Vovka123
-
Постов
735 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Vovka123
-
 Не помогает(((
Не помогает((( -
Про ресанту ничего плохого не скажу, у нас все 220ые. У нас же тут про максимальный ток разговор, да ресанта очень хорошо варит на соответствующем токе. НО НЕ ЖГЕТ!
-
Недавно нужно было сделать отверстия в полке 16 швеллера, именно сваркой, газорезка отменялась. ТСС и Ресанты даже тройкой не смогли прожечь, хотя все аппараты почти новые. Мой же старенький z203 без цифрового амперметра, жарил этот швеллер четверкой. Всего было сделанно 64 отверстия, думал сдохнет аппарат, но нет жив по сей день. потом стали проверять все аппараты в цеху и только мой инвалид выдавал свои заявленные 200 ампер. Помошники в работе. Последствия прожигания отверстий:


-
После работы на ЖБИ, я ненавижу гибочный станок, а также рубку арматуры, вообще арматуру ненавижу.
-
Бывает и так, не спорю. Бытует мнение, что углом назад \_ сильней проплавление. Но для всяких, зазоров, заплавлений итд удобней вести углом вперед _\ . Спорить особо не буду, ВО по технологии сварки не имею, но опыт есть опыт, сожжена уже не одна тонна электродов и проволоки.
-
Зазоры, швы с разделкой, да и так порой в неудобных местах применяю. Трубы в поворотном я так варю например, как бы с вертикала немного, но получается именно углом назад. Вот для примера, да заглушка не по правилам, но швы не текут.

-
Ну надо было написать, что Север у нас особенный=) Знаю всю эту печаль, на вахтах натерпелся в -50 варить.
-
Да у нас так-же, как только холода сразу надо какой-нибудь пандус по месту собирать(хотя можно было и в цеху это делать) или же сварить, что-то обьемное на улице, потому, что оно в ворота не влезет.
-
Везет вам! У нас монтаж в любую погоду идет, хоть -17, хоть - 34. Город у нас такой особенный, сегодня смотрел трансляцию со стройки где я варил каркасы и армопояса, так там бедолаги сварщики сверкают, что-то варят в сварочном посту, а на улице -40.
-
Часто вижу данную фразу, как её понимать?!
-
Литров 600 я думаю, он не вытягивает само помещение, по документам у него 1400 кубов максимум. Но даже в нашей ситуации градусов 60-70 держит, когда постоянно топим. В цеху комфортные +5~. Это "Бренеран", потомок "Булерьяна". 3 зимы уже, в целом довольны, но не хватает его для такого помещения.
-
Правильные оба способа, но для различной толщины металла.
-
Российская федерация, Республика коми, город Сыктывкар, - за бортом -39. Начальство и остальные работники пропало без вести, первые скорей всего где-то на островах греются. Мастер с бригадиром завестись не смогли уже второй день, в итоге цех топлю я, потому что живу близко(2км пешком, потому, что по другому не добраться, всего ничего ведь при -40). Меня не было почти сутки, в котле ещё есть жизнь! Температура в системе около 20 *С, насос на 3 скорости. Вот это чудо пытается обогреть наши 2500м3 цеха=) Топим всем понемногу дрова, уголь, пеллеты.



- 1 853 ответа
-
- 13
-

-
Дома и толстый металл не часто варишь, да и УЗК не светят!=) ПА любит разделку и зазоры.
-
Это бюджетный аппарат как не крути, по поводу удлинителя, попробуйте на нормальной сети и сравните результат.
-
У РДС другая механика формирования шва, тут проблема только в сварщике. Тут уже имхо проблема в аппарате, я когда на своем обе крутилки на максимум ставлю он 16 швеллер с обратным валиком без зазора начинает варить=))))
-
Тут проблема только в настройках, дуга не успевала проплавить из-за слишком большой подачи и низкого вольтажа.
-
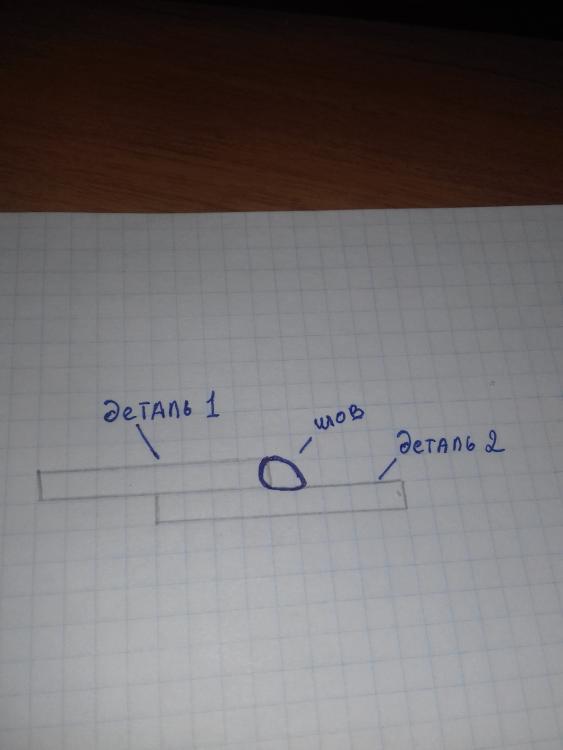
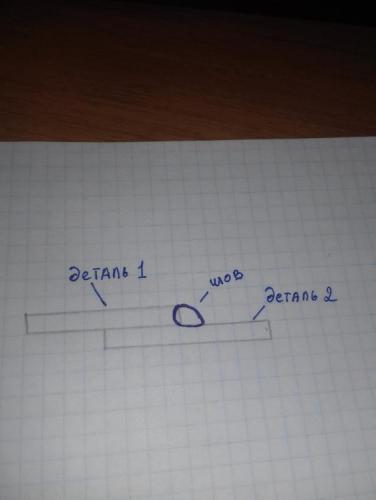
Как праздники закончатся попробую также накосячить и сделать фото отчет, а пока попробую нарисовать: В итоге имеем, визуально красивый шов, но на деле нижний уголок проварен буквально на 0,1 мм(видимого наплыва нет, но и провара тоже).
-
Хотелось бы добавить: Очень важно понять так сказать механику ПА сварки, процесс формирования шва, понимать когда ты проварил, а не просто валик наложил(да да это очень частая ошибка). Я когда только начинал осваивать ПА несколько раз наступил на эти грабли, варил внахлест 2 уголка(по сути угловое соединение), аппарат естественно настроил неправильно, в итоге: визуально шов красивый, идеальный. Но на деле один уголок проварен, а на второй просто произошел наплыв металла и как следствие 5 см шва были отломаны руками без особых усилий.
-
2 одинаковых аппарата, на одинаковых по шкале настройкам могут варить по разному. В таблицах зачастую нет ничего толкового, поэтому я считаю, что метод "научного тыка" - вне конкуренции!=) С этим аппаратом я в основном работаю(Сварог 250), при вольтаже 21 и подаче 8-9, он прожигает лист тройку и уверено проваривает 50 уголок. Аппараты которыми мужики у нас двери варят, на тех же настройках кое как варят профиля 1.5.

-
Ну у меня в цеху кругом Свароги, у них только две крутилки, это вольтаж и подача. Есть еще Fubag, но мне он не нравится. Со сварогами, я сначала выставляю подачу под толщину металла, а потом уже по звуку кручу вольтаж.
-
По звуку и на ходу. Я не шучу, одной рукой горелку держим, второй крутим. В теории чем толще метал, тем больше вольтаж дуги и больше подача.
-
С матами. Я стараюсь даже на выезд брать с собой ПА когда варим конструкции из тонких профилей, ручкой только в крайних случаях варю. Экономия времени и нервов. Я не спорю, варить можно, просто лично меня варить фольгу бесит.
-
1.5 варить РДС очень ювелирная работа, одна ошибка и лист испорчен=)
-
А я и не говорю, что это правильно, но это работает. Ну и я изначально писал про разновидность чугуна, некоторые варятся обычными УОНИ, а другие даже электродами по чугуну не варятся.