец отправил сертификат, но я в сомнениях на счёт этого сертифаката,прошу помощь с выбором маски для сварки труб большого диаметра электродом
Ты зачем тут такие вопросы задаешь? а? Что-б получить ответ от грамотных, профессиональных людей. Так? Так... Вот "brat_h" тебе очень правильно ответил. Глаза дОроги - забудь про хамелеоны, тем-более на Ø1000мм.
-
С Праздником коллеги !!!

-
2
-
-
У меня "Форсаж 200AC/DC" уже два года. Полёт нормальный, тьфу тьфу тьфу... Хотя варю сейчас им в основном ММА.
Немец (EWM Tetrix 230 AC/DC) с такими-же характеристиками будет стоить за 250 т.р. И весит немец 20 кг. против 9 кг. форсажа. Побегай с ним на монтаже.
-
3
-
-
Изделие, по ходу, не ответственное, судя по заглушке.
Шов, конечно, отстой. Лигатура выгорела точно.
Стилоскопирование - точно не пройдёт.Для "Колхоза" прокатит.sanec - прав. Защита хреновая.Сообщай о результатах, что получилось.Мне интересно, чем вылечил эту заразу.Я сам эти "грабли" проходил, не раз.Ждём с нетерпением. -
Вот. Спасибо за конструктив.
-
Други! Спасибо за советы!!
Это всё нам известно... или почти всё.
Но, мы с проектировщиками, пришли к такому решению, что мы предоставим им образцы сваренные с подобной пастой (желательно отечественного производства), а потом уже будем другие варианты искать.
Вот поэтому и интересуюсь о подобных пастах, флюсах и тому подобное.
Может кто сталкивался? Может кто название подкинет? Советом поможет?
Заранее благодарен!
-
Господа, я вас приведствую.Вопрос такой:В процессе сварки, с обратной стороны шва лезет геморрой (оксиды) .Замутить поддув возможности нет, т.к. нержавейка листовая.Кто нибудь знаком с такой Америкосовской штукой "Solar Flux - Type B" ???И есть ли отечественный аналог?google-переводчик:Уникальный резервный флюс для сварки нержавеющих сталей и легированных сталей всеми сварочными процессами. Предназначен для защиты задней части сварного шва от воздействия кислорода, рассеивания тепла и оксидов, очистки поверхности металла и предотвращения повторного окисления.• Идеально подходит для трубной и трубной сварки и технического обслуживания• Инертный, не горюч и не взрывоопасен.выглядит так:
Видос тут:
https://www.youtube.com/watch?v=__n5TA2CP3g
-
-
2
-
-
Ну вот!!
Красава.
Сварщики с Урала возрадовались. Привет тебе от них.
Респект и Уважение, от всей души.
Ждём следующих отчетов.
PS Расскажи как глаза вечером, не болят?Чай не прикладываешь?
-
@dr Zoidberg, я бы на вашем месте модераторов не звал, за первое предложение могут пожурить, подправьте пока не поздно.
Знаете, ...как у Пушкина.
"Ты прекрасна, спору нет. Но speedglas-же всё мелее. Всех румяней и белее».
...
Блин, я мозг сломал, какую маску выбрать.!!!
...и Tecman пытался заказать.
В итоге: пришел в выводу, что лучше "тёмнога стекла", лучше нет.
..и при -35° ничего лучше нет.
-
1
-




 Чего я голову ломаю -Что выбрать?
Чего я голову ломаю -Что выбрать?
Сварка алюминиевых радиаторов
в Аргонодуговая сварка — TIG
Опубликовано