механик78
-
Постов
176 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент механик78
-
вначале не поверил)) или это делается в массовом количестве и все одинаковые или это именно данная скульптура у нас в городе.

-
прям задели ребята, ну да пофиг)) . Голова вроде на месте да и своя к тому же, а если уж и сказал так же как блогер который вас бесит видимо то пардонте мне вот до не го как то фиолетово . Не, критикую порой, но разве это грех?
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Serj55441,@aleks 555, @matroskin023, реята спасибо за ответы. попробую греть побольше и с различным прутком, а вот герцовка только с 50 гЦ увы. по результатам обязательно отпишусь.
-
Приветствую. Много раз обсуждалось о появлении пор (пузырей) при наплавки в том числе гбц. Не новичок и не первая головка, но появился вопрос . Подогрев резаком исключая конденсирование.Очистка места бормашиной до чистого металла. Ток 160-220 А в зависимости от места . Нарастание тока 2 сек. и вот прям вижу как "суп"(ванна) начинает кипеть. Понятное дело что добавив присадку просто закупориваю этот пузырь и при фрезеровке он в скрывается. Вроде все вредные факторы исключил, но результат не удовлетворяет. От места сварки и модели гбц не зависит. Какие варианты? Может поставщика газа сменить ? Хотя при сварке алюминия все устраивает.
-
 будет жестко. РАДС бы идеально, но тут речи нет про это я так понимаю. Точками варите, одна за другой.
будет жестко. РАДС бы идеально, но тут речи нет про это я так понимаю. Точками варите, одна за другой. -
при проведении сварочных работ вы бы ее не увидели??? да оттуда столько каках полезло что вы были бы вунуждены продолжить разделку и дойти до конца трещины. Речь ранее шла не о том как найти трещину и ее конец, а о том растет ли она далее если не засверлиться дабы предотвратить ее рост. Вот вам мой пример вчерашней работы. визуально я вижу что трещина дальше чем показала мне эта красная жижа в итоге тоже две засверловки по тем же признакам что и у вас. Тут чугун и я не могу расплавить его как алюминиевый сплав и заканчиваю все засверловкой. А изделие из алюминия в любом случае проплавляю и думаю вы так же, а не делаете эстетический валик сверху. На этом остановлюсь .
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
. трата времени не дающая результата
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Визуально, а то что не увидел дуга покажет . И если уж это не помогло(очень редко) то при проверке керосином на мел без проблемм все видно.Про Siliconi Pentrix в курсе, пользовался, знаю.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Текст из госта по РДС стали, разве нет? Соглашусь что на чугуне или легированных сталях это актуально и не более(мое мнение). Вот скажите честно хоть раз у кого то трещина появлялась на алюминиевых сплавах при условии что масивную деталь прогревали перед сваркой. Речь только о том что трещина поползла делее без засверловки. Вот был у вас реальный случай?(вопрос всем) Я не против засверловки, но чисто из практики ни разу не наблюдал рост трещины. Предпологаемый ответ - нет не было, я всегда засверливаю вообще не аргумент. Я так же говорю- никогда не засверливаю и не наблюдал роста трещины. как то одной всегда справляюсь. Лишь однажды рвануло колокол от грузовика и то по причине что вообще не подогревал его
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
не наблюдал подобного ни разу. Начинаю процесс сварки именно с начала трещиныи продавливаю шов, вторым проходом с обратной стороны получаю 100% провара и все. В непосредственной близости и на 30 А дуга встает перпендикулярно вольфраму и металл расплавленный просто улетает в сторону. Там магнит далеко , норм и как сказали нагрев не допускать.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Подскажите для чего засверливать конец трещины в алюминии если при хорошем ремонте провар на 100% толщины детали.
-
не напастись так вольфрама то
-
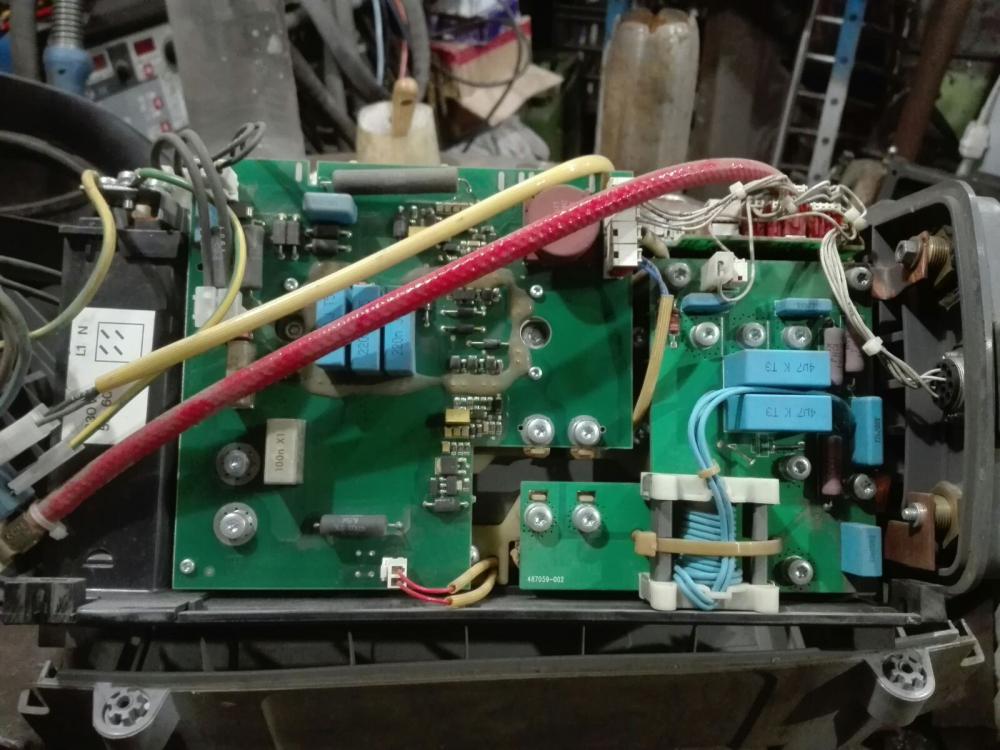
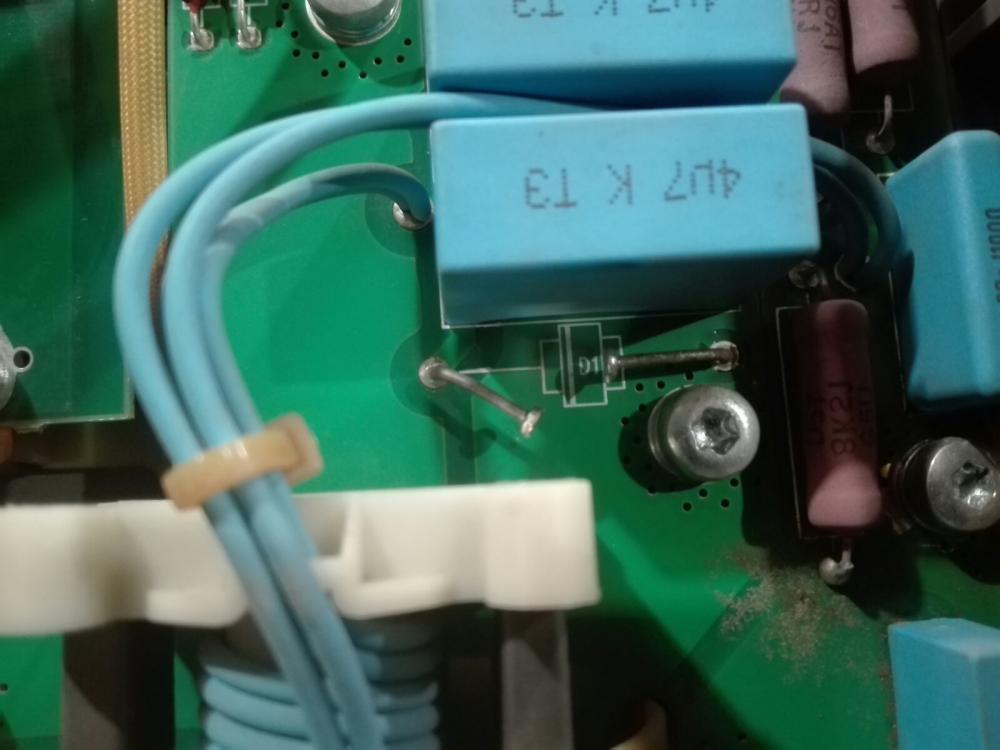
Спасибо за инфу! Может у кого то есть доступ к схемам чтоб понят какой диод. Понимаю что полетевший диод это может быть и следствие другой неисправности и если не поможет новый диод унесу в сервис.
-
Вечер добрый. Есть старичек у меня ESAB 150 , производил наплавку электродами на токе 120А . При очередной смене электрода как мне показалось был щелчок, при повторном розжиге дуга стало ооочень мощной и убавив ток примерно на 50% получил примерно ту же мощность что и на 120А и вроде звук изменился. вскрытие не показало плохих мест и только есть ножки на месте D1 возможно там был диод? Ножки то же есть и надпись есть.
-
Расскажите конечно, информация лишней не бывает
-
при относительно небольшом подогреве корпуса он легко спрыгивает со статора и так же легко обратно встает(менял корпуса). После сварочных работ не могу сказать как легко сядет. С перекурами я думаю обмотка не пострадает, сердечник массивный же.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
кстати это так же где то на просторах интернета вычитал. И подушки двигателя как то от Форда сваривал и был очень удивлен что отвратительно сваривается а сейчас стало ясно почему.
-
крайний раз менял и даже удивился. Берем голову с тем же номером китайскую и перекручиваем основную гайку а шланчики вообще сделаны под поджимную гайку. Натянул шланчик и накрутил гайку и готово. На импортных под хомутик мелкий обжимной но так же не проблема, старый немного разжал и потом зажал
-
По стали попробуйте, очень агресивные за счет формы зерна, не засаливается как остальные. Есть немецкие у меня, но они уступают кубитрону. Для грубой и быстрой обдирки.А фрезы все хороши
-
Ток маленький и образуется хорошая ванночка, немного "коптит" белыми хлопьями, да есть такое . На неокисленных деталях вполне успешно, главное не перегреть. Горелкой газовой пробовал, но не выходит хотя опыт по пайке кастольном успешный хоть кульки с толстыми трубками, хоть соты радиатора тосольного. HTS заплавлял только отверстия глухие уж не помню почему тигом не полез туда.
-
а разве не логичней сваривать цинк используя цинковую присадку.
-
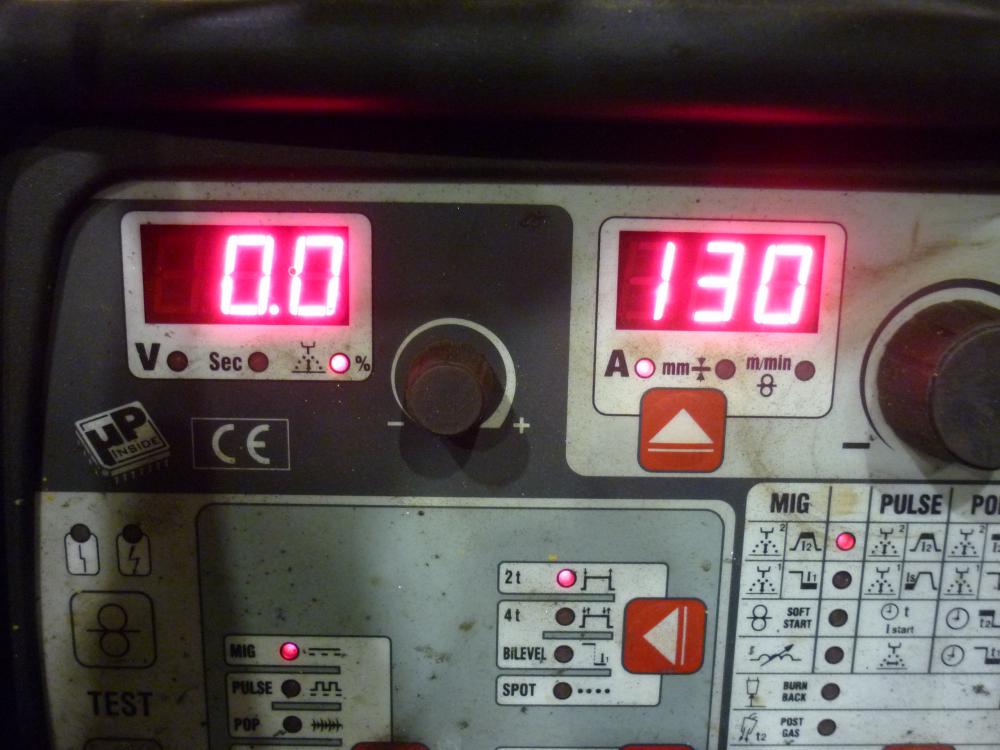
что вас смушает, порой на цифры только как на примерный ориентир смотрю и уже на память помню как "жарит" и на каком токе. Для примера и ради интереса сходил сфотал синергию при коррекции напражения 0 , напряжение только при работе видно. Fe 1.2 мм. Конечно если сравнивать с мелким полуавтоматом где подача до 12 м доходит то выглядит странно, но главное то как идет процесс. Смесь 18% Кислота
-
аналогично