

FvS
-
Постов
132 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные FvS
-
-
Здравствуйте.
Есть два аппарата Kemppi evo 200 и evo 180, у обоих одинаковый диагноз - вышел из строя мотор. В сервисе озвучили мотор+работа 24т.р. за каждый аппарат и ждать поставки мотора 1,5 месяца. Честно говоря, поддушивает жаба столько платить, ведь за эти деньги можно приобрести новый сварочный аппарат неплохого качества.
У меня вопрос к уважаемым участникам форума - где можно приобрести двигатель самостоятельно? Или, может, есть какие-то аналоги? Руки из правильного места растут, заменить самостоятельно смогу.
Буду премного благодарен за любую помощь и ценные советы!
Вы где находитесь?
-
Вот и я получил свою посылку. Рома, спасибо, все дошло в целости и сохранности.
И, Рома, напиши в личку письмо по доп ништякам и расходке с ценами.
Еще раз спасибо!
-
Мне он по хорошей цене достался, да и не разочаровался я в нем.Ну это немного не та категория. Этот скорее для автосервисов и небольших мастерских. Оборудование надо правильно подбирать по потребностям чтобы не разочароваться в нём или не переплачивать.
-
Наконец-то забрал свой аппарат (все никак не заехать было). Как я и говорил ранее, помер мотор-редуктор. Со слов сервис-инженера, мотор-редуктор был очень сильно изношен и смазка, которую видно на фотографиях, это выдавленная изнутри...
Надо признаться, что аппарат поработал в довольно жестких условиях, но я не думал, что для Кемппи это будет так критично.
-
По ходу дело никто не знает.
Ладно, пройду обучение расскажу.
Мне тоже любопытно, прошу рассказать что и как.
-
А я свой сегодня завез в головной офис Кемппи. После беглой диагностики основным диагнозом стала кончина движка, завтра диагноз должны подтвердить окончательно.
-
Коллеги, а из Волгограда есть кто-нибудь? Ау-ууу?
Масочку прикупить надобно, одну из тех, что висят тут на продаже, но без проверки не охота рисковать.
-
Ребята, посоветуйте комплектик по лучше (наверно импортные), а именно резак (смотрю на рычажные), шланги, редуктора. Все на пропан, т.к. преимущественно будет использоваться для предварительного подогрева деталей.
Заранее спасибо.
-
@Romrim, тоже встану в очередь. Интересует Speedglas 9002V air с adflo.
-
Да вот тут то и не сходится. Если варить 50мм, даже 30мм, то 200А будет не достаточно. Тут бы проволоку 1.6 уже надо применить. 1.2 будет гореть.
Поэтому, вот например: http://helvi-weld.ru/shopmnogofunktsionalnyy-invertor-maxitech-500-pulse/
Есть слабее модельки. Тут и двойной импульс и рут велд есть, в зависимости от комплектации.
Он решит ваши задачи. Можно сделать опытную демонстрацию на предприятии. Т.е. показать, так сказать, всю его МОЩНОСТЬ. Если есть сомнения. И заодно определиться с необходимой мощностью. Это как МИГ. Хотя и ТИГ можно к нему прицепить, но переплачивать за МИГ нет смысла. Поэтому если надо ТИГ, то лучше ТИГ аппарат купить. Если все же МИГ будет, то тогда и брать МИГ аппарат.
ТИГ наплавка конечно красивее, но скорость в разы ниже. МИГ наплавка требует соответствующей проволоки и может даже самозащитной.
Вариантов, б\у, тут я не помогу. Это вам надо смотреть, может где то и перекупить.
Коллега, Вы потеряли суть вопроса - разговор шел о наплавке, впрочем уже не актуально...
-
А вы уверены, что она направляется без флюса? Ведь многие порошконаполненные материалы требуют дополнительной защиты.
-
Примерно как на предыдущей картинке, то что слева. Главное чтобы контакты были с двух сторон, держаться на рамках и эти рамки подпружинены на встречу друг-другу. Все это окружено карманом так, чтобы флюс подавался с двух сторон. Если будете наплавлять цылиндрические детали, то выставляйте чуть на подъем, чтобы не шлаковало перед лентой. Вылет традиционно, как можно меньше, но чтобы контакты не перегревались, а то залипать начнут.Про мундштуки в курсе, с полуавтоматом дружу давно, а вот к ленте только подкрадываюсь
 , значит если моя лента почти 2 см шириной, то должно быть два контакта токопередающих?
, значит если моя лента почти 2 см шириной, то должно быть два контакта токопередающих?Как они конструктивно выполнены, можно на словах если нет картинок.
-
 1
1
-
-
Что есть головки?
Головка это токоподвод к сварочному/наплавочному материалу, состоит из самих контактов (у нас были с одним контактом на каждый см ширины ленты или мундштук для проволоки), далее головка крепится на сам мотор/привод. Управляет всем этим делом отдельный блок, который регулирует режимы дуги и скорости перемещений. Ну и собственно сам источник питания дуги.
-
1
-
-
Полтора года "сидел на ленте", только на антикоррозионной наплавке, наплавляли обечайки СБВБ, патрубки и прочее для АЭС. Плавили в три слоя - один переходной (углерод/нержа) и два чистая нержа, иногда приходилось третий делать, когда толщины не хватало. Использовали обычную ленту шириной от 20 до 60 мм под флюсом.
Много наплавлял и полуавтоматом, дак вот с лентой не сравнить - лентой валики вообще шикарные получаются.
У нас стояли автоматы (колонна и ролики) американской фирмы "Рансом", источники и все, что связано с подачей было ESAB, сами головки вообще полу самодельные были.
Про саморегулирование (подбором шестеренок), то это древние автоматы времен 40-ых и технология Дятлова, сейчас такого нет и не найти наверное уже.
Кстати, очень важно - хранить в сухом месте и прокаливать перед использованием флюс, в вашем случае, наверное, надо и саму ленту. Хреновый флюс, это самое страшное зло при наплавке/сварке под флюсом.
-
3
-
-
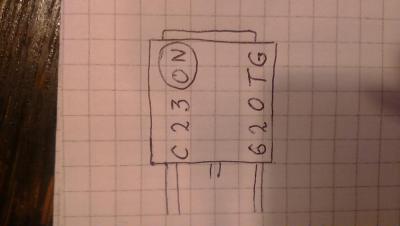
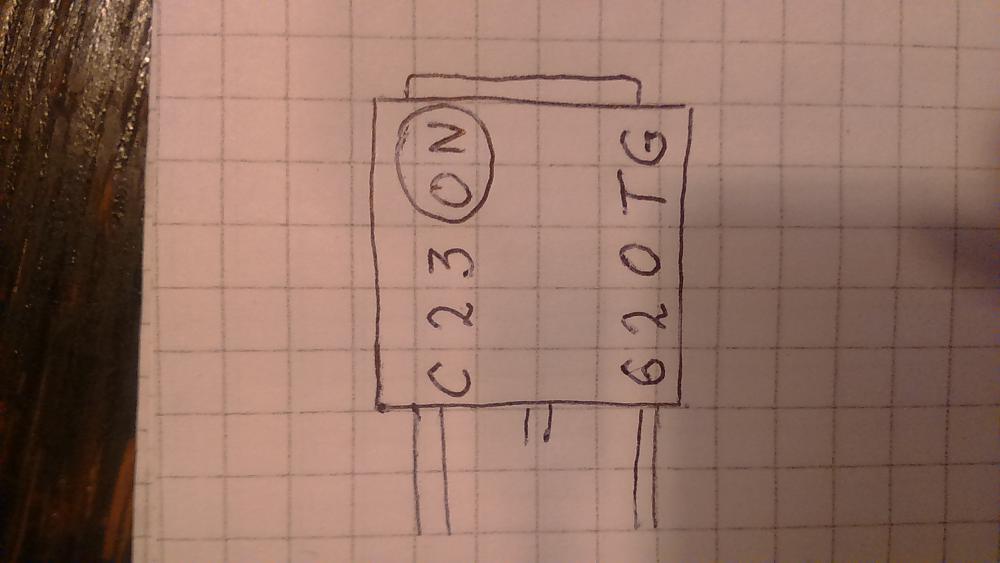
Вот вот вот, про это я и говорю, по первому адресу выводит на сдвоенные диоды, по второму адресу сначала на 7620 TG далее ICM7620TG ,а это какая то микросхема, и так далее.....Никакой конкретики.

Звоните в специализированные магазины и спрашивайте у них, может аналоги подскажут.
-
А самое интересное - это тормозное устройство, в качестве которого используется обычный веник

Было время, мой личный рекорд был 206 км/ч на моторе 2,5 см3 (без резонансной трубы).
-
- Популярный пост
- Популярный пост
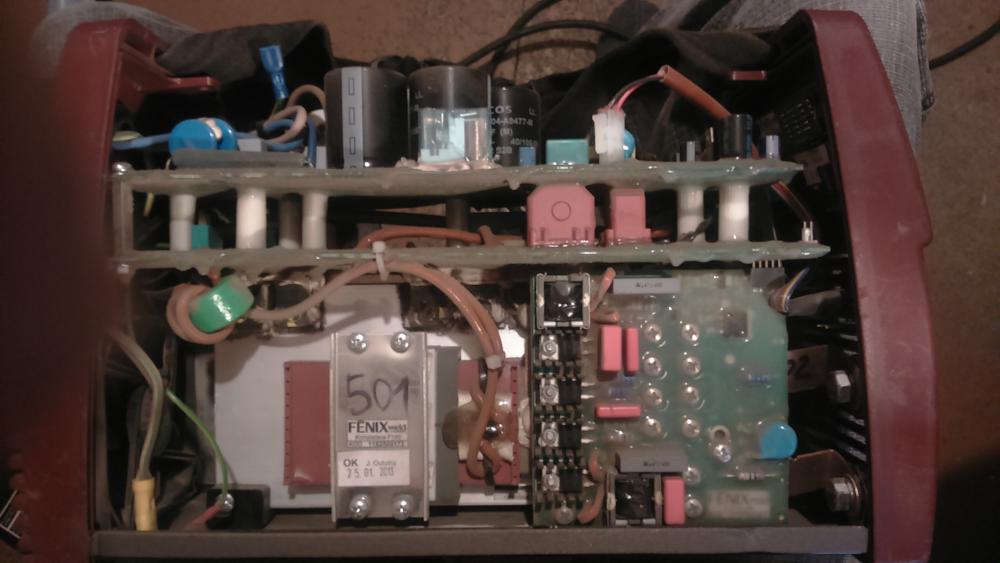
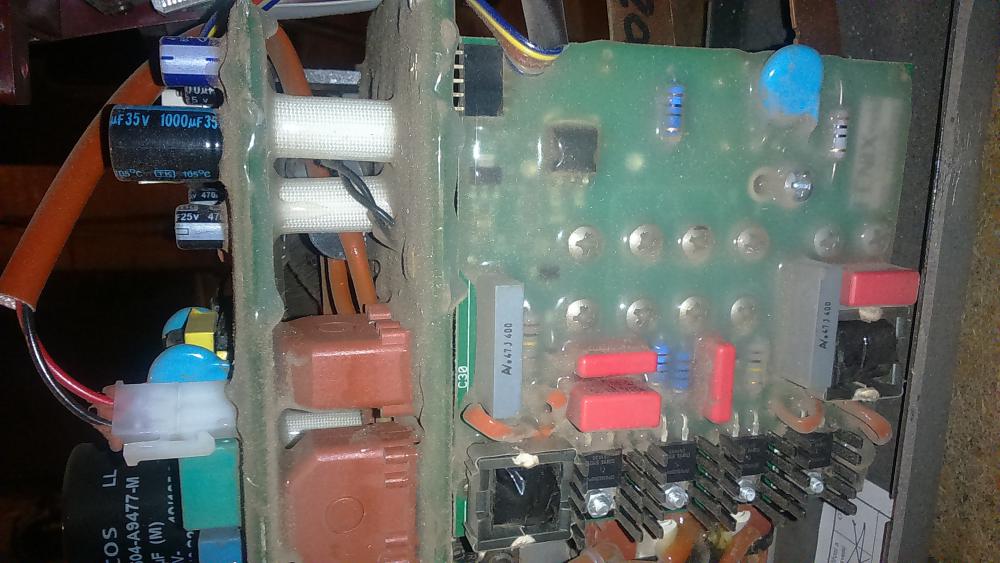
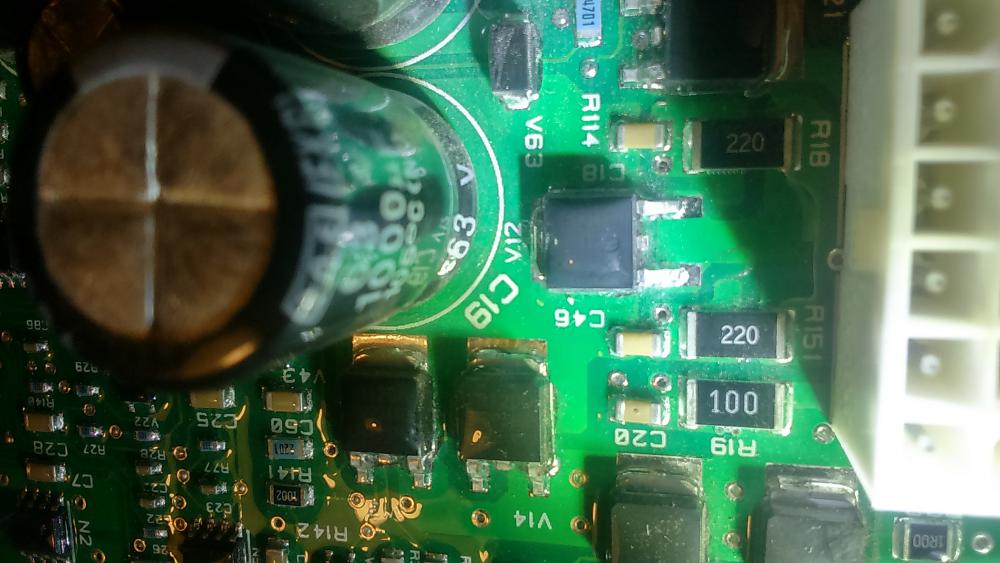
Обещал я тут ка-то Павлу выложить потроха аппарата Fenix 200 Kuhtreiber, так бы забыл, но модераторы не дремлют - напомнили. Впечатление от увиденного внутри двоякое, хотя туда уже кто-то залезал до меня. Варит хорошо.















-
10
-
Нико, кое-как разглядел маркировку

-
1
-
-
Нико, вы говорите про деталь "С46"? Именно на ней маркировка слабо различима, еще все усугубляется толстым слоем лака, которого почему-то нет на ваших фотографиях.
-
Нико,да, конечно гляну, но только в выходные.
Кстати, сегодня общался с центровыми сервисниками кемппи и сказали, что эти аппараты крайне редко бывают в ремонте, правда это скорее всего в виду малой популярности. Так же сказали, что аппарат простой до невозможности и диагностика элементарна в условиях сервиса.
-
1
-
-
Вам хватит)) . Самое страшное не сама кислота, а ее испарения. Когда наносим нужен правильный СИЗ (нигде не соблюдено в приемлемом виде)). Когда просто смываем на пол/ землю - по факту разбавляем ее (не уменьшая не объем ни агрессивность паров)).
Вы точно преувеличиваете.
-
без разделок -башмаки балок,если возможно видео .варю полуавтоматом 2 месяца - еще не понял.
Видео разделки? Вот, по вопросы яндекс кучу информации выдает
-
Верное направление мысли химия есть но спросите у себя - вы химик (вопрос утилизации))? И( как химик химику) задам вопрос - пассивируя кислотой (реально смесью кислот))) , нейтролизовать чем будете? Ибо вы подняли концептуальный (например для эсаба и средней школы)) вопрос - кислую реакцию нужно нейтролизовать (подсказка - нужно))) или разбавить кислоту большим объемом воды смывая себе под ноги водой (стандарт ужаса экологии постсоветского пространства)? Шутки в сторону - Есть правила обработки НЖ ( смешно но они ГОСТовые)(((.
Ну, если вспоминать школу, то тогда щелочью, хотя сейчас наверняка что-нибудь более оптимальное придумали. Да и речь идет не о поливании кислотой, а о протирании, т.е. объем катастрофы не так велик и решаем. А при должных условиях труда и пассивировать не надо будет, достаточно будет подождать когда слой сам восстановиться.
-
Попробую внести ясность по мере сил. Нержа имеет пассивированный (пассивный/окисленный) слой - он и придает нержавеющие свойства (300-м маркам стали, кстати всем рекомендую попробовать счистить этот слой перед сваркой и посмотреть на цвета побежалости в сравнении с нечищеным местом).
Не только 300, а всех где хрома свыше 10.5-11%, ведь именно способствует пассивированию. И не обязательно консервировать, есть химия именно для пассивирования поверхности.












Kemppi Minarc Mig Evo 200
в Ремонт и модернизация
Опубликовано
У меня, например, очень глубокая выработка была именно на роторе, а щетки еще живые были.